18 patentes, modelos y diseños de THYSSEN KRUPP STAHL AG
PROCEDIMIENTO Y DISPOSITIVO DE MEDICION PARA LA COMPROBACION EN LINEA DE LA CALIDAD DE UN CORDON DE SOLDADURA POR RODILLOS O APLASTAMIENTO DE CHAPAS UNIDAS ENTRE SI.
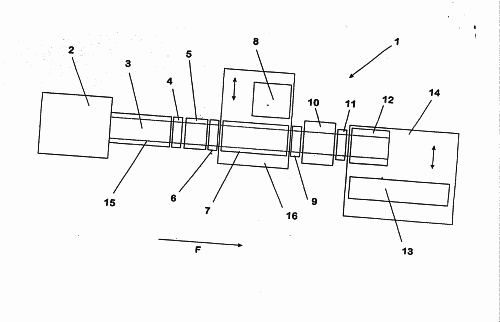
(16/02/2007) Procedimiento para la comprobación en línea de la calidad de un cordón de soldadura por rodillos de chapas unidas entre sí, en el que a) con un primer pirómetro (Py2) se registra la temperatura de una región de medición mantenida en una relación geométrica fija respecto al lugar de soldadura que se desplaza y que se encuentra sobre el cordón de soldadura, caracterizado porque b) al mismo tiempo, con un segundo y un tercer pirómetro (Py1, Py3) se registran las temperaturas de regiones de medición mantenidas en una relación geométrica fija respecto al lugar de soldadura que se desplaza y que se encuentran directamente…
METODO PARA LA GENERACION DE UNA BANDA DE MAGNESIO LAMINADA EN CALIENTE.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/12/2004). Ver ilustración. Inventor/es: KAWALLA, RUDOLF, PIRCHER, HANS. Clasificación: B21B1/46, B21B3/00, C22F1/06.
Procedimiento para la generación de una banda laminada en caliente de magnesio - en el cual se funde un caldo metálico de modo continuo de una aleación de magnesio a una banda previa con un espesor de como máximo 50 mm y - en el cual la banda previa fundida se lamina en caliente directamente del calor de fundición con una temperatura de comienzo de laminado en caliente de al menos 250°C y como máximo 500°C con un espesor final de máximo 4 mm, donde en la primera pasada del laminado en caliente se lograr una reducción del espesor de al menos un 15%.
MURO DE PROTECCION CONTRA LAS INUNDACIONES.
Sección de la CIP Construcciones fijas
(01/07/2004). Ver ilustración. Inventor/es: PETRY, MARTIN, SCHIECK, THOMAS, ROOS, JACOB. Clasificación: E02B3/10.
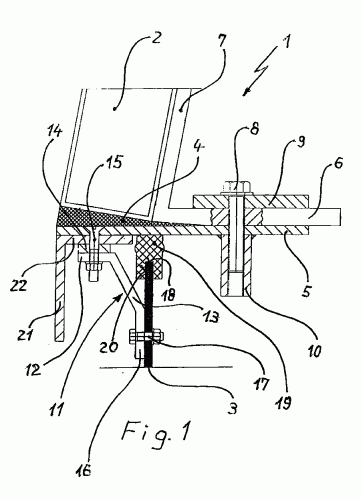
PARA CREAR UN MURO DE PROTECCION CONTRA RIADAS A BASE DE ELEMENTOS DE MURO MOVILES FIJADOS SOBRE UNA INFRAESTRUCTURA FORMADA POR ATAGUIA DE ACERO CON UNA PLACA DE CABEZA, INTERCALANDO UNA JUNTA AL PIE, QUE MEDIANTE LA COMBINACION DE ATAGUIAS SE PUEDEN PRECONFECCIONAR EN SU MAYOR PARTE COMO SISTEMA DE RECEPCION CON ELEMENTOS MOVILES DE PROTECCION CONTRA RIADAS CON PROTECCION VARIABLE DESDE PASO, Y POR LO TANTO SE PUEDE COLOCAR RAPIDAMENTE Y EN CASO DE NECESIDAD TAMBIEN SE PUEDE VOLVER A DESMONTAR, ESTANDO LA PLACA DE CABEZA ANCLADA DE MODO DESMONTABLE SOBRE LA ATAGUIA DE ACERO POR MEDIO DE UN ANCLAJE DE TRACCION , ESTANDO DISPUESTO ENTRE EL CABEZAL DE LA ATAGUIA DE ACERO Y LA CARA INFERIOR DE LA PLACA DE CABEZA UNA JUNTA PARA LA PLACA DE CABEZA A LO LARGO DEL TRANSCURSO DE LA CABEZA DE LA ATAGUIA DE ACERO.
MATERIAL COMPUESTO DE DOS CHAPAS COBERTORAS DE ACERO SOLDABLES ENTRE SI POR RESISTENCIA Y UNA CAPA INTERMEDIA, PROCEDIMIENTO PARA SU FABRICACION E INSTALACION PARA LA REALIZACION DEL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2004). Ver ilustración. Inventor/es: NAZIKKOL, CETIN, BEHR, FRIEDRICH, GALL, HANS-DIETER. Clasificación: B32B3/00, B23K11/00, B32B15/18.
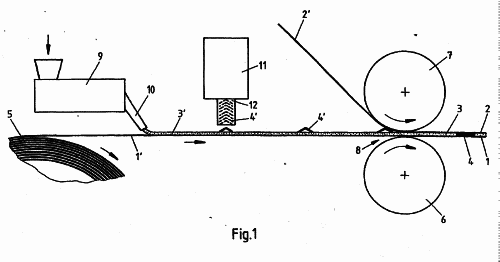
Material compuesto en forma de banda o tabla de dos chapas cobertoras de acero soldables por resistencia entre sí por medio de piezas distanciadoras (4, 4) conductoras de electricidad y de una capa intermedia de un material de relleno (3) en el que están insertadas las piezas conductoras de electricidad , caracterizado porque las piezas distanciadoras (4, 4) conductoras de electricidad conformadas como vidrios de ojo de buey arqueados se encuentran aplastadas entre las chapas cobertoras y están soldadas por resistencia con las chapas cobertoras.
PROCEDIMIENTO PARA LA FABRICACION DE CHAPA MAGNETICA DE GRANO NO ORIENTADO.
(01/04/2004) Procedimiento para la fabricación de chapa magnética de grano no orientado en el que, a partir de material de partida como desbastes planos, bandas, prebandas o desbastes finos colados, que está fabricado con un acero con un % en peso de C: 0, 001 0, 05% Si: 0, 7 1, 5% Al: = 0, 4% donde Si + 2Al = 1, 7% Mn: 0, 1 - 1, 2% dado el caso con hasta un total de 1, 5% en elementos aleantes del grupo de P, Sn, Sb, Zr, V, Ti, N, Ni, Co, Nb y/o B, y como resto hierro e impurezas habituales, se produce una banda en caliente en la que el material de partida se lamina en caliente directamente con el calor del fundido o después…
PROCEDIMIENTO PARA LA PRODUCCION DE FLEJES O CHAPAS LAMINADOS EN FRIO.
(16/03/2004) Procedimiento para la producción de flejes o chapas laminados en frío, en el que un acero de aleación pobre con 0, 2% máximo de, respectivamente, C, Al, Ti, V, Nb y 1% máximo de, respectivamente, Si y Mn, así como la cantidad necesaria de boro >0, 78xN para la absorción de nitrógeno, residuos de hierro e impurezas inevitables, se funde y se vierte en desbaste plano, plancha delgada o fleje, en el que el desbaste plano, la plancha delgada o el fleje se laminan en caliente a una temperatura inicial superior a 1100°C y a una temperatura final por debajo de Ar3 y en el que el fleje caliente obtenido se bobina a una temperatura inferior a 650°C y se lamina en frío con un grado de laminación en frío máximo de 50%, después de lo cual, el fleje laminado…
PROCEDIMIENTO PARA LA FABRICACION DE CHAPA MAGNETICA DE GRANO NO ORIENTADO.
(16/07/2003) Procedimiento para la fabricación de chapa magnética de grano no orientado, mediante el que se produce un fleje laminado en caliente a partir de un material inicial como los desbastes planos, los flejes, las prebandas o los desbastes delgados, que se fabrica de un acero con (en % en peso) 0, 001 - 0, 05 % de C, < 1, 5 % de Si, < 0, 4 % de Al, con Si + 2 Al < 1, 7 %, 0, 1 - 1, 2 % de Mn, dado el caso, hasta un total de 1, 5 % de añadidura aleadora como P, Sn, Sb, Zr, V, Ti, N, Ni, Co, Nb y/o B, y como resto hierro, así como elementos acompañantes usuales, al laminarse en caliente en varias pasadas de deformación el material inicial directamente del calor de fundición o después de un recalentamiento precedente a una temperatura de recalentamiento de, al menos, 1000°C y, como máximo, 1180°C y bobinándose a continuación, donde…
MANDRIL DE DOBLADO PARA UN DISPOSITIVO DE DOBLADO Y UN PROCEDIMIENTO DE DOBLADO PARA TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2003). Inventor/es: FLEHMIG, THOMAS, KNEIPHOFF, UWE, BLIMEL, KLAUS, GIHLER, KLAUS. Clasificación: B21D9/07, B21D9/01.
Mandril de doblado para un dispositivo de doblado para tubos, compuesto por una cabeza rígida (5, 5) y un paquete (6, 6) de láminas flexibles (6a, 6b) apiladas unas encima de otras fijado a ella únicamente por un extremo, que puede doblarse perpendicularmente respecto al plano de las láminas con deslizamiento de las láminas (6a, 6b) unas sobre otras, caracterizado porque cada una de las láminas (6a, 6b) hechas de chapa presenta, hasta las láminas (6b) situadas en el exterior del paquete , una entalladura (6c) en el centro en forma de ventana que se extiende en la dirección longitudinal del paquete (6, 6), de tal modo que las láminas (6a, 6b) se solapan parcialmente con sus zonas de borde alargadas formando un cuerpo hueco.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA CINTA DE METAL PARA TAILORED BLANKS DE CORTE A MEDIDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2003). Inventor/es: SCHMITZ, HANS-PETER, KAWALLA, RUDOLF, BEHR, FRIEDRICH. Clasificación: B21B37/24, B21B37/74, B21B37/62.
Procedimiento para fabricar una cinta de metal, especialmente de acero, con secciones de diferente espesor obtenida por laminado, para Tailored Blanks de corte a medida, caracterizado porque, los tramos de la cinta de diferentes espesores se producen por un laminado en caliente, ajustando la cinta antes de la pasada de laminación en caliente por tramas a una diferente temperatura por enfriamiento o por calentamiento.
PROCEDIMIENTO PARA LA FABRICACION DE CHAPAS DE ACERO RESISTENTES AL FUEGO.
Sección de la CIP Química y metalurgia
(01/01/2003). Inventor/es: KERN, ANDREAS, DR.-ING., GRANZDIRFFER, GERD, DR.-ING., SCHRIEVER, UDO, DR.-ING. Clasificación: C22C38/04, C21D8/02, C22C38/22, C22C38/24, C22C38/06, C21D1/28.
Procedimiento para la fabricación de chapa de acero de grosores de hasta 15 mm con un límite de fluencia Re > 235 N/mm2 y una relación límite de fluencia/resistencia a la tracción Re/Rm comprendida entre 0,4 y 0,65 para la construcción metálica, compuesta por (en % en masa): 0,01 a 0,14% C, 0,20 a 1,20% Mn, 0,020 a 0,045% Alsol, 0,70 a 0,90% Cr, 0,10 a 0,25% Mo, 0,01 a 0,05% V, y eventualmente: hasta 0,30% Si, hasta 0,008% N, hasta 0,50% Cu, hasta 0,0040% B, hasta 0,0030% Ca, hasta 0,02% Nb, hasta 0,02% Ti, y el resto hierro e impurezas inevitables, caracterizado porque el acero fundido en desbastes o desbastes delgados se lamina en caliente con una temperatura inicial comprendida en el intervalo entre 1000º C y 1350º C para obtener bandas con una temperatura final de laminado por encima de 850º C, porque las bandas se enfrían a continuación al aire hasta la temperatura de devanado comprendida en el intervalo entre 720º C y 780º C, y porque la banda devanada se pliega para formar chapas.
PROCEDIMIENTO PARA DISOLVER CINC EN UN ELECTROLITO DE ZNNI.
Sección de la CIP Química y metalurgia
(01/12/2002). Inventor/es: ETZOLD, ULRICH, DR.-ING., IMLAU, KLAUS-PETER, DR. RER. NAT., MOHR, KLAUS-PETER, DR.-ING., SCHULER, WERNER, DIPL.-ING. Clasificación: C25D21/14.
Se disuelven gránulos de zinc en un electrolito de ZnNi débilmente ácido que se utiliza para electrodeposición de láminas de acero laminadas en frío, por ejemplo para la carrocería de automóviles. Se disuelven los gránulos de zinc en un electrolito de ZnNi débilmente ácido mientras que se hacen pasar burbujas finas de aire a través de los gránulos. También se incluye una reivindicación independiente para un procedimiento de disolución de gránulos de zinc en un electrolito de ZnNi débilmente ácido de pH superior a 1,6 que implica el paso uniforme de burbujas finas de aire a través de los gránulos.
PROCEDIMIENTO PARA LA FABRICACION DE COMPONENTES DE ACERO SENSIBLE AL ENVEJECIMIENTO ESMALTADOS AL HORNO.
(01/12/2002) Procedimiento para la fabricación de un componente resistente a abolladuras, esmaltado al horno, de una banda laminada en frío que se compone de un acero sensible al envejecimiento con un elevado potencial Bake-hardening, en especial superior a 70 N/mm2, caracterizado porque la banda laminada en frío se transforma mediante acabado por laminado a un estado sin alargamiento hasta el límite elástico de fluencia en el cual se cumple la condición Reh - Rel < 2 N / mm2, porque la banda laminada en frío se almacena a continuación durante un periodo de almacenamiento a una temperatura de almacenamiento situada por debajo de la temperatura ambiente, cuya duración máxima es igual al periodo a cuyo final se alcanza en función de la temperatura de almacenamiento correspondiente…
PROCEDIMIENTO PARA LA FABRICACION DE UN FLEJE DE ACERO CON UNA ELEVADA RESISTENCIA MECANICA Y BUENA CONFORMABILIDAD.
Sección de la CIP Química y metalurgia
(01/03/2002). Inventor/es: ENGL, BERNHARD, STICH, GUNTER. Clasificación: C21D8/02.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA PRODUCIR UN FLEJE DE ACERO ALTAMENTE RESISTENTE (AL MENOS 900 MPA), Y MUY DUCTIL. EL ACERO, QUE CONTIENE (EN PORCENTAJE EN MASA): DE 0,L0 A 0,20% DE C; DE 0,30 A 0,60% DE SI; DE 1,50 A 2,00% DE MN; UN MAXIMO DEL 0,08% DE P; DE 0,30 A 0,80% DE CR; HASTA UN 0,40% DE MO; HASTA UN 0,20% DE TI Y/O ZR; HASTA UN 0,08% DE MB, SIENDO EL RESTO FE Y LAS IMPUREZAS INEVITABLES, SE FUNDE, SE MOLDEA EN TOCHOS Y A CONTINUACION SE LAMINA HASTA FORMAR UN FLEJE LAMINADO EN CALIENTE. LA TEMPERATURA DEL EXTREMO DEL ROLLO ES SUPERIOR A 800 C. LA VELOCIDAD DE REFRIGERACION EN LA MESA DE RODILLOS DE ALIMENTACION ES DE AL MENOS 30 C/S Y LA TEMPERATURA DEL CARRETE ES DE 300 A 600 C.
Procedimiento para la fabricación de chapa magnética con grano no orientado.
Sección de la CIP Química y metalurgia
(16/01/2002). Inventor/es: SCHNEIDER, JURGEN, KAWALLA, RUDOLF, WUPPERMANN, CARL-DIETER, HAMMER, BRIGITTE, ESPENHAHN, MANFRED, PETERS, KLAUS, PIRCHER, HANS. Clasificación: C21D8/12.
Procedimiento para la fabricación de eje laminado en caliente, para la elaboración de chapa magnética con grano no orientado, a partir de colada continua en desbastes, desbastes delgados o eje de un acero con (en % en masa): de 0,001 a 0,1 % de C de 0,05 a 3,0 % de Si a 0,85%deAlconSi+2 Al3,0 % de 0,05 a 2,0 % de Mn el resto hierro, e impurezas habituales, así como aditivos de aleación de P, Sn, N, Ni, Co, Ti, Nb, Zr, V, B, Sb hasta un 1,5 % en total, caracterizado porque los desbastes de acero se laminan en caliente directamente a partir del calor de la fundición o después de un recalentamiento hasta una temperatura 900 C, y porque en el curso de la laminación de acabado se efectúan, en la zona bifásica austenita/ferrita, dos o más pasadas de conformación.
REJILLA BALISTICA PARA VEHICULOS ESPECIALES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2001). Inventor/es: HYUNG, SOO KIM. Clasificación: B60K11/08.
PARA CONSEGUIR UNA PARRILLA BALISTICA PARA VEHICULOS ESPECIALES CON LISTONES DE PROTECCION DISPUESTOS DE MANERA PARALELA EN FORMAS PERFILADAS DIFERENTES, QUE DEFIENDEN DE FORMA ACTIVA CONTRA FRAGMENTACION O PROYECTILES CON UN PESO MINIMO PARA LA REDUCCION DEL PESO COMPLETO DEL VEHICULO, LOS LISTONES DE PROTECCION SE COMPONEN DE UN NUCLEO RECEPTOR DE ENERGIA CINETICA, QUE ESTA CERRADO TOTAL O PARCIALMENTE POR MEDIO DE UNA CUBIERTA EXTERIOR, QUE OFRECE ALTA CONFORMACION CINETICA.
CHAPEADO DE BANDAS ASISTIDO POR LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2000). Ver ilustración. Inventor/es: KAWALLA, RUDOLF, PIRCHER, HANS, SUSSEK, GERD, POPRAWE, REINHARD. Clasificación: B23K20/04, B23K26/08.
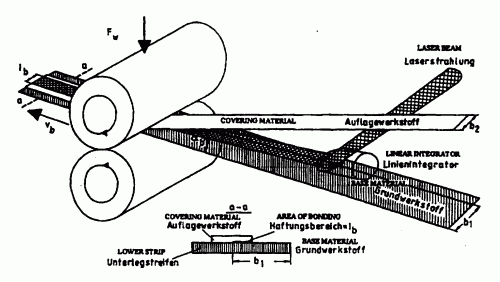
PROCEDIMIENTO PARA ENSAMBLAR CINTAS Y/O CHAPAS DE MATERIALES METALICOS, INTRODUCIENDOSE LAS CINTAS/CHAPAS EN UNA RENDIJA DE ENSAMBLAJE DE FORMA QUE AFLUYAN ANGULARMENTE UNAS SOBRE OTRAS, CALENTANDOSE CON UN RAYO LASER LAS SUPERFICIES QUE LLEGAN A CONTACTAR ENTRE SI JUSTO ANTES DEL CONTACTO FISICO, AUNQUE NO SE DERRITEN, Y COMPRIMIENDOSE LAS CINTAS/CHAPAS EN UNA PASADA DE ENSAMBLAJE QUE SE CONECTA DIRECTAMENTE, DE TAL FORMA QUE SE UNEN FIJAMENTE ENTRE SI EN UNAS SUPERFICIES DE MATERIAL PUESTAS EN CONTACTO.
PROCEDIMIENTO PARA LA FABRICACION DE PLETINAS SOLDADAS DE CHAPA DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1999). Inventor/es: TENHAVEN, ULRICH, DR. ING. Clasificación: B23K26/00, B23K26/08, B23K37/04.
PARA CONSEGUIR UN PROCEDIMIENTO DE ELABORACION DE PLETINAS DE CHAPA DE ACERO SOLDADAS A PARTIR DE TABLAS DE CHAPA O RECORTES MOLDEADOS, QUE POR UNA PARTE SE DISPONEN EN FORMA SOBRANTE EN LOS DISPOSITIVOS DE SUJECION NECESARIOS EN LA SOLDADURA DE LAS TABLAS DE CHAPA O POR OTRA PARTE DE LOS RECORTES DE MOLDEADO. CON ELLO SE SIMPLIFICA ESENCIALMENTE EL AGREGADO DE SOLDADURA DE FORMA QUE EN LA APLICACION DE LOS PUNTOS DE FIJACION SE EQUIPAN CON UNA RESISTENCIA NECESARIA EN LOS CANTOS DE LA CHAPA A SER SOLDADA CON UNA APLICACION TERMICA REDUCIDA, QUE EVITA COMPLETAMENTE UNA PRIORIDAD TERMICA, SIENDO POSICIONADOS LOS CANTOS DE CHAPA A SER SOLDADOS EN LA FORMA NECESARIA PARA EL PROCESO DE SOLDADURA DE UNO CON RESPECTO A OTRO. POR MEDIO DE UN LASER SE SUELDAN A TRAVES DE PROCESO DE SOLDADURA EN FORMA DE PUNTOS, ESTANDO DISPUESTOS EN LONGITUD DE COSTURA, CON UN APUNTALAMIENTO PREVIO DE FIJACION Y A CONTINUACION CON PROCESO DE SOLDADURA.
UNION DEL BASTIDOR DE UN ENJARETADO PARA VEHICULOS ESPECIALES, TALES COMO VEHICULOS BLINDADOS, CON LOS LISTONES PERFILADOS DEL ENJARETADO.
(16/04/1999) EN LA UNION DE UN BASTIDOR DE UN ENJARETADO PARA VEHICULOS ESPECIALES, TALES COMO VEHICULOS BLINDADOS, CON LOS LISTONES PERFILADOS DEL ENJARETADO, LOS EXTREMOS DE LOS LISTONES PERFILADOS ESTAN DISPUESTOS EN PARALELO UNOS RESPECTO A OTROS, ESTAN DISPUESTOS EN CADA CASO EN AGUJEROS ADAPTADOS AL CONTORNO DE LAS PIEZAS DEL BASTIDOR , Y SOBRE LA CARA DE LAS PIEZAS DEL BASTIDOR OPUESTAS A LOS LISTONES PERFILADOS HAY PREVISTA SIEMPRE UNA PLACA DE AFIANZAMIENTO PARA EVITAR EL DESPLAZAMIENTO DE LOS LISTONES PERFILADOS. EMPLEANDO LISTONES PERFILADOS CON NUCLEO METALICO Y REVESTIMIENTO NO METALICO, EL NUCLEO O UNA PARTE DEL NUCLEO QUEDA UNIDO DE FORMA QUE PUEDE SOLTARSE O NO HACERLO CON LA PLACA…
{kind=link}
{kind=link}
{kind=link}
{kind=link}