14 patentes, modelos y diseños de STANKIEWICZ GMBH
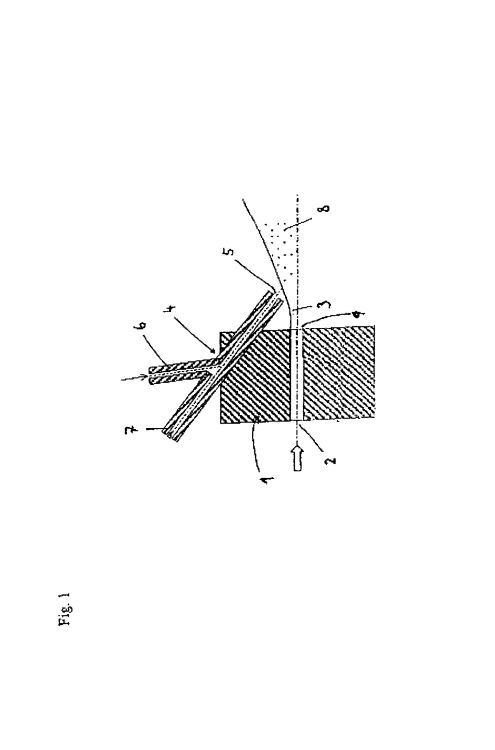
PROCEDIMIENTO PARA APLICAR CAPAS DE PLASTICO MEDIANTE ROCIADO.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/12/2008). Ver ilustración. Inventor/es: FRESER-WOLZENBURG, THOMAS, PRAHST, GEORG-WILHELM, KLIWER, CARSTEN, GROSSMANN,MAIK. Clasificación: B05D1/02, B05B7/04, B60R13/08, B05B7/08, B05D7/24, B05B7/14, B05D1/10, B05D1/34, C23C4/00.
Procedimiento para aplicar una capa de plástico que contiene material de relleno sobre una superficie, - aplicándose mediante rociado una mezcla que contiene un aglomerante o mezcla de aglomerantes y un material de relleno sobre la superficie, - generándose un chorro libre del aglomerante o mezcla de aglomerantes para la aplicación mediante rociado y añadiéndose mediante dosificación el material de relleno a través de varias toberas de material sólido en el chorro libre del aglomerante o mezcla de aglomerantes aún no polimerizado completamente, y - pudiendo ajustarse de manera variable la adición dosificada del material de relleno durante el procedimiento, caracterizado porque - la superficie presenta elevaciones y rebajos y - las toberas de material sólido pueden activarse en cada caso de manera individual e independiente entre sí, por lo que el suministro de material de relleno puede ajustarse y regularse de manera independiente a través de las toberas respectivas.
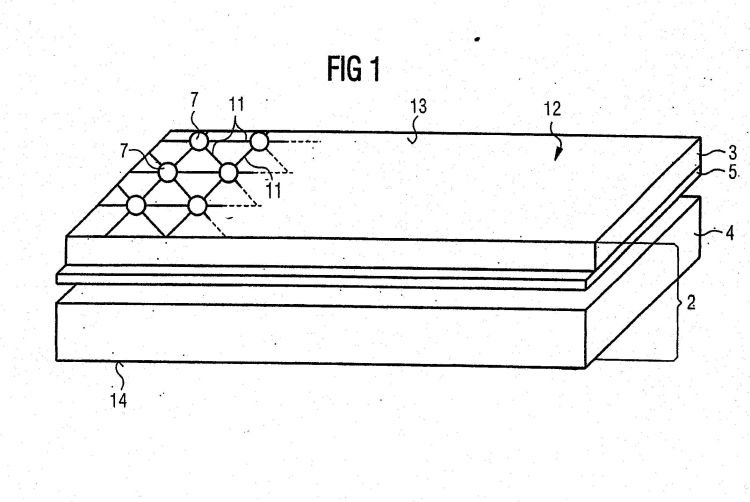
HOJA AMORTIGUADORA MULTICAPA ASI COMO PROCEDIMIENTO PARA SU FABRICACION.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(16/01/2008). Ver ilustración. Inventor/es: RUST, TORSTEN, BLIMEL,EHRENFRIED. Clasificación: G10K11/168, B32B7/14.
Hoja amortiguadora multicapa para amortiguar el ruido propagado por estructuras sólidas (insonorizar) en una pieza que ha de ser amortiguada, como una chapa, en particular en una chapa de carrocería, en la que la capa inferior orientada hacia la pieza que ha de ser amortiguada presenta propiedades que son adecuadas para la adherencia de la hoja amortiguadora en la pieza que ha de ser amortiguada y la capa superior no orientada hacia la pieza que ha de ser amortiguada no tiene esta propiedad de adherencia, caracterizada porque la capa inferior presenta numerosos orificios pasantes con un porcentaje de orificios (porcentaje de agujeros) del 5 al 30 % y porque la capa inferior presenta un grosor de aproximadamente 0, 3 mm a 1, 2 mm y la capa superior presenta un grosor de aproximadamente 0, 8 mm a 2, 0 mm.
PIEZA MEJORADA PARA LA SUJECION Y REFUERZO DE UNA PARTE DE RECORTE EN FORMA DE BRIDA EN UN PRODUCTO PLANO.
(01/11/2007) Una pieza moldeada para la sujeción y el refuerzo de una parte de recorte con forma de brida en un producto plano, pudiendo desplegarse hacia fuera la parte de recorte con forma de brida por medio de la pieza moldeada desde la superficie del producto y pudiendo ser replegada de nuevo, con una parte plana para recubrir al menos el curso del corte y dado el caso una línea de pliegue entre los extremos libres del curso del corte, y con al menos una parte de alma que sobresale verticalmente de la parte plana que presenta en el extremo salientes en un plano paralelo al plano de la parte plana, correspondiendo la distancia entre la parte plana y los salientes fundamentalmente al espesor del producto en estos puntos para recibir una sección cortada de la parte de recorte con forma de brida,…
PROCEDIMIENTO PARA LA CONFORMACION TERMICA DE PIEZAS DE REVESTIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2007). Inventor/es: KREUZBERG, DIETER, HANISCH, CLAUS-DIETER, MARR, WERNER, SZENTER, UWE. Clasificación: B29C44/08, B29C44/14.
Procedimiento para la conformación térmica de piezas de revestimiento constituidas por un recubrimiento de plástico con un esponjado trasero, conformándose y fijándose el recubrimiento de plástico de la pieza de revestimiento en un útil de moldeo, constituido por una pieza de molde principal y una primera pieza de molde secundaria, por calentamiento, embutición profunda y aplicación de un vacío o por calentamiento a través de las piezas de molde y formación de un vacío en la pieza de molde principal y llevándose a cabo el esponjado trasero tras intercambio de la primera pieza de molde secundaria por la segunda pieza de molde secundaria, caracterizado porque el recubrimiento de plástico se conforma acompañado simultáneamente de un reticulado térmico.
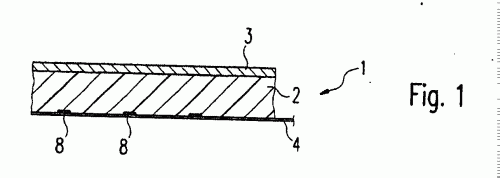
REVESTIMIENTO DE AMORTIGUACION E INSONORIZACION PARA CHAPAS DE METAL.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(16/12/2006). Ver ilustración. Inventor/es: RUST, TORSTEN, CUNLIFFE, RAY. Clasificación: B32B15/04, B60R13/08, G10K11/168.
Revestimiento de amortiguación para la insonorización de chapas, en especial de chapas para carrocerías de automóviles, con una capa amortiguadora de betún que se puede unir de forma fija, al menos por puntos, a la chapa a insonorizar , y con una capa fija rígida a la dilatación, especialmente de metal como aluminio, en la cara de la capa amortiguadora opuesta a la chapa a insonorizar , conteniendo la capa amortiguadora un agente expansor que se libera bajo los efectos de la temperatura en una gama de temperaturas situada claramente fuera de la temperatura ambiente o de servicio, caracterizado porque el agente expansor está formado por nitrógeno y la capa amortiguadora presenta en porcentajes en peso: betún 50 a 60%, material de relleno inorgánico 5 a 15%, material de relleno específicamente ligero 20 a 30%, fibras acrílicas cortas 0 a 5%, caucho de estireno butadieno 0 a 5% y agente expansor 2 a 5%.
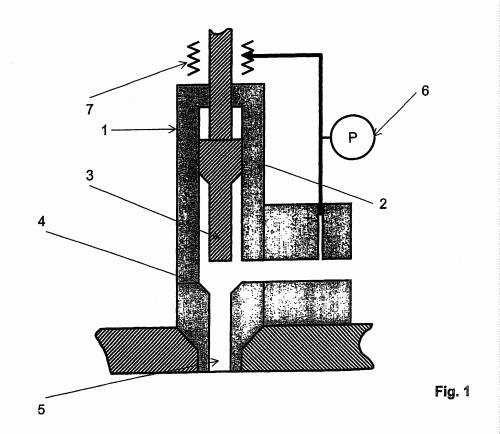
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE CUERPOS MOLDEADOS DE POLIURETANO EXPANDIDO.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(16/11/2006). Ver ilustración. Inventor/es: FRESER-WOLZENBURG, THOMAS, PRAHST, GEORG-WILHELM. Clasificación: A61P11/06, A61P11/08, A61K45/06, A61K31/439, B29C44/34.
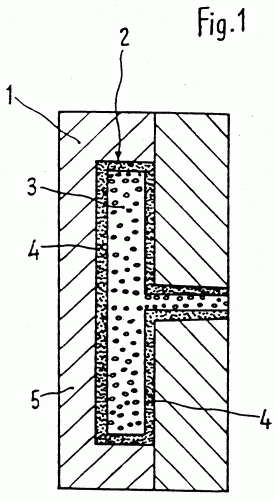
Procedimiento para la fabricación de cuerpos moldeados de poliuretano espumoso, en el que se llena una mezcla reactiva de poliuretano que se puede expandir en un molde y se evacua el molde , en el que la mezcla reactiva se expande rellenando el molde después del llenado, siendo aspirados los gases liberados durante el proceso de expansión a través del orificio de expansión dispuesto en al menos un lugar de altura máxima en el semimolde superior (10a), que se puede cerrar por medio de una válvula, siendo ventilado el molde después del fraguado y siendo expulsado el cuerpo moldeado, siendo detectada la curva de la presión en el tiempo en la válvula y siendo utilizada para el control, estando diseñado el control de tal forma que la válvula se cierra con la caída de la presión activada en la válvula a través de la entrada del frente de espuma, caracterizado porque el orificio de expansión se forma a través de una válvula de aguja y la válvula activada es la válvula de aguja.
ESPUMA VISCOELASTICA DE SUPERFICIE ADHESIVA PARA AISLAMIENTO ACUSTICO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/06/2000). Inventor/es: KITTEL, CHRISTOPH, BURAK, GERHARD, KLIWER, CARSTEN, PETERS, CORNELIA. Clasificación: C08G18/48, B32B5/18, C08G18/58.
LA INVENCION SE REFIERE A UNA ESPUMA DE AISLAMIENTO ACUSTICO VISCOELASTICO CON SUPERFICIE ADHESIVA DISEÑADO PARA PRODUCIR UN ENLACE ADHESIVO DE BLOQUEO DE FUERZA CON SUPERFICIES DE VIBRACION PARA AMORTIGUAR EL RUIDO SOPORTADO DE ESTRUCTURA. LA ESPUMA SE OBTIENE MEDIANTE REACCION DE CANTIDADES ESTEQUIOMETRICAS DE UN POLIISOCIANATO Y AL MENOS DOS POLIOLES DEL TIPO POLIETER QUE SON INCOMPATIBLES UNO CON OTRO.
PROCEDIMIENTO DE FABRICACION DE UNA ESPUMA COMPUESTA A PARTIR DE COPOS DE ESPUMA, ESPUMA COMPUESTA ASI OBTENIDA Y SUS APLICACIONES.
Sección de la CIP Química y metalurgia
(01/11/1999). Inventor/es: KITTEL, CHRISTOPH, KLIWER, CARSTEN. Clasificación: C08J9/35.
PARA LA FABRICACION DE UNA ESPUMA COMPUESTA CON PROPIEDADES ACUSTICAS SE MEZCLAN COPOS DE ESPUMA DE DIFERENTE TAMAÑO, DE DIFERENTE ORIGEN Y/O DIFERENTE COMPOSICION CON UNA PEQUEÑA CANTIDAD DE UN LIGANTE DE DISPERSION DE POLIURETANO. A CONTINUACION DE LA MEZCLA SE HACE UNA PREFORMA O BANDAS CONTINUAS Y SE ENDURECE UTILIZANDO VAPOR CALIENTE DE AGUA O ENERGIA DE MICROONDAS, Y A CONTINUACION SE SECA. ESTA ESPUMA COMPUESTA SE UTILIZA EN AISLAMIENTO DE RUIDOS EN COCHES Y EN LA CONSTRUCCION GENERAL DE MAQUINAS, Y TAMBIEN EN LA CONSTRUCCION.
REVESTIMIENTO DE SUPERFICIE DE CARGA PARA VEHICULOS CON AISLAMIENTO DE SONIDO INTEGRADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1999). Inventor/es: VALENTIN, ERHARD, WALENDY, HANS, KUTTER-SCHRADER, HANS. Clasificación: B60R5/00, B60R13/08, B60R13/01.
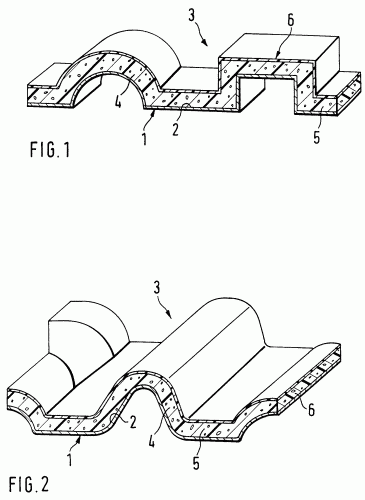
LA INVENCION SE REFIERE A UN REVESTIMIENTO DE SUPERFICIE DE CARGA RETIRABLE, INTEGRAL, DISPONIENDO DE PROPIEDADES A PRUEBA DE RUIDO PARA VEHICULOS A MOTOR Y COMPRENDIENDO UNA CUBIERTA SUPERIOR Y UNA CUBIERTA INFERIOR. LA CUBIERTA SUPERIOR ES SUSTANCIALMENTE PLANA Y ESTA CONECTADA DE TAL MODO QUE PUEDE SER PLEGADA A LA CUBIERTA INFERIOR QUE SE ADAPTA AL CONTORNO DEL AREA DEL COMPARTIMENTO DE CARGA, ELABORANDO DE ESTA FORMA UNA UNIDAD COMPLETA, QUE DISPONE DE UN EFECTO CONSIDERABLE ACUSTICO EN VIRTUD DEL PRINCIPIO DE DOBLE PARED. LA CUBIERTA SUPERIOR COMPRENDE ADEMAS SECCIONES DE COBERTURA, QUE PUEDEN SER DESPLEGADAS POR MEDIO DE ARTICULACIONES, ELABORANDO DE ESTA FORMA CAVIDADES CERRADAS DE PROFUNDIDAD VARIABLE EN CONJUNCION CON EL PERFIL QUE SIGUE A LOS CONTORNOS DE LA CUBIERTA INFERIOR, EN PARTICULAR COMO COMPARTIMENTOS DE ALMACENADO PARA ACCESORIOS DE ACOMODACION, EQUIPAJES O SIMILARES, DE FORMA QUE SE OBTIENE UN SISTEMA CONOCIDO COMO SISTEMA DE CONTROL DE RUIDO ACTIVO.
ESTRUCTURA PARA AISLAMIENTO DE RUIDO, PROCEDIMIENTO PARA SU FABRICACION Y SU UTILIZACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1997). Inventor/es: HOFFMANN, MANFRED, KITTEL, CHRISTOPH, BURAK, GERHARD, WALENDY, HANS. Clasificación: B60R13/08, B32B5/20, B29C44/00.
SE PRESENTA UNA ESTRUCTURA (79 PARA AISLAMIENTO DE RUIDO QUE ESTA FABRICADA POR UNA ESPUMA POSTERIOR TAL DE UN TAPIZ QUE FORMA INMEDIATAMENTE EN EL TAPIZ UNA CAPA DE ESPUMA SUAVE ELASTICA CONTENIENDO CELULAS Y UNA CAPA SIN CELULAS O CON POCAS CELULAS, Y PRECISAMENTE EJN UN PASO DE TRABAJO. PARA ELLO ESTA PREVISTO EN LA PARTE POSTERIOR DEL TAPIZ O DE UNA CUBIERTA DE LAMINAS IMPERMEABLE A LA ESPUMA, MATERIALES ESTRUCTURADOS COMO VELLON Y/O ESPUMA DE RECORTE EN LA QUE SE INTRODUCE PARA FORMACION DE LA CAPA FIJA.
CUERPO DE RELLENO EN FORMA DE PIEZA MOLDEADA PARA EL AISLAMIENTO EN CAVIDADES DIFICILMENTE ACCESIBLES.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(16/08/1995). Inventor/es: WALENDY, HANS, PUSCHMANN, EBERHARD, RIGGERS, EDMUND. Clasificación: B60R13/08, G10K11/16.
LA INVENCION SE REFIERE A UN CUERPO DE RELLENO PARA LA ESTANQUEIDAD TERMICA Y ACUSTICA DE CAVIDADES EN CARROCERIAS DE VEHICULOS. EL CUERPO DE RELLENO ESTA DISEÑADO COMO UNA PIEZA DE MOLDE PERFILADA INCLUIDA EN UNA LAMINA Y ESTA FABRICADA A PARTIR DE UN MATERIAL POROSO, ELASTICO CON RESILIENCIA ADECUADA. ANTES DE QUE EL CUERPO DE RELLENO SEA INSERTADO EN LA CAVIDAD , SE COLOCA BAJO VACIO. EL CUERPO DE RELLENO ES AUTOSOPORTANTE Y DISPONE DE UN NUCLEO PLANO, DELGADO QUE LE PROPORCIONA UNA ALTA RESISTENCIA AL DOBLADO EN LA DIRECCION DE INSERCION, QUE ES PLANO EN ANGULO RECTO CON RESPECTO AL CONJUNTO.
PIEZA DE AMORTIGUACION CON LA CUALIDAD DE ABSORCION EN LA PARED DE SEPARACION.
Sección de la CIP Física
(01/06/1995). Inventor/es: WITTENMAYER, KLAUS, DIPL.-ING., PRUTZ, RAINER. Clasificación: G10K11/16.
UNA DISPOSICION DE AMORTIGUACION DEL SONIDO DEL AIRE CON CUALIDADES DE ABSORCION EN PIEZAS DE SUPERFICIE, SOBRE TODO EN LAS PAREDES DE SEPARACION DE LOS AUTOMOVILES, PRESENTA UNA CAPA PESADA CON ESPUMAS POR AMBOS LADOS CON UNA FOLIA DE RECUBRIMIENTO . LA DISPOSICION ESTA COLOCADA MUY CERCA DE LA PIEZA DE SUPERFICIE (CHAPA 1) A PROTEGER, DEJANDO UN MINIMO ESPACIO ENTRE LA CAPA PESADA Y LA PIEZA . NO TIENE LUGAR UN PEGAMIENTO CON LA PIEZA DE SUPERFICIE . LA DISPOSICION PUEDE QUEDAR SOBRE LA PIEZA , PERO MANTENIENDO SIEMPRE UNA MINIMA DISTANCIA. LA DISPOSICION SE MANTIENE MEDIANTE PERNOS DE SUJECCION O SOPORTES EN LA POSICION DESEADA FRENTE A LA PIEZA.
ESTRUCTURA DE MATERIAL ACUSTICAMENTE ACTIVA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1993). Ver ilustración. Inventor/es: LOHMAR, ERNST, JAROSCHEWITZ, ERHARD. Clasificación: B60R13/08.
ESTRUCTURA DE MATERIAL ACUSTICAMENTE ACTIVA PARA AMORTIGUACION DEL RUDIO, DE MATERIA PLASTICA, PARA PIEZAS DE CONSTRUCCION, ESPECIALMENTE PARA PIEZAS DE AUTOMOVILES, CUYA ESTRUCTURA DE MATERIAL ESTA COMPUESTA DE POR LO MENOS TRES ZONAS DE SECCION, DE LAS QUE LA ZONA CENTRAL ESTA FORMADA DE UN MATERIAL DE NUCLEO BLANDO O ELASTICO RESPECTIVAMENTE, CARACTERIZADA PORQUE LA ZONA CENTRAL Y LA ZONA EXTERIOR O ZONAS EXTERIORES RESPECTIVAMENTE, SON PRODUCIDAS SIMULTANEAMENTE MEDIANTE INYECCION DE LA FUSION O FUSIONES POLIMERAS, DENTRO DE UNA HERRAMIENTA DE FUNDICION POR INYECCION, SIENDO EL MATERIAL DE NUCLEO O ZONA CENTRAL, UN MATERIAL AMORTIGUADOR DE RUIDO O ANTIACUSTICO, QUE EN CASO DADO TAMBIEN PUEDE INCORPORARSE UN MATERIAL ESPUMANTE, LLEVANDO COMO MATERIAL EXTERIOR UN TERMOPLASTICO USUAL.
TABIQUE DE SEPARACION PARA VEHICULOS CON SISTEMA DE AISLAMIENTO DE VARIAS CAPAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1993). Ver ilustración. Inventor/es: HOFFMANN, MANFRED, KITTEL, CHRISTOPH, GAHLAU, HEINEMANN. Clasificación: B60R13/08.
TABIQUE DE SEPARACION PARA VEHICULOS CON SISTEMA DE AISLAMIENTO DE VARIAS CAPAS ADHESIVO, QUE SE PUEDE RETIRAR SIN DESTRUCCION, PARA EL AISLAMIENTO ACUSTICO DE TABIQUES DE SEPARACION ESPECIALMENTE EN AUTOMOVILES, CARACTERIZADO PORQUE PARA ASEGURAR UNA UNION, EN ARRASTRE DE FUERZA, ENTRE LAS CAPAS POSTCONECTADAS , DEL TABIQUE Y EL SOPORTE EXISTE UNA CAPA DE MATERIAL (RECUBRIMIENTO ADHESIVO CON CAPAS 2) PREFABRICADA DE UN POLIURETANO FUERTEMENTE SUBRETICULADO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}