10 patentes, modelos y diseños de THYSSEN STAHL AG.
PROCEDIMIENTOS DE FABRICACION DE CHAPAS ELECTRICAS CON GRANOS ORIENTADOS Y UTILIZACION DE UN ACERO PARA CHAPAS ELECTRICAS.
(01/06/2001) La invención se refiere a un procedimiento de fabricación de chapas eléctricas con granos orientados, según el cual un desbaste se caliente a una temperatura inferior a la temperatura de solubilización del sulfuro de manganeso, pero superior a la temperatura de solubilización del sulfuro de cobre, y a continuación se lamina en caliente a una temperatura inicial de al menos 960ºC y a una temperatura final comprendida entre 880 y 1000ºC, hasta la obtención de un espesor final del fleje en caliente comprendido entre 1,5 y 7,0 mm. El fleje en caliente se vuelve a recocer durante 100 a 600 s a una temperatura de 880 a 1150º, enfriado y laminado en frío. _El fleje en caliente se somete entonces…
LAMINACION EN CALIENTE DE BANDA DE ACERO.
(01/05/2001) Procedimiento para producir banda laminada en caliente a partir de material de laminación fundido en colada continua y/o prelaminado en la zona austenítica, con estructuras y propiedades homogéneas, a partir de acero sin aleación o con aleaciónbaja, enel que el material de laminación es laminado en caliente en paso continuo en un tramo de laminación de acabado en dos o más pasadas en la zona austenítica, partiendo de una temperatura T >= Ar3 + 30º C, con un grado de deformación total de eh >= 30 %, y a continuación es laminado en caliente en varias pasadas en la zona ferrítica con un grado de de formación total de eh >= 60 % y seguidamente es bobinado, caracterizado porque el material de laminación es laminado en caliente continuamente en el tramo de acabado en forma consecutiva en la zona austenítica, en la zona de dos fases y en…
DISPOSITIVO DE INTERCAMBIO PARA UNA LANZA SOPLADORA.
(16/09/1999) LA INVENCION SE REFIERE A UN DISPOSITIVO DE INTERCAMBIO PARA UNA LANZA SOPLADORA QUE TIENE UN CONDUCTO DE SOPLADO Y UNA CAMISA DE REFRIGERACION QUE RODEA EL CONDUCTO Y POR LA QUE CIRCULA UN REFRIGERANTE; SUS ENTRADAS Y SALIDAS ESTAN DISPUESTAS EN EL EXTREMO DE LA LANZA SOPLADORA MONTADA EN UNA CABEZA DE ACOPLAMIENTO . LA CABEZA DE ACOPLAMIENTO TIENE UN ACCESORIO EN EL CUAL SE INTRODUCE ESTE EXTREMO DE LA LANZA SOPLADORA ; ESTA DOTADO DE LAS CONEXIONES PARA LA ENTRADA DE REFRIGERANTE, LA SALIDA DE REFRIGERANTE Y LA ALIMENTACION DEL FLUIDO DE SOPLADO. LA LANZA SOPLADORA PUEDE ACOPLARSE DE FORMA DESMONTABLE A LA CABEZA DE ACOPLAMIENTO…
PROCEDIMIENTO DE MEDICION PARA LA DETERMINACION DEL ALARGAMIENTO DE ROTURA SOBRE UNA PROBETA SOMETIDA A TRACCION, ESPECIALMENTE METALICA.
Sección de la CIP Física
(01/07/1995). Inventor/es: HARDER, JURGEN, ING. , ROBILLER, GUNTER, ING. , SONNE, HANS-MARTIN, DIPL.-ING. Clasificación: G01B11/16, G01B11/02, G01N3/06.
LA INVENCION TRATA DE UN METODO DE MEDIDA PARA LA DETERMINACION DEL ALARGAMIENTO DE ROTURA EN UNA PRUEBA DE TRACCION, CONCRETAMENTE DENTRO DE UN ENSAYO DE TRACCION CONTROLABLE MEDIANTE UNA CALCULADORA. PARA QUE LOS REQUISITOS DEL INTENTO DE TRACCION SEAN SUFICIENTES SEGUN DIN EN 100002/1 SE COLOCA SOBRE LA PRUEBA DE TRACCION EL MODULO DE MEDIDA CONOCIDO DE DIN EN 10002/1. ESTE MODULO DE MEDIDA SE REGISTRA MEDIANTE UNA CAMARA DE SENSOR LINEAL. EL ENSAYO DE TRACCION EMITE LA EXTENSION DE LA PRUEBA SIEMPRE QUE LA FUERZA DE TRACCION HAYA PASADO SU MAXIMO Y HAYA DESCENDIDO A 0. EL LUGAR DONDE LA CALCULADORA CON LA CAMARA CCD DETERMINA LAS LINEAS MODULARES QUE ESTAN JUNTO A LA DISTANCIA MAYOR, SE UTILIZA PARA EL CALCULO DEL ALARGAMIENTO DE ROTURA SEGUN DIN EN 10002/1.
PROCESO PARA EL TRATAMIENTO DE COLADAS DE ARRABIO PARA SU DESULFURACION.
Sección de la CIP Química y metalurgia
(16/06/1995). Inventor/es: MEICHSNER, WALTER, DIPL.-ING., ABELE, KARL-HEINZ, DIPL.-ING., VAN DEN BOOM, HEINZ, DIPL.-ING., ENDER, ALFRED, DR.RER.NAT., HEES, ECKART, DIPL.-ING. Clasificación: C21C1/02.
LA INVENCION SE REFIERE A UN PROCESO PARA EL TRATAMIENTO DE COLADAS DE ARRABIO PARA SU DESULFURACION EN UN RECIPIENTE. ES CARACTERISTICA DE LA INVENCION QUE EL TRATAMIENTO SE REALICE EN TRES FASES: EN LA FASE INICIAL SE INYECTAN AQUELLAS SUSTANCIAS SOLIDAS QUE DESOXIDAN LA ESCORIA INICIAL Y AUMENTAN SU BASICIDAD, ASI COMO CAUSAN UN MOVIMIENTO DE CIRCULACION DE LA COLADA, O FORMAN UNA ESCORIA DE CUBRICION DESOXIDADA BASICA. EN LA FASE MEDIA SE INYECTA UN PRODUCTO DESULFURANTE PARA LA DESULFURACION PRINCIPAL Y EN LA FASE FINAL SE INYECTAN AQUELLAS SUSTANCIAS SOLIDAS QUE DEPURAN LA COLADA Y CAUSAN UNA DESULFURACION FINAL, ASI COMO INFLUENCIAN LA ESCORIA DE DESULFURACION FORMADA DE TAL MODO QUE ES PEQUEÑO SU CONTENIDO EN GRANULOS DE HIERRO. TASA DE INYECCION EN KG/MIN CARBON DE GAS CARBURO MAGENSIO FUNDENTE FASE: I, II, III, TIEMPO DESARROLLO DE LA DESULFURACION CON 5 SUSTANCIAS INYECTADAS POR SEPARADO.
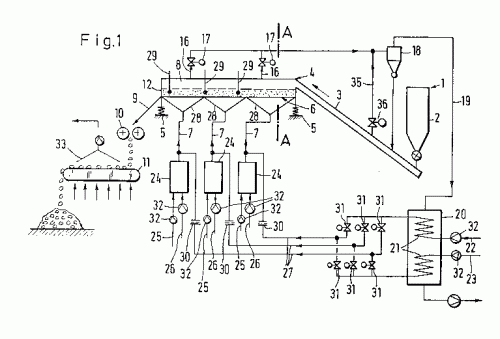
PROCEDIMIENTO E INSTALACION PARA FABRICAR BRIQUETAS EN CALIENTE SIN AGLUTINANTE , ADECUADAS PARA METALURGIA.
Sección de la CIP Química y metalurgia
(01/05/1988). Ver ilustración. Inventor/es: HOFFKEN, ERICH, DR., KAAS, WERNER, AUTH, RUDOLF, DR., SIEDELMANN, LOTHAR. Clasificación: C22B1/24.
SE DESCRIBE UN PROCEDIMIENTO E INSTALACION PARA FABRICAR BRIQUETAS DE MATERIALES SOLIDOS PIROFOROS QUE CONTIENEN HIERRO, FINAMENTE DIVIDIDOS EN PARTICULAS. ESTOS MATERIALES, ANTES DE LA FORMACION DE BRIQUETAS, SON SOPLADOS POR MEDIO DE UNA CORRIENTE GASEOSA ASCENDENTE, OXIDANTE, CALENTADA, Y MANTENIDOS EN UNA CAPA TURBULENTA. ADEMAS, LA CORRIENTE GASEOSA SE REGULA DE MODO QUE MEDIANTE LA OXIDACION DE AL MENOS UNA PARTE DEL HIERRO METALICO LA TEMPERATURA DEL MATERIAL SOLIDO SE ELEVA HASTA 450-650 C. A CONTINUACION TIENE LUGAR LA FORMACION DE BRIQUETAS DE MATERIAL SOLIDO EN CALIENTE, ALIMENTANDOSE CALOR SENSIBLE DESDE EL EXTERIOR A LA CAPA TURBULENTA HASTA LA PRODUCCION DE LA OXIDACION DE UNA PARTE DEL HIERRO METALICO Y SOMETIENDOSE LA CAPA TURBULENTA AL EFECTO DE VIBRACIONES TRANSMITIDAS POR LAS PARTICULAS DE MATERIAL SOLIDO A TRAVES DEL LECHO TURBULENTO.
PROCESO PARA AFINO DE ARRABIO.
Sección de la CIP Química y metalurgia
(16/03/1987). Clasificación: C21C5/28.
PROCEDIMIENTO PARA LA OBTENCION DE ACERO DE BAJO CONTENIDO EN FOSFORO A PARTIR DE ARRABIO DE CONTENIDO EN FOSFORO NORMAL. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE CARGA EL METAL LIQUIDO, CON UN CONTENIDO DE FOSFORO HABITUAL Y UN CONTENIDO DE MANGANESO INFERIOR A UN 0,2% EN PESO, EN UN RECIPIENTE METALURGICO, TAL COMO UN CONVERTIDOR; SEGUNDA, A DICHO RECIPIENTE SE LE AÑADE CAL; TERCERA, SE APORTA AL METAL LIQUIDO CONTENIDO EN EL CONVERTIDOR, MEDIANTE SOPLADO POR ALTO, UN GAS DE AFINO TAL COMO OXIGENO TECNICAMENTE PURO; Y POR ULTIMO, SE INYECTA UN GAS AGITADOR INERTE EN EL METAL LIQUIDO DURANTE LA FASE DE AFINO, PARTICULARMENTE DESDE ABAJO. LA OPERACION DE AFINO DURA HASTA QUE EL CONTENIDO EN FOSFORO SEA INFERIOR A UN 0,005% EN PESO.
PROCEDIMIENTO PARA LA SOLDADURA A TOPE POR MEDIO DE UN RAYO LASER DE CHAPAS A BANDAS DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1987). Clasificación: B23K26.
PROCEDIMIENTO PARA LA SOLDADURA A TOPE, MEDIANTE UN RAYO LASER, DE CHAPAS O BANDAS DE ACERO GALVANIZADAS AL MENOS EN UN LADO Y DOTADAS DE ARISTAS DE CORTE SUSTANCIALMENTE RECTANGULARES. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PRODUCEN EN LAS CHAPAS O BANDAS UNAS ARISTAS DE CORTE CON UNA ONDULACION EN DIRECCION LONGITUDINAL DE A LO SUMO 0,4 MM; SEGUNDA, SE PONEN DICHAS BANDAS O CHAPAS EN CONTACTO CON LAS ARISTAS DE CORTE Y SE FUNDEN EN LA ZONA DE LA JUNTURA DE SOLDADURA CON UN RAYO LASER, CUYA MANCHA FOCAL QUE ABARCA LAS ARISTAS DE CORTE TIENE UN DIAMETRO DE A LO SUMO 0,2 MM; TERCERA, SE RELLENAN LOS HUECOS DE LA RENDIJA PRACTICADA CON EL RAYO LASER, CON EL MATERIAL FUNDIDO DE LAS CHAPAS ADYACENTES, SIN QUE SE OCASIONES UNA REDUCCION PERCEPTIBLE DEL ESPESOR DE LAS CHAPAS O BANDAS; Y POR ULTIMO, LA COSTURA DE SOLDADURA SE PROTEGE EN EL MOMENTO DE REALIZARSE, CON LA ACCION TELEPROTECTORA DEL ZINC DE LAS ZONAS ADYACENTES.
ORGANO DE CIERRE PARA LA RETENCION DE LA ESCORIA DURANTE LA SANGRIA DE UN CONVERTIDOR.
Sección de la CIP Química y metalurgia
(01/03/1987). Clasificación: C21C5/46.
Órgano de cierre para la retención de la escoria durante la sangría de un convertidor, que esta constituído por un cuerpo esferoidal en la superficie de un baño de por una envoltura metálica, caracterizado por que la envoltura metálica está constituida por dos casquetes semiesféricos de chapa de acero, unidos para formar una que contiene una mezcla de material refractario y chatarra fragmentada.
CHAPA DE BLINDAJE Y PROCEDIMIENTO PARA SU OBTENCION.
Sección de la CIP Química y metalurgia
(01/04/1986). Clasificación: C22C38/18.
PROCEDIMIENTO PARA LA OBTENCION DE UNA CHAPA DE BLINDAJE EN EL QUE DOS CHAPAS DE ACERO SE UNEN ENTRE SI MEDIANTE CHAPEADO Y AL FINAL SE SOMETEN A TRATAMIENTO TERMICO. COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SE FUNDE UN ACERO A CON ADICION DE UNA CANTIDAD DE CARBONO PARA PRODUCIR UNA ESTRUCTURA DE TEMPLE MARTENSITICA; SEGUNDA, SE FUNDE UN ACERO B CON ADICION DE UNA CANTIDAD DE CARBONO CLARAMENTE INFERIOR A LA DEL ACERO A; TERCERA, SE LAMINAN LOS SEMIPRODUCTOS PARA LA OBTENCION DE CHAPAS Y BANDAS; CUARTA, LAS CHAPAS O BANDAS DEL ACERO A SE UNEN CON LAS DEL ACERO B POR PLAQUEADO; Y POR ULTIMO, LAS PLACAS O BANDAS PLAQUEADAS SE SOMETEN A UN TRATAMIENTO DE BONIFICACION.
{kind=link}