230 patentes, modelos y diseños de TRIBO BONJOCH,LUIS (pag. 7)
PROCEDIMIENTO PARA LA APLICACIÓN DE UNA CAPA AISLANTE A HILOS METÁLICOS.
Sección de la CIP Química y metalurgia
(16/12/1958). Clasificación: C23.
Procedimiento para la aplicación de una capa aislante a hilos metálicos que consiste esencialmente en depositar una o varias veces sobre la superficie del hilo en movimiento,desnudo o recubierto de fibra,una mezcla de una resina de poliester líquida no saturada polimerizable con un monómero copolimerizable que posea un peso molecular inferior a l de la resina y que actue momentáneamente como disolvente de la misma, haciendo transcurrir al referido.
PROCEDIMIENTO PARA LA OBTENCIÓN DE UN ADHESIVO TRANSPARENTE Y SENSIBLE A LA PRESIÓN.
Sección de la CIP Química y metalurgia
(16/12/1958). Clasificación: C09.
Procedimiento para a obtención de un adhesivo transparente y sensible a la presión, que se caracteriza esencialmente por el hecho de que para conseguir una deposición pegajosa y coherente se mezclan 1 parte de caucho bruto y 0,2-4 partes de goma éster del tipo ácido- bajo dispersada en un vehículo volátil, pudiendo utilizarse con igual efecto caucho bruto ligeramente amasado o caucho látex en iguales proporciones, con o sin adición de una pequeña cantidad de antioxidante del caucho, disuelto en el solvente volátil de este último.
Cobertura para conductores eléctricos.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1958).
Resumen no disponible.
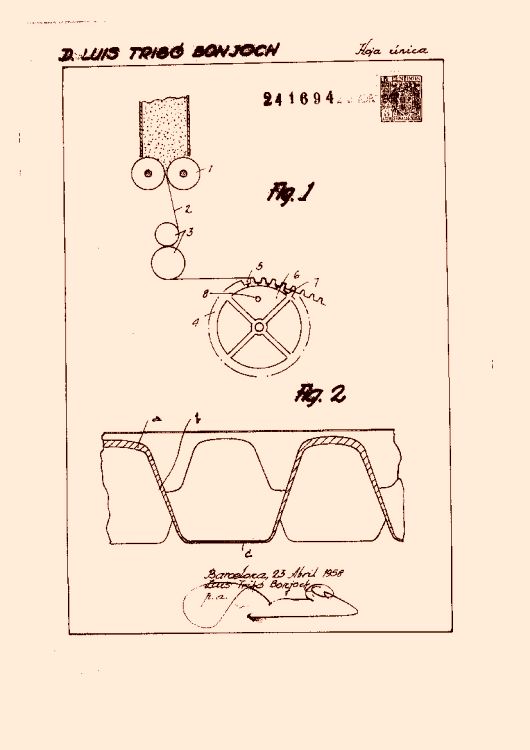
PROCEDIMIENTO PARA LA FABRICACION CONTINUA MECÁNICA Y NEUMATICA DE SOPORTES ALVEOLARES PARA EMBALAJES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1958). Ver ilustración. Clasificación: B29, B65.
Procedimiento par ala fabricación continua mecánica y neumática de soportes alveolares para embalajes, que consiste esencialmente en formar una lámina de material plástico de grueso uniforme,ya sea por calandrado,extrusión o combinación de ambas operaciones y en estado intermedio de la misma, antes de su endurecimiento y completa solidificación, se procede manteniendo la temperatura apropiada, a la configuración de los alveolos en forma continua, sometiendo la lámina de plástico ala acción de un cilindro que por su periferia presenta los huecos oportunos y que interiormente está dividido en sectores que comunican con los huecos referidos a través de orificios y en cuyos sectores se practica periódicamente al vacío, en coordinación con el giro del cilindro con lo que se logrará al formación de los alveolos en la lámina de plástico con las dilataciones irregulares necesarias y la posterior separación entre lámina y cilindro al cesar el vació en el sector correspondiente.
PROCEDIMIENTO PARA LA FABRICACION NEUMATICA DE SOPORTES ALVEOLARESPARA EMBALAJE.
(01/10/1958) Procedimiento para la fabricación neumática de soportes alveolares para embalajes, que consiste esencialmente en formar una lámina de material plástico de grueso uniforme, ya sea por calandrado, extrusión o combinación de estas operaciones entre sí o con otras apropiadas, procediendo luego, en estado intermedio de esta lámina, antes de su endurecimiento y completa solidificación manteniendo la temperatura apropiada de la misma, a la configuración de los alveolos, para lo cual se somete a dicha lámina a la acción de compresiones y dilataciones irregulares por medio de una cámara de vacio a presión que obliga a la lámina a adaptarse por completo a los huesos de una matriz en cuya…
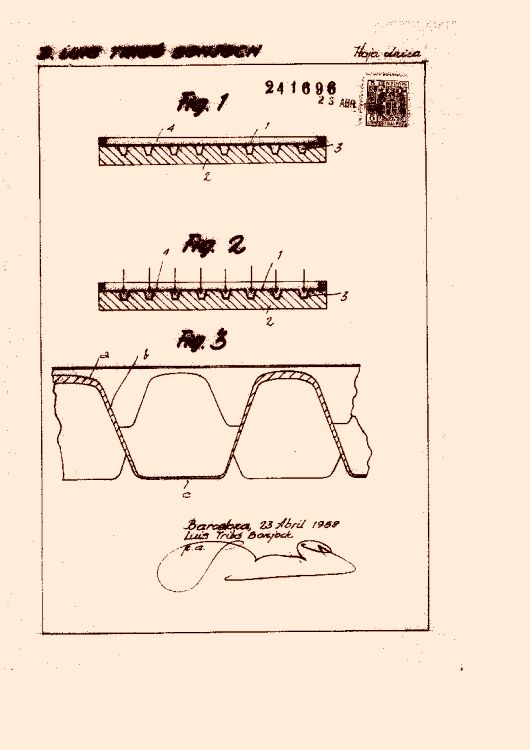
PROCEDIMIENTO PARA LA FABRICACION POR CHOQUE NEUMATICO DE SOPORTES ALVEOLARES PARA EMBALAJES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1958). Ver ilustración. Clasificación: B65.
Procedimiento par la fabricación por choque neumático de soportes alveolares para embalajes, que consiste esencialmente en formar una lámina de material plástico de grueso uniforme ya sea por calandrado,extrusión o combinación de estas operaciones y otras adecuadas y en estado intermedio de la misma, antes de su endurecimiento y completa solidificación manteniendo par ello la temperatura adecuada, proceder a la configuración de los alveolos,sometiendo la lámina de plástico colocada sobre una matriz adecuada, a al acción de unos chorros de aire que coincidiendo con los huecos de la superficie de aquella matriz que presentan la forma de los alveolos a obtener, producen en la lámina la adaptación a los mismos con las consiguientes dilataciones irregulares que corresponde a un mayor espesor en las zonas de la lámina colocada sobre la superficie de la matriz y a una disminución progresiva de grueso en las paredes de los alveolos formados,hasta el fondo de los mismos que presenta un espesor mínimo.
PROCEDIMIENTO PARA LA FABRICACION NEUMATICA DE SOPORTES PARA EMBALAJES.
(01/10/1958) Procedimiento para la fabricación neumática de soportes alveolares para embalajes, que consiste esencialmente en formar una lámina de material plástico de grueso uniforme, ya sea por calandro, extrusión o combinación de estas operaciones entre sí o con otras apropiadas, procediendo luego, en estado intermedio de esta lámina, antes de su endurecimiento y completa solidificación, manteniendo la temperatura apropiada de la misma, a la configuración de los alveolos, para lo cual se somete a dicha lámina a la acción de compresión y dilataciones irregulares por medio de una cámara o saco de aire a presión que obliga a la lámina a adaptarse por completo a los huecos de una matriz…
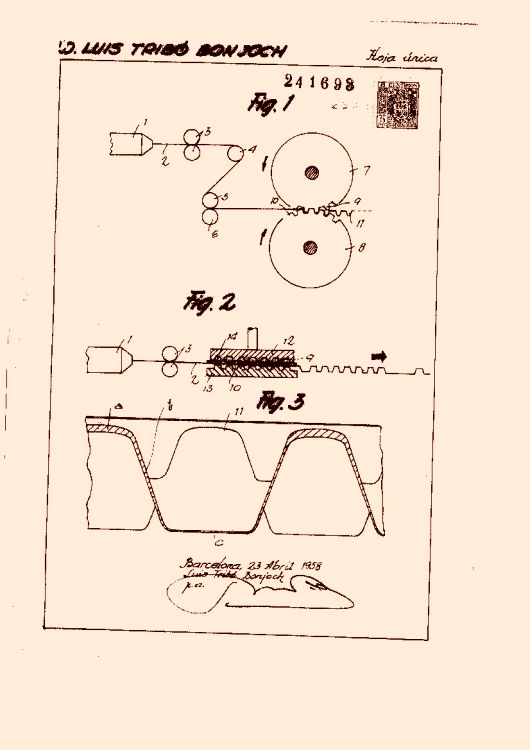
PROCEDIMIENTO PARA LA FABRICACION DE SOPORTES ALVEOLARES PARA EMBALAJES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1958). Ver ilustración. Clasificación: B65.
Procedimiento para la fabricación de soportes alveolares para embalajes, que consiste esencialmente en formar una lámina de material plástico de grueso uniforme, ya sea por calandrado, extrusión, manualmente, o combinación de estas operaciones, y en estado intermedio de la misma, antes de su endurecimiento y completa solidificación, proceder a la configuración de los alveolos, manteniendo la temperatura apropiada y por compresión y dilatación irregular del material plástico, con piezas complementarias molde matriz que actúan en forma continua o discontinua sobre la lámina de plástico, dejando en la misma unas prominencias al nivel original de mayor espesor, que se prolonga por las paredes laterales de los alveolos, afinándose la lámina de los mismos hasta su fondo, que corresponde al espesor o grueso mínimo.
Conductor eléctrico múltple de cinta.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1958).
Resumen no disponible.
Nuevo dispositivo para el empalme de tubos flexibles, semirrígidos y rígidos.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1957).
Resumen no disponible.
Dispositivo para empalme de tubos, sean flexibles semirrígidos y rígidos.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1957).
Resumen no disponible.
Soporte para sustentación de cables aéreos.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1957).
Resumen no disponible.
Revestimiento aislante para conductores eléctricos.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1956).
Resumen no disponible.
Cable aéreo dotado de elementos propios de suspensión.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1956).
Resumen no disponible.
Tapón de material plástico de ajuste hermético.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1956).
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACIÓN DE ELEMENTOS CONTINUOS Y COMPUESTOS DE MATERIAL PLÁSTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1955). Ver ilustración. Clasificación: B29.
Perfeccionamientos en la fabricación de elementos continuos y compuestos de material plástico, que consisten esencialmente en moldear por extrusión en operación conjunta y simultánea cada una de las partes componentes del elemento continuo a formar, ya sea este plano o tubular, mediante boquillas con las formas correspondientes a dichos sectores o partes, las cuales son reunidas inmediatamente a la salida de dichas boquillas en otra boquilla o hilera común con la forma total del elemento continuo,cuidando de mantener durante estas fases la temperatura adecuada de plastificación del material empleado para lograr una unión íntima de las partes componentes y quedando prevista, para el caso de la formación de un elemento tubular, la adición en la hilera o boquilla final de un hoyo adecuado.
INSTALACIÓN DE ESTIRAJE PARA LA FABRICACIÓN DE LÁMINAS CONTINUAS FINAS DE MATERIAL TERMOPLÁSTICO.
(01/04/1955) Instalación de estiraje para la fabricación de láminas continuas finas de material termoplástico, que se caracteriza esencialmente por el hecho de constar de un bastidor general dotado de la oportuna base de anclaje, en el que van montados una cubeta para un líquido refrigerante, que se sitúa debajo de la hilera de la máquina de extrusión suministradora de la materia plástica en lámina, la cual penetra en el citado baño guiada por un rodillo sumergido en el mismo, hallándose dispuesta a continuación de la mencionada cubeta un primer par de cilindros tangentes de estiraje, ambos de superficies lisas y uno de ellos motor o tractor y el restante acoplado loco sobre una articulación que actúa por propia gravedad o bien está fijado a un elemento graduable de la separación entre cilindros, a los que les sigue un juego de rodillos…
PROCEDIMIENTO DE FABRICACION DE BARNICES.
(16/03/1955) Procedimiento de los constituídos por resinas siliconas especialmente de los constituídos por resinas siliconas del tipo silicón-gliptal-melamina-formaldehido, silicón-gliptal-fenol-formol y silicón-gliptal-etoxílínicas, que consiste esencialmente en hacer reaccionar anhídrido ftálico y glicerina, parando la reacción alrededor de los 200-225º y añadiendo a continuación una resina silicón y una de las resinas de melamina-formal-dehido, fenol-formol o etoxilínica, verificando dicha mezcla en proporciones aproximadas de 40,40 y 20 partes, respectivamente y utilizando resinas que no hayan alcanzado un elevado grado de polimerización, es decir,…
PROCEDIMIENTO PARA LA FORMACIÓN DE REVESTIMIENTOS AISLANTES SOBRE CONDUCTORES ELÉCTRICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1954). Clasificación: B29D.
Procedimiento para la formación de revestimientos aislantes sobre conductores eléctricos, que consiste esencialmente en realizar el revestimiento del conductor o conductores eléctricos por extrusión en máquinas apropiadas de un material plástico, preferentemente el politeno, al que se ha adicionado una materia capaz de descomponerse a la temperatura de extrusión de dicho material plástico, dando lugar a un desarrollo de gases de características análogas a las del aire puro, calentando para ello convenientemente tanto el conductor como la cabeza de extrusión de la máquina, la cual deberá desarrollar suficiente presión para evitar la expansión prematura del producto, haciendo pasar el conjunto durante dicha extrusión por un filtro muy denso, constituido preferentemente por una serie de telas metálicas con mallas cada vez más finas.
UN PROCEDIMIENTO PARA UNIÓN CONTINUA DE UNA CAPA DE MATERIAL PLÁSTICOSOBRE UN SOPORTE LAMINAR CUALQUIERA APROPIADO.
(01/10/1954) Procedimiento para unión continua de una capa de material plástico sobre un soporte laminar cualquiera adecuado, que consiste esencialmente en formar mediante un dispositivo de extrusión dotado de una hilera al efecto, una lámina de plástico que se hace pasar, a la salida del mismo, por entre dos cilindros presionados entre sí,uno de los cuales está dotado de una superficie de material blando, tal como caucho o análogo, mientras el opuesto presenta su superficie dura y pulida, por ejemplo de acero pulido, siendo este último el elemento motor y el cual queda dotado de elementos adecuados de refrigeración, pasando también a través de estos dos cilindros, adosada a la superficie blanda del primero, una banda o tira continua de material que constituya el soporte, sea papel, tejido o análogo, sobre…
Dispositivo de sujeción para conductores eléctricos.
Secciones de la CIP Electricidad Mecánica, iluminación, calefacción, armamento y voladura
(16/08/1954).
Resumen no disponible.
UN PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS LAMINARES AISLANTES, DE ESPECIAL APLICACIÓN EN LA CONSTRUCCIÓN DE MOTORES ELÉCTRICOS.
Secciones de la CIP Electricidad Mecánica, iluminación, calefacción, armamento y voladura
(01/06/1954). Ver ilustración. Clasificación: H02K, F02.
Resumen no disponible.
Cursor perfeccionado para cierres de corredera.
Sección de la CIP Textiles y papel
(01/04/1954).
Resumen no disponible.
PERFECCIONAMIENTOS EN EL TREFILADO DE HILOS Y LAMINADO DE PLETINAS.
Sección de la CIP Textiles y papel
(16/01/1954). Ver ilustración. Clasificación: D01.
Resumen no disponible.
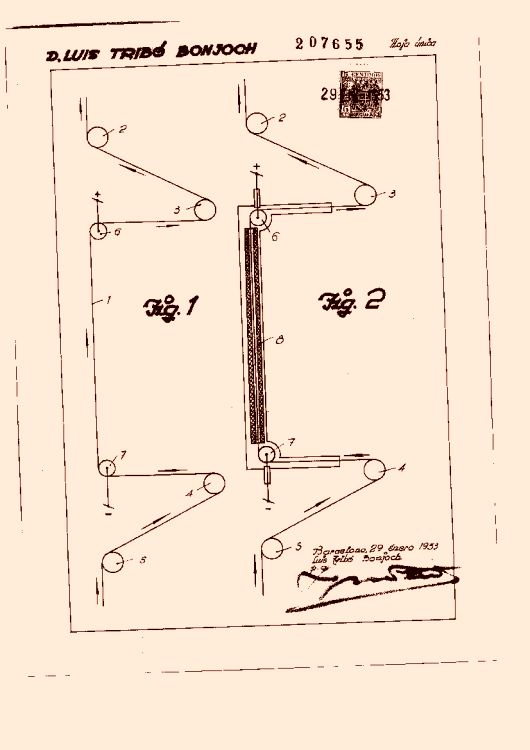
NUEVO SISTEMA DE TEMPLADO Y RECOCIDO DE HILOS MATÁLICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1953). Ver ilustración. Clasificación: B21.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS LAMINARES AISLANTES A BASE DE MICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1953). Clasificación: B32.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS LAMINARES CON ASPECTO ATERCIOPELADO.
Sección de la CIP Textiles y papel
(16/03/1953). Clasificación: D03.
Resumen no disponible.
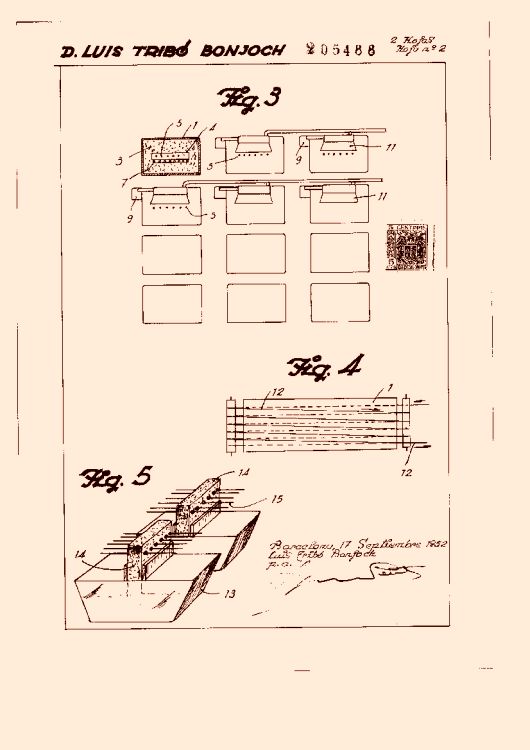
UNA BATERÍA PERFECCIONADA DE HORNOS PARA LA COCCIÓN Y SECAJE DE HILOS METÁLICOS ESMALTADOS, BARNIZADOS O RECUBIERTOS.
Sección de la CIP Química y metalurgia
(01/12/1952). Ver ilustración. Clasificación: C23.
Resumen no disponible.
Recubrimiento perfeccionado para conductores eléctricos.
Sección de la CIP Electricidad
(01/01/1952).
Resumen no disponible.
Conductor eléctrico con recubrimiento textil.
Sección de la CIP Electricidad
(01/01/1952).
Resumen no disponible.
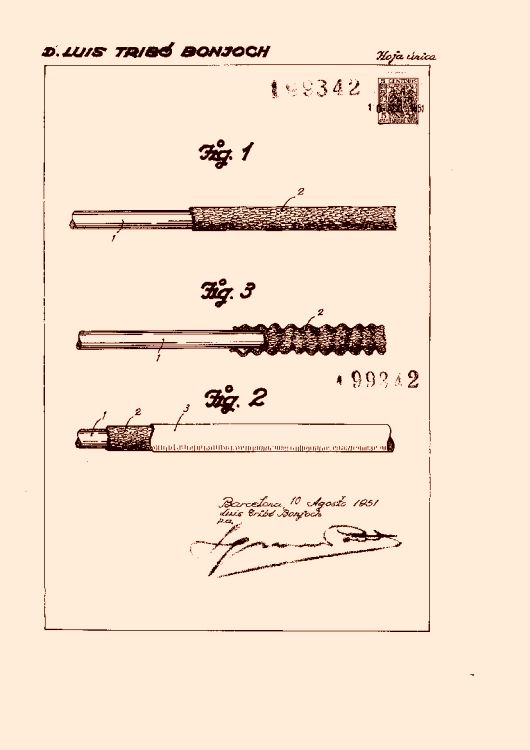
PERFECCIONAMIENTOS EN LA FABRICACIÓN DE CONDUCTORES ELÉCTRICOS AISLADOS.
Sección de la CIP Electricidad
(16/12/1951). Ver ilustración. Clasificación: H01.
Resumen no disponible.
Caja para el acondicionamiento de rollos de alambre o hilo eléctrico.
(16/12/1951).
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}