31 patentes, modelos y diseños de VALLOUREC
EJE SEMI-RIGIDO PARA VEHICULO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1990). Inventor/es: BONJEAN, DIDIER, DESLANDE, RAYMOND. Clasificación: B60G21/04.
EL INVENTO SE REFIERE A UN EJE SEMI-RIGIDO EN FORMA DE U PARA VEHICULO. ESTE EJE CONSTA DE UNA CRUCETA ACOPLADA DE FORMA ARTICULADA A LA CAJA DEL VEHICULO Y DOS BRAZOS QUE SE UTILIZAN EN EL MONTAJE DE LAS ESPOLETAS SOBRE LAS CUALES ESTAN FIJADAS LAS RUEDAS. ESTA FORMADO PORUNA ESTRUCTURA TUBULAR MONOBLOQUE, CONSTITUYENDO LA ZONA MEDIA LA CRUCETA , Y PERFILADO DE FORMA QUE PRESENTE, AL MENOS, UN ALA DE DOBLE PARED; UNA ZONA CURVADA EN CADA EXTREMO DE LA CRUCETA SE PROLONGA POR UN BRAZO EN EL EXTREMO DEL CUAL ESTA PREVISTA LA FIJACION DE LA ESPOLETA. EL INVENTO TAMBIEN SE REFIERE A UN PROCEDIMIENTO DE CONSTRUCCION DEL EJE. ESTE PUEDE SER UTILIZADO ESPECIALMENTE COMO TREN TRASERO DE UN VEHICULO AUTOMOVIL.
MATERIAL COMPUESTO DE ENVOLTURA TUBULAR, QUE CONTIENE UNA MATERIA COMPACTADA, PARA EL TRATAMIENTO DE METALES LIQUIDOS Y PROCEDIMIENTO DE REALIZACION DE ESTE PRODUCTO.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/02/1990). Inventor/es: DOUCHY, MICHEL, VACHIERY, EDMOND. Clasificación: B23K35/40, C21C7/00.
LA INVENCION SE REFIERE A UN MATERIAL COMPUESTO CON UNA ENVOLTURA METALICA TUBULAR QUE CONTIENE UNA MATERIA PULVERULENTA O GRANULAR COMPACTADA. ESTE PRODUCTO ES DE SECCION RECTA SENSIBLEMENTE CIRCULAR. SU ENVOLTURA TIENE AL MENOS UN PLIEGUE CURVADO CUYA ARISTA ESTA EN EL INTERIOR DE LA MASA COMPACTADORA. SE REALIZA ESTE PRODUCTO FORMANDO UN PLIEGUE ABIERTO A LO LARGO DE UNA GENERATRIZ DE UNA ENVOLTURA METALICA CIRCULAR QUE CONTIENE UNA MATERIA PULVERULENTA O GRANULAR NO COMPACTADA COMPRIMIENDO LUEGO ESTA ENVOLTURA DE FORMA QUE SE CIERRE EL PLIEGUE. ESTE PRODUCTO SE UTILIZA EN EL TRATAMIENTO DE BAÑOS METALICOS, POR EJEMPLO, PARA EL TRATAMIENTO DEL ACERO DE CUCHARA.
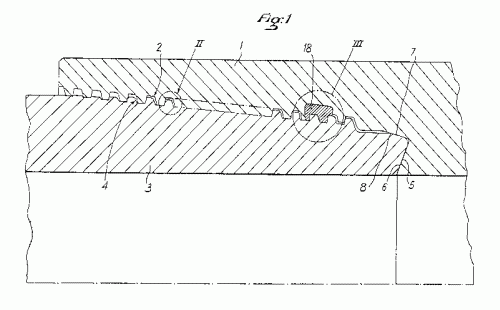
JUNTA ROSCADA PARA TUBOS DE ACERO COMPRENDIENDO UN DISPOSITIVO DE ESTANQUEIDAD SITUADO EN LA ZONA DE LOS ROSCADOS Y PROCEDIMIENTO CORRESPONDIENTE.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/08/1988). Ver ilustración. Inventor/es: BOUNIE, PAUL, PLAQUIN, BERNARD. Clasificación: F16L15/04.
JUNTA ROSCADA PARA TUBOS DE ACERO COMPRENDIENDO UN DISPOSITIVO DE ESTANQUEIDAD SITUADO EN LA ZONA DE LOS ROSCADOS Y PROCEDIMIENTO CORRESPONDIENTE, ESTANDO UNA PARTE DEL CONTORNO DE CADA FILETE FUERTEMENTE APLICADA EN EL ESTADO ROSCADO SOBRE EL ROSCADO DEL OTRO ELEMENTO. AL MENOS UN ELEMENTO DE JUNTA COMPRENDE SOBRE UNA DISTANCIA AXIAL CORRESPONDIENTE A AL MENOS UN PASO DE ROSCA, AL MENOS UNA GARGANTA CUYA PROFUNDIDAD ES SUPERIOR A LA ALTURA DE LOS FILETES, DICHAS GARGANTAS ESTANDO DOTADAS DE UN REVESTIMIENTO CUYO VOLUMEN Y FORMA CORRESPONDEN AL VOLUMEN Y FORMA DE LA HOLGURA QUE EXISTIRIA EN EL ESTADO ROSCADO ENTRE LOS ELEMENTOS DE JUNTA Y CUYAS DIMENSIONES ESTARIAN EN EL LIMITE DE LAS TOLERANCIAS DE MECANIZADO QUE PERMITE LA HOLGURA MAYOR POSIBLE.
JUNTA FILETEADA DESMONTABLE E INTERCAMBIABLE PARA TUBOS DE ACERO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/02/1988). Clasificación: F16L15/04.
JUNTA FILETEADA DESMONTABLE E INTERCAMBIABLE PARA TUBOS DE ACERO, UTILIZABLE EN PARTICULAR PARA LA INDUSTRIA PETROLIFERA, DEL TIPO EN EL CUAL EL ELEMENTO MACHO Y EL ELEMENTO HEMBRA ESTAN UNIDOS POR UNOS FILETEADOS MIENTRAS QUE UNA PARTE DE LA SUPERFICIE DEL CONTORNO DE CADA FILETEADO ESTA FUERTEMENTE APLICADA EN ESTADO ROSCADO SOBRE EL FILETEADO DEL OTRO ELEMENTO, ESTANDO UN MATERIAL SINTETICO SITUADO ENTRE LOS FILETEADOS PARA ASEGURAR LA ESTANQUEIDAD, CARACTERIZADA PORQUE UN PRIMER ELEMENTO DE LA JUNTA TIENE UNA ESTRUCTURA COMPUESTA Y COMPRENDE POR LO MENOS UNA CIERTA LONGITUD DE SU FILETEADO UNA GUARNICION DE MATERIAL SINTETICO CUYO VOLUMEN Y FORMA CORRESPONDEN EXACTAMENTE AL VOLUMEN Y FORMA DEL JUEGO QUE EXISTIRIA EN ESTADO ROSCADO ENTRE LA PARTE METALICA DE DICHO ELEMENTO COMPUESTO Y EL SEGUNDO ELEMENTO CUYAS DIMENSIONES ESTARIAN EN EL LIMITE DE TOLERANCIAS DE MECANIZADO QUE PERMITE EL MAYOR JUEGO POSIBLE EN ESTADO MONTADO DE LA JUNTA.
DISPOSITIVO DE ESTIBADO DE APILAMIENTOS DE CUERPOS CILINDRICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1988). Clasificación: B60P7/13.
Dispositivo de estibado de apilamientos de cuerpos cilíndricos, en particular de depósitos cilíndricos de gas a presión, en un chasis de vehículo sobre el cual el lecho inferior de cuerpos cilíndricos descansa por unos medios de apoyo, descansando los otros lechos al tresbolillo sobre el lecho subyacente, estando el apilamiento de los cuerpos cilíndricos rodeado por unos medios de atadura fijados al chasis y provistos de medios de tensión, caracterizado porque los medios de atadura que rodean el apilamiento de cuerpos cilíndricos son unos cables unidos por sus extremos a una estructura solidaria del chasis por unos medios de tensión dispuestos cada uno bajo el plano del lecho inferior del apilamiento, estando dichos medios de tensión dispuestos de manera que realicen una tensión elástica del cable asociado, y un montaje articulado de los extremos de este cable sobre la estructura solidaria del chasis.
UN PROCEDIMIENTO PARA TRATAR METALES O ALEACIONES FERREAS.
Sección de la CIP Química y metalurgia
(01/01/1988). Clasificación: C21C7/00.
METODO DE TRATAMIENTO DE METALES Y ALEACIONES FERROSAS. CONSISTE EN INTRODUCIR EN UN BAÑO LIQUIDO DEL METAL O DE LA ALEACION A TRATAR UN HILO FORRADO CONSTITUIDO POR UNA ENVOLVENTE METALICA TUBULAR ALARGADA EN CUYO INTERIOR SE HALLA EL ALMA QUE CONSTA DE UNA ALEACION QUE TIENE AL MENOS 75% DE CALCIO Y AL MENOS UNO DE LOS METALES NIQUEL Y LLUMINIO, A UNA TEMPERATURA COMPRENDIDA ENTRE 1.625JC Y 1.660JC; HACER AVANZAR DICHO HILO A TRAVES DEL BAÑO DE 60 A 105 M/MINUTO; Y PROSEGUIR EL AVANCE DEL HILO HASTA LA INTRODUCCION EN EL BAÑO DE 125 A 600 G DE CALCIO POR TONELADA DE BAÑO. TIENE APLICACIONES PARA EL TRATAMIENTO DEL ACERO LIQUIDO CON OBJETO DE EVITAR LA OBTURACION DE LOS TUBOS DE COLADA.
PROCEDIMIENTO PARA ROSCAR JUNTAS PARA TUBOS DE ACERO Y DISPOSITIVO CORRESPONDIENTE.
Sección de la CIP Construcciones fijas
(16/04/1987). Clasificación: E21B17/042.
PROCEDIMIENTO Y DISPOSITIVO PARA EL ROSCADO DE JUNTAS PARA TUBOS DE ACERO. EL PROCEDIMIENTO SE CARACTERIZA PORQUE ANTES DE PROCEDER AL ROSCADO DE LA JUNTA, SE APLICA SOBRE LA SUPERFICIE EXTERNA DEL ELEMENTO HEMBRA A UNA CIERTA DISTANCIA DEL PLANO DEL TOPE DE LIMITACION DE ROSCADO Y POR EL LADO DE DICHO PLANO QUE ES OPUESTO A LOS FILETEADOS , UNA GALGA DE ESFUERZOS QUE PERMITE SEGUIR INSTANTANEAMENTE LAS DEFORMACIONES LONGITUDINALES DE LA SUPERFICIE EXTERNA SEGUN UNA GENERATRIZ DEL ELEMENTO HEMBRA ; Y PORQUE SE EFECTUA EL ROSCADO DE LA JUNTA HASTA QUE LA INDICACION PROPORCIONADA POR LA GALGA DE ESFUERZOS CORRESPONDA A UNA EXTENSION DE UN VALOR PREDETERMINADO DE LA SUPERFICIE DEL ELEMENTO HEMBVRA SEGUN DICHA GENERATRIZ A NIVEL DE GALGA.
PROCEDIMIENTO PARA AUMENTAR EL RENDIMIENTO DE LAMINADORES DE PASO DE PEREGRINO EN FRIO PARA FABRICAR TUBOS ESPECIALMENTE DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1987). Clasificación: B21B21/00.
PROCEDIMIENTO PARA EL AUMENTO DE RENDIMIENTO DE LAMINADORES DE PASO DE PEREGRINO EN FRIO PARA LA LAMINACION DE TUBOS. CONSISTE EN EMPLEAR UN MANDRIL CUYO ASIENTO DE LAMINACION TIENE UN DIAMETRO DECRECIENTE DE AGUAS ARRIBA A AGUAS ABAJO, Y EN QUE AL MENOS UNA VEZ POR CICLO DE LAMINACION, QUE CORRESPONDE A UN DESPLAZAMIENTO DE IDA Y VUELTA DE LA CAJA PORTA-CILINDROS, SE EFECTUA UN MOVIMIENTO DE RETROCESO DEL MANDRIL, A LO LARGO DEL EJE DE LAMINACION, HACIA LA PARTE DE AGUAS ARRIBA, Y A CONTINUACION UN MOVIMIENTO DE RETORNO A SU POSICION INICIAL. DE APLICACION EN LA LAMINACION DE TUBOS DE ACERO DE GRAN DIAMETRO, CON TASAS DE REDUCCION ELEVADAS.
ARTICULO COMPUESTO, PARTICULARMENTE HILO FORRADO PARA TRATAMIENTO DE BAÑOS METALICOS LIQUIDOS, SOLDADURA Y OTRAS APLICACIONES.
Sección de la CIP Química y metalurgia
(16/10/1986). Clasificación: C22B9/1.
Resumen no disponible.
PROCEDIMIENTO DE ELABORACION DE UN ACERO QUE TIENE UNA GRAN APTITUD PARA LA CONFORMACION EN FRIO.
Sección de la CIP Química y metalurgia
(16/05/1986). Clasificación: C21C7/00.
PROCEDIMIENTO DE ELABORACION DE ACEROS QUE PRESENTAN UNA ESTRUCTURA ISOTROPA Y UNA GRAN APTITUD PARA LA CONFORMACION EN FRIO. CONSISTE EN INTRODUCIR EN UN ACERO LIQUIDO DESOXIDADO Y CON BAJO CONTENIDO DE SILICIO UN ALAMBRE FORRADO QUE CONTIENE UN MATERIAL DIVIDIDO, QUE ES UNA MEZCLA DE SILICO-CALCIO Y DE CALCIO EN FORMA DE GRANOS EN CANTIDADES Y EN PROPORCIONES DETERMINADAS. ESTE PROCEDIMIENTO SE APLICA A ACEROS NO ALEADOS O ESCASAMENTE ALEADOS, Y ES PARTICULARMENTE CONVENIENTE EN EL CASO DE UNA INSTALACION DE COLADA CONTINUA.
(16/05/1985) 1. Junta para tubos, particularmente para tubos de acero o de aleación, estanca a presiones elevadas, del tipo que comprende por lo menos un par de superficies de estanqueidad muy poco cónicas dispuestas en por lo menos un extremo del elemento macho o del elemento hembra en la cual el primer contacto de la zona de estanqueidad que se encuentra en el extremo de un elemento se efectúa sobre la superficie de estanqueidad correspondiente del otro elemento , caracterizada porque cuando tiene lugar este primer contacto la conicidad de la superficie de estanqueidad que se sitúa en el extremo de uno de los elementos de la junta es inferior a la conicidad de la superficie de estanqueidad correspondiente que está situada en el otro elemento de la junta, pasando las superficies de estanqueidad,…
PROCEDIMIENTO DE PREPARACION DE UN ACERO DE ALTA MECANIZACION.
Sección de la CIP Química y metalurgia
(16/04/1985). Clasificación: C21C7/00.
PROCEDIMIENTO DE ELABORACION DE ACERO DE FACIL MECANIZACION.SE PARTE DE ACERO CONVENCIONAL AL QUE SE ADICIONA ALUMINIO PARA DESOXIDAR POR DEBAJO DE 100 PPM, PARA EFECTUAR A CONTINUACION UNA DESULFURACION FAVORECIDA POR LECHADA BASICA Y SITUAR EL AZUFRE POR DEBAJO DE 100 PPM. FINALMENTE, SE ADICIONA CALCIO Y AZUFRE CON ALAMBRES RELLENOS HASTA QUE EL CONTENIDO FINAL DE CALCIO SE SITUE ENTRE 20 Y 100 PPM Y EL DE AZUFRE ENTRE 150 Y 500 PPM. EL CONTENIDO RESIDUAL EN ALUMINIO DEBE QUEDAR ENTRE 150 Y 500 PPM, Y LOS CONTENIDOS DE AZUFRE Y OXIGENO, PREFERIBLEMENTE, INFERIORES A 50 PPM. TODAS LAS FASES SE REALIZAN EN EL CALDERO Y EL METODO ES ESPECIALMENTE INDICADO PARA PRODUCTOS OBTENIDOS POR COLADA CONTINUA.
PIEZA SEMIACABADA DE CREMALLERA DE DIRECCION PARA VEHICULOS AUTOMOVILES.
(16/02/1985) 1. Pieza semiacabada de cremallera de dirección para vehículos automóviles constituida por una pieza unitaria que comprende una parte apta para la realización del dentado de la cremallera propiamente dicha unida a los dos extremos de dicha pieza semiacabada, caracterizada porque la pieza es tubular y es, en su parte menor espesor que une la parte de mayor espesor, apta para la realización del dentado, a al menos un extremo, de menor espesor que el espesor de la parte apta para la realización del dentado. 2. Pieza semiacabada de cremallera según la reivindicación 1, caracterizada porque los dos extremos están unidos a…
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA SEMIACABADA DE CREMALLERA DE DIRECCION PARA VEHICULOS AUTOMOVILES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1984). Clasificación: B21K1/76.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA SEMIACABADA DE CREMALLERA DE DIRECCION PARA VEHICULOS AUTOMOVILES.CONSISTE EN SOMETER UN TUBO DE LONGITUD, SECCION Y ESPESOR APROPIADOS, A UNA SUCESION DE DEFORMACIONES EN FRIO, QUE INCLUYEN OPERACIONES REALIZADAS SOBRE LA TOTALIDAD O EN PARTE DE LA LONGITUD DEL TUBO EN CURSO DE FABRICACION. LAS OPERACIONES DE ESTIRADO SE REALIZAN MEDIANTE MANDRILES DE DIAMETROS LIGERAMENTE INFERIORES A LOS DIAMETROS INTERIORES DEL TUBO EN CURSO DE FABRICACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(31/01/1984). Clasificación: F16L15.
Junta para tubos, del tipo en el cual un extremo provisto de un fileteado de un elemento macho es roscado en un elemento hembra que presenta un fileteado correspondiente, caracterizada porque el elemento macho posee en su superficie externa una garganta circunferencial y porque el elemento hembra posee en su superficie interna una garganta circunferencial situada, en posición roscada, enfrentada a la garganta, del elemento macho, estando provisto un anillo elástico para introducirse en estado roscado simultáneamente en dichas gargantas, teniendo una por lo menos de las gargantas una profundidad radial suficiente para permitir el escamoteo del anillo cuando tiene lugar la introducción del elemento macho en el elemento hembra.
PROCEDIMIENTO DE FABRICACION DE CUERPOS HUECOS METALICOS POR COLADA CONTINUA VERTICAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1983). Clasificación: B22D11/00.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS METALICOS POR COLADA CONTINUA VERTICAL, A PARTIR DE METALES, TALES COMO EL ALUMINIO, EL COBRE, LOS ACEROS DE TODOS LOS TIPOS U OTROS METALES O ALEACIONES.CONSISTE EN INTRODUCIR EL METAL LIQUIDO EN UN ESPACIO ANULAR COMPRENDIDO ENTRE UN MOLDE EXTERIOR Y UN MANDRIL HUECO INTERIOR , ESTANDO SOMETIDO EL METAL LIQUIDO CERCA DEL MANDRIL A LA ACCION DE UN CAMPO MAGNETICO MOVIL QUE LO ARRASTRA HACIA ARRIBA. ESTE CAMPO ES CREADO, DE PREFERENCIA, POR UN ROTOR MAGNETICO ALOJADO EN DICHO MANDRIL .DEAPLICACION EN LA REALIZACION DE PIEZAS SEMIACABADAS DESTINADAS A LA FABRICACION DE TUBOS SIN SOLDADURAS.
PROCEDIMIENTO DE LAMINADO CONTINUO EN CALIENTE DE UNA PIEZA SEMIACABADA TUBULAR SOBRE UN MANDRIL INTERIOR EN UN LAMINADOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1983). Clasificación: B21B17/04.
PROCEDIMIENTO DE LAMINADO EN CALIENTE PARA LA FABRICACION DE TUBOS METALICOS SIN SOLDADURA.SE CONTROLA EL MOVIMIENTO DEL MANDRIL DURANTE TODO MOMENTO EN QUE LA PIEZA SEMIACABADA ESTA COGIDA EN CUALQUIER JAULA DE LAMINACION, MOVIENDO PARA ELLO EL MANDRIL AXIALMENTE EN LA MISMA DIRECCION QUE LA PIEZA SEMIACABADA A UNA VELOCIDAD CONSTANTE, DE MODO QUE EL MANDRIL ESTA PRESENTE Y ES CONTROLADO EN CADA JAULA DE LAMINACION, EN EL MOMENTO EN QUE EL EXTREMO DELANTERO DE LA PIEZA SEMIACABADA LLEGA A CADA JAULA. LA VELOCIDAD DEL MANDRIL SE MANTIENE CONSTANTE HASTA QUELA PIEZA SEMIACABADA ABANDONA LA JAULA DE LAMINACION DE SALIDA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/09/1983). Clasificación: F16L21.
Junta para tubos, del tipo en el cual los extremos provistos de un fileteado, por ejemplo cónico, de dos elementos machos están unidos por un manguito que presenta a cada lado un fileteado correspondiente, caracterizada porque el manguito presenta en su parte central una superficie de estanqueidad sensiblemente cilíndrica cuyo eje corresponde con el eje de la junta, poseyendo cada elemento macho en la periferia de su extremo una superficie de estanqueidad sensiblemente cilíndrica correspondiente cuyo diámetro es igual o ligeramente superior al diámetro de la superficie de estanqueidad del manguito, apoyándose los extremos de los elementos machos axialmente el uno contra el otro cuando tiene lugar el apriete de la junta el espacio existente entre los extremos de os elementos machos cuando tiene lugar su primer contacto.
(16/06/1983) 1.Junta para tubos, del tipo en el cual los extremos provistos de un fileteado, por ejemplo, cónico, de dos elementos macho están unidos por un manguito que presenta a cada lado un fileteado correspondiente, caracterizada porque el manguito presenta en su parte central una superficie de estanqueidad sensiblemente cilíndrica cuyo eje corresponde con el eje de la junta, poseyendo cada elemento macho en la periferia de su extremo una superficie de estanqueidad sensiblemente cilíndrica correspondiente cuyo diámetro es igual o ligeramente superior al diámetro de la superficie de estanqueidad del manguito, apoyándose los extremos de los elementos machos axialmente el uno contra el otro cuando tiene lugar el apriete de la junta e incrementándose de la periferia hacia el centro…
"DISPOSITIVO DE REFRIGERACION RAPIDA DE TUBOS METALICOS CALIENTES".
Sección de la CIP Química y metalurgia
(16/01/1983). Clasificación: C21D1/63.
DISPOSITIVO PARA LA REFRIGERACION POR INMERSION DE TUBOS CALIENTES. CONSTA DE UN TRANSPORTADOR EQUIPADO CON RODILLOS SOBRE LOS CUALES SE DESPLAZA UN TUBO A TRATAR ; DE UNA CUBA DE TEMPLE CONSTRUIDA DE CHAPA EN FORMA PARALELEPIPEDICA, ABIERTA POR LA PARTE SUPERIOR, LA CUAL ESTA LLENA DE AGUA A UNA TEMPERATURA PROXIMA A LA TEMPERATURA AMBIENTE; DE UN MECANISMO QUE REALIZA LA INMERSION DE LOS TUBOS CONSTITUIDO POR SIETE BRAZOS , PROVISTOS CADA UNO DE ELLOS CON DOS RAMAS , QUE ESTAN REPARTIDOS DE MANERA REGULAR SOBRE TODO EL PERIMETRO DE LA CUBA ; DE UN GATO QUE MUEVE SIMULTANEAMENTE LOS SIETE BRAZOS MONTADOS SOBRE UN ARBOL COMUN ; DE UNA BOQUILLA QUE INYECTA AIRE COMPRIMIDO EN LA BOCA DEL TUBO ; Y DE UN DEFLECTOR LONGITUDINAL QUE PROVOCA UNA CIRCULACION SIMETRICA DEL AGUA DE REFRIGERACION ALREDEDOR DEL TUBO A TRATAR.
"PROCEDIMIENTO DE FABRICACION DE PIEZAS SEMIACABADAS DE EJES HUECOS DE UNA SOLA PIEZA".
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1982). Clasificación: B21K1/06.
PROCEDIMIENTO PARA FABRICACION DE CUERPOS SEMIACABADOS DE EJES HUECOS DE UNA SOLA PIEZA, DESTINADOS AL EQUIPAMIENTO DE VEHICULOS RODANTES. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PARTE DE UN TUBO DE ACERO LISO , AL CUAL DESPUES DE HABERLO CALENTADO SE LE SOMETE A UNA OPERACION DE TEMPLADO EN AGUA, EN TODA SU LONGITUD, SEGUIDA DE UN REVENIDO; SEGUNDA, SE EFECTUAN SOBRE LOS DOS EXTREMOS DEL TUBO LAS OPERACIONES LOCALIZADAS DE FORJADO NECESARIAS PARA FORMAR LAS MANGUETAS Y LAS ZONAS DE TRASICION; TERCERA, SE EFECTUAN PARALELAMENTE TRATAMIENTOS TERMICOS LOCALIZADOS PARA OBTENER LAS CARACTERISTICAS MECANICAS DESEADAS EN LOS EXTREMOS DEL EJE , SIN PERTURBAR LAS CARACTERISTICAS MECANICAS DEL CUERPO DE DICHO EJE.
DISPOSITIVO UTILIZADO PARA TRANSFERIR TUBOS O PRODUCTOS LARGOS ANALOGOS DE UN PUESTO DE TRABAJO A OTRO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1982). Clasificación: B65G1/04.
DISPOSITIVO UTILIZADO PARA TRANSFERIR TUBOS O PRODUCTOS LARGOS ANALOGOS DE UN PUESTO DE TRABAJO A OTRO. CONSTA DE UN CONJUNTO DE MARCOS DE MANTENIMIENTO CUYA LONGITUD DEPENDE DEL NUMERO DE TUBOS A TRANSPORTAR DE UNA VEZ EN CAPA VERTICAL EL GROSOR DE PARED DE LOS MARCOS ESTA DETERMINADO DE FORMA QUE LA RIGIDEZ SEA SUFICIENTE PARA MANTENER LOS TUBOS EN UNA CAPA VERTICAL DURANTE SU TRANSPORTE POR VIA AEREA. ESTE GROSOR EN EL CASO DE LA APLICACION A LA PUESTA EN CAJA DE TUBOS CURVADOS A 180, DEBE SER INFERIOR AL ESPACIO DEJADO LIBRE ENTRE LAS CUÑAS DE POSICIONAMIENTO QUE CORRESPONDEN A DOS RADIOS SUCESIVOS, CON EL FIN DE PERMITIR LA BAJADA DE LOS MARCOS QUE MANTIENEN LA CAPA DE TUBOS, HASTA QUE SU EXTREMO INFERIOR LLEGUE CERCA DEL FONDO DE LA CAJA.
ARTICULO TUBULAR DE GRAN LONGITUD PARA TRATAMIENTO DE BAÑOS METALICOS EN FUSION.
Sección de la CIP Química y metalurgia
(01/05/1982). Clasificación: C21C7/06.
Articulo tubular de gran longitud para tratamiento de baños metálicos en fusión, que puede ser enrollado y después desenrollado y enderezado, caracterizado porque comprende una envoltura metálica cerrado, por engatillado a lo largo de una generatriz, y un alma de material pulverulenta que está tensificada en el interior de la envoltura, siendo la sección de dicho articulo de forma ovalada o aplanada.
DISPOSITIVO DE CARRO PORTA-TOPE DE LAMINADOR PERFORADOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1982). Clasificación: B21B25/02.
DISPOSITIVO DE CARRO PORTA/TOPE PARA DESPLAZAR UNA BARRA DE PERFORACION. CONSTA DE UN CARRO DESPLAZABLE EN DIRECCION AXIAL DEL LAMINADOR PERFORADOR MEDIANTE UN SISTEMA DE PIÑON CREMALLERA , ESTANDO EL PIÑON ACCIONADO EN ROTACION POR UN MOTOR; DE UNA PINZA FORMADA POR DOS BRAZOS ARTICULADOS ALREDEDOR DE UN PIVOTE FIJADO A UN TABIQUE TRANSVERSAL DEL CARRO ; POR DOS GATOS ARTICULADOS ALREDEDOR DE PIVOTES SOLIDARIOS CON EL TABIQUE TRANSVERSAL DEL CARRO , QUE GOBIERNAN EL DESPLAZAMIENTO DE LOS BRAZOS Y POR DOS MORDAZAS QUE ABRAZAN LA BARRA DE PERFORACION , Y DE UN TOPE , SITUADO ENTRE EL CARRO , QUE GIRA EN ROTACON ALREDEDOR DE UN EJE ACCIONADO POR UN MOTOR.
BANCO DE RETENCION DE MANDRIL PARA EL MANDRIL QUE SOPORTA UN TUBO EN UN LAMINADOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1982). Clasificación: B21B25/02.
BANCO DE RETENCION DEL MANDRIL LLEVADO POR UN TUBO EN UN LAMINADOR. UN CARRO ES ARRASTRADO POR DOS CADENAS SIN FIN (1, 1') DISPUESTAS EN PARALELO, ESTANDO EL CARRO ARTICULADO A DOS ESLABONES (9, 9') ENFRENTADOS. UNA HORQUILLA SITUADA EN EL CARRO ES SUSCEPTIBLE DE RETENER EL MANDRIL Y EXISTE UN ENLACE SUPLEMENTARIO (15, 15') ENTRE EL CARRO Y UN ESLABON (18, 18') DE UNA AL MENOS DE LAS DOS CADENAS. ESTOS ESLABONES SON DIFERENTES DE AQUELLOS A LOS QUE ESTA ARTICULADO EL CARRO Y PERMITEN, GRACIAS A LUMBRERAS (19, 19'), UN DESPLAZAMIENTO DEL CARRO RESPECTO A LAS CADENAS.
PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO TUBULAR COMPUESTO QUE COMPRENDE UNA ENVOLTURA METALICA Y UN ALMA EN FORMA DE POLVO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1981). Clasificación: B23K35/02.
PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO TUBULAR FORMADO POR UNA ENVOLTURA METALICA Y UN ALMA EN FORMA DE POLVO. UNA BANDA METALICA CONTINUA ES DE FORMADA POR UNA SERIE DE RODILLOS. EN EL PUNTO (A) SE COMIENZA A DEFORMAR LOS BORDES . EN EL PUNTO (B) HA RECIBIDO YA UNA SECCION RECTA SEMICERRADA. EN EL PUNTO (C) UNA TOBERA DISTRIBUIDORA LLENA EL CANGILON CON POLVO . SE REALIZA DESPUES UN NIVELADO DE DOSIFICACION POR MEDIO DE UN RASCADOR . POSTERIORMENTE SE CIERRAN LOS BORDES Y SE COMPACTA EL CONJUNTO. SE OFRECEN DISTINTAS ALTERNATIVAS EN LA FORMA DE SECCION TUBULAR.
PERFECCIONAMIENTOS EN LOS APARATOS PARA APILAR EN LECHOS REGULARES PRODUCTOS LARGOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1980). Clasificación: B65G57/18.
DISPOSITIVO PARA APIAR EN LECHOS REGULARES PRODUCTOS LARGOS. CONSTA DE LOS SIGUIENTES ELEMENTOS: 1. DISPOSITIVOS DE INCLINACION DEL CONTENEDOR DE RECEPCION DE LOS TUBOS. 2. DISPOSITIVOS PARA LLEVAR POR GRAVEDAD LOS TUBOS UNO A UNO A LA VERTICAL DE LA PARTE MAS ALTA DEL FONDO. 3. UN CONJUNTO DE BRAZOS PARALELOS A DICHO FONDO, QUE DEFINEN UN ESPACIO DE ALTURA REGULABLE. 4. DISPOSITIVO DE SUBIDA DE LOS BRAZOS PARALELAMENTE AL FONDO DESPUES DE LA FORMACION DE CADA LECHO DE TUBOS. LOS BRAZOS PUEDEN MOVERSE PARALELAMENTE AL FONDO EN POSICION INCLINADA, ESTANDO ARTICULADOS SOBRE UN MARCO MOVIL EN UNAS GUIAS INCLINADAS.
NUEVO PERFIL METALICO COMBINADO.
Sección de la CIP Construcciones fijas
(01/12/1977). Clasificación: E04C.
Nuevo perfil metálico combinado del tipo que recibe una grapa de fijación en una hendidura y compuestos de dos porciones perfiladas que tienen una sección general en U, adosadas una contra otra por su base y reunidas por lugares de soldadura regularmente distanciados a lo largo de dichas dos bases, presentan de dichas dos bases cada una de su centro un nervio entrante sensiblemente en forma de semicírculo para formar entre dichas dos bases un paso de sección sensiblemente circular, caracterizado por el hecho de que, a una y otra parte de dicho paso, dichas bases presentan sinuosidades u ondulaciones longitudinales, paralelas a dichos nervios, presentando las sinuosidades u ondulaciones de las dos, porciones perfiladas formas respectivamente complementarias.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN LAMINADOR, JUNTO CON UN PROCEDIMIENTO PARA VARIAR LA SEPARACION DE SUS CILINDROS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1977). Clasificación: B21B19/12.
Resumen no disponible.
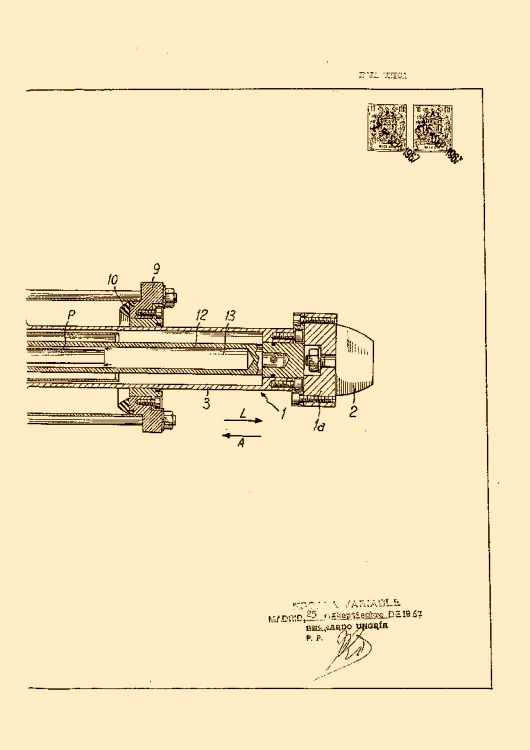
UN DISPOSITIVO PARA LANZAR UN CONJUNTO MOVIL Y AMORTIGUAR SU MOVIMIENTO DE RETORNO.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/11/1968). Ver ilustración. Clasificación: B23D15/14, F15B15/22, B23D25/04, F15B11/076.
Resumen no disponible.
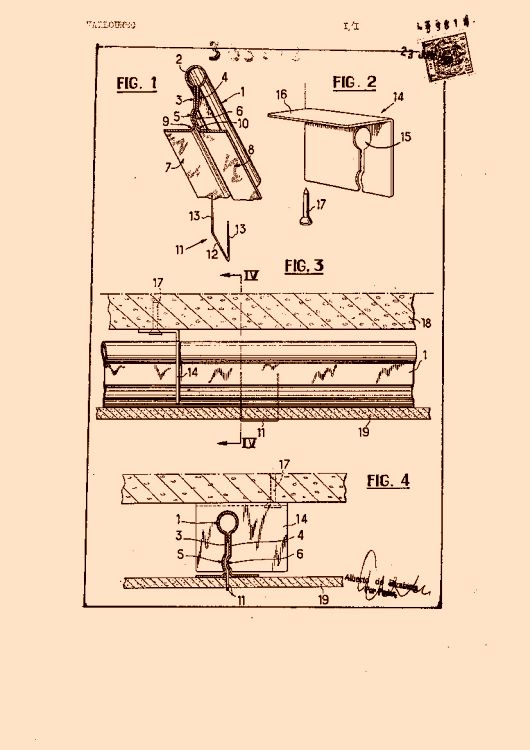
UN DISPOSITIVO DE VIGUETA METALICA.
Sección de la CIP Construcciones fijas
(16/09/1967). Ver ilustración. Clasificación: E04B9/06.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}