Parte de vía y método para producir una parte de vía.
Sección de la CIP Química y metalurgia
(08/05/2019). Inventor/es: KAMMERHOFER,CHRISTOPH, BRANTNER,HANS PETER. Clasificación: C21D1/20, C21D9/04.
Parte de vía, en particular carril para vehículos sobre carriles a base de un acero de baja aleación, caracterizada por que el acero en la cabeza del carril de la parte de vía presenta una proporción de ferrita de 5-15% en vol., una proporción de austenita de 5-20% en vol., una proporción de martensita de 5-20% en vol. y una proporción de bainita exenta de carburos de 55-75% en vol.
PDF original: ES-2715051_T1.pdf
Dispositivo para el temple de carriles.
(27/06/2012) Dispositivo para el temple de carriles , en particular de carriles de rodadura perfilados, dado el casorespectivamente con distintas formas de la sección transversal y una longitud superior a 50 m medianteenfriamiento de al menos una parte de la sección transversal del carril en cuestión en un medio refrigerante a lolargo de toda la longitud del carril, formado por medios de desplazamiento transversal en la zona de un caminode rodillos , por medios de alineación y un brazo manipulador para transportar el carril en el dispositivo, de almenos un medio de posicionamiento , con respectivamente un depósito o una cuba con medio refrigerante, asícomo un lecho de refrigeración , caracterizado…
Dispositivo para el temple de raíles.
(25/04/2012) Dispositivo para el temple de raíles , en particular de raíles de rodadura perfilados, dado el caso con distintasformas de sección transversal respectivamente y una longitud superior a 50 m, mediante el enfriamiento de al menosuna parte de la respectiva sección transversal del rail a lo largo de toda la longitud del rail en un agente refrigerante,compuesto de un sistema de desplazamiento transversal en la zona de un camino de rodillos , de medios dealineamiento y de una garra de manipulación para llevar el rail al dispositivo, al menos un sistema deposicionamiento con respectivamente un tanque o cuba con agente refrigerante, así como un lecho deenfriamiento , estando dispuestos a la misma altura…
Dispositivo para el temple de carriles.
(21/03/2012) Dispositivo para el temple de carriles , en particular de carriles de rodadura perfilados, dado el caso con distintas formas de sección transversal respectivamente y una longitud superior a 50 m, mediante el enfriamiento de al menos una parte de la respectiva sección transversal del carril a lo largo de toda la longitud del carril en un agente refrigerante, compuesto de un sistema de desplazamiento transversal en la zona de un camino de rodillos , de medios de alineamiento y de una garra de manipulación para llevar el carril al dispositivo, al menos un sistema de posicionamiento con respectivamente un tanque o cuba con agente refrigerante, así como un lecho de enfriamiento , estando dispuestos a la misma altura horizontalmente al menos dos tanques con medios de posicionamiento uno junto…
Dispositivo para el temple de raíles.
(21/03/2012) Dispositivo para el temple de raíles , en particular de raíles de rodadura perfilados, dado el caso con distintas formas de sección transversal respectivamente y una longitud superior a 50 m, mediante el enfriamiento de al menos una parte de la respectiva sección transversal del rail a lo largo de toda la longitud del rail en un agente refrigerante, compuesto de un sistema de desplazamiento transversal en la zona de un camino de rodillos , de medios de alineamiento y de una garra de manipulación para llevar el rail al dispositivo, al menos un sistema de posicionamiento con respectivamente un tanque o cuba con agente refrigerante, así como un lecho de enfriamiento , presentando…
PROCEDIMIENTO PARA LA UNION DE LAS CARAS FRONTALES DE PIEZAS MEDIANTE SOLDADURA POR FRICCION.
(13/11/2009) Procedimiento para la unión de piezas (1, 1'') con gran extensión longitudinal, en especial de barras con sección transversal perfilada, como raíles o similares, a tase de aceros templables y aleaciones por medio de soldadura por fricción o frotamiento, caracterizado por el hecho de que los extremos de las piezas (11, 11'') se proveen de superficies de sección transversal (12, 12'') planas perpendiculares al eje y a continuación se aprietan entre sí, en una etapa de calentamiento, las superficies (12, 12'') que se van a juntar y se mueven los extremos de las piezas relativamente a las opuestas de una manera giratoria alrededor del eje de unión (X), aunque desviándose…
PROCEDIMIENTO DE ENSAMBLAJE DE RAILES POR SOLDADURA POR FRICCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2008). Ver ilustración. Inventor/es: PFEILER,JOHANN. Clasificación: B23K20/12.
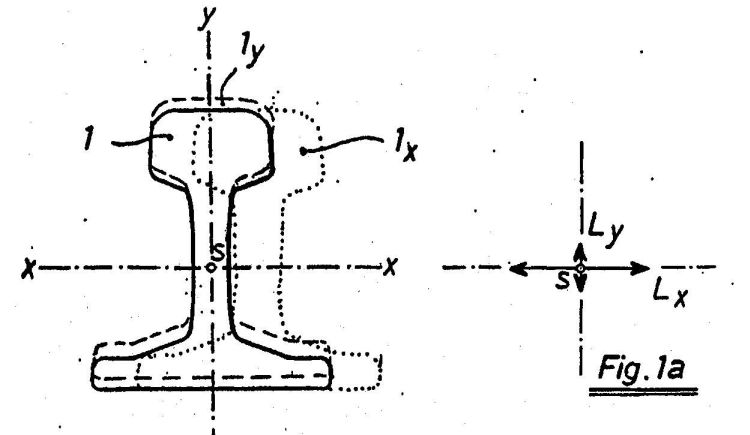
Procedimiento de ensamblaje metálico de raíles perfilados en dirección longitudinal, por ejemplo raíles de ferrocarril, vigas o similares, por soldadura por fricción, realizándose en un primer paso un calentamiento de los extremos de los raíles a una temperatura de ensamblaje presionándolos uno contra otro con un movimiento simultáneo de las caras frontales, de forma relativa entre sí, y en un segundo paso un ensamblaje de los raíles después de un alineamiento de los contornos y/o de las secciones transversales presionando entre sí las caras frontales, caracterizado por el hecho de que, durante el paso de calentamiento, los extremos de los raíles se mueven, de forma relativa entre sí, de manera oscilante con una amplitud de oscilación máxima en perpendicular a la dirección del eje principal Y con el momento de inercia máximo de la superficie de la sección transversal.
DISPOSITIVO PARA LA BONIFICACION DE MATERIAL LAMINADO CON GRAN LONGITUD.
(16/02/2008) Dispositivo para el tratamiento térmico de, al menos, partes de la sección transversal a lo largo de la extensión longitudinal de material laminado fabricado secuencialmente, procedente del calor de laminación, en especial para el temple, al menos, de la cabeza de raíles con una longitud superior a 50 m, y subsiguiente enfriamiento a la temperatura ambiente, compuesto esencialmente por un tren o vía de rodillos, por un medio para el alineamiento axial del material de laminación, por un medio de transporte con un soporte para el material laminado destinado a su desplazamiento transversal, por una instalación de temple con un sistema de…
PROCEDIMIENTO PARA LA UNION METALICA DE BARRAS MEDIANTE SOLDADURA POR FRICCION OSCILANTE.
(16/02/2008) Procedimiento para la unión metálica de las superficies frontales de raíles , con gran extensión de longitud mediante soldadura por fricción, efectuándose un rectificado de los extremos de los raíles normales al eje y una orientación de los raíles alineada axialmente, después de lo cual los raíles , que se van a unir, se sujetan en soportes fijos o estacionarios respectivamente con esencialmente igual distancia (A1, A2) de sus superficies rectificadas o de sección transversal , sus superficies frontales o de sección transversal rectificadas se adosan entre sí, se presionan y se doblan los dos extremos de los raíles por medio de elementos de movimiento y se mueven o desplazan de manera oscilatoria en sentidos…
{kind=link}