15 patentes, modelos y diseños de SOPLAR SA
METODO Y DISPOSITIVO PARA LA PRODUCCION DE CUERPOS HUECOS.
(08/04/2010) Método para la producción de cuerpos huecos, particularmente de botellas de plástico, en el que se introduce por un cabezal extrusor en un ciclo que se puede predefinir una sección de un tubo flexible de plástico (T) en una cavidad de una disposición de útiles de moldeo por soplado , se infla el tubo flexible de plástico (T) por sobrepresión de acuerdo con la cavidad de molde de soplado y se desmoldea el cuerpo hueco (B), en el que el tubo flexible de plástico (T) se sujeta de forma continua durante todo un ciclo de extrusión y soplado en lados opuestos entre sí de la disposición de útiles de moldeo por soplado y se separa en el lado alejado del cabezal extrusor de la disposición de útiles de moldeo por soplado , caracterizado porque el tubo flexible de plástico…
SUJECCION PARA LAS ESPIGAS DE SOPLADO DE UN DISPOSITIVO DE MOLDEO POR SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2007). Inventor/es: KINZ, JOHANN. Clasificación: B29C49/58.
Sujeción para las espigas de soplado de un dispositivo de moldeo por soplado que presenta una parte inferior de máquina, en la que están dispuestos los útiles de moldeo por soplado con cavidades de moldeo por soplado, y una parte superior de la máquina dispuesta por encima de la parte inferior de la máquina, en la que están sujetadas múltiples espigas de soplado por apriete radial, pudiendo aproximarse las espigas de soplado de forma conjunta en la dirección axial hacia los útiles de moldeo por soplado y pudiendo introducirse en una boca de las cavidades, caracterizada porque la sujeción de las espigas de soplado está libre de medios de tensión previa mecánicos axialmente ajustables y comprende dispositivos de sujeción , que pueden accionarse mediante un medio de acoplamiento común.
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS DE PLASTICO.
(16/05/2006) Dispositivo para la fabricación de cuerpos huecos, en particular botellas y recipientes similares provistos de una abertura de vaciado, de plástico termoplástico con una parte inferior de la máquina que presenta al menos dos herramientas de moldeado por soplado (3a, 3b, 3c) provistas de una cavidad cada una de ellas, y una parte superior de la máquina a modo de viga dispuesta por encima de la parte inferior de la máquina , en la que está dispuesto un número de espigas de soplado y de calibración (8a, 8b, 8c) que se corresponde con el número de las herramientas de moldeado por soplado (3a, 3b, 3c), a cada una de las cuales está asignada una herramienta de moldeado por soplado,…
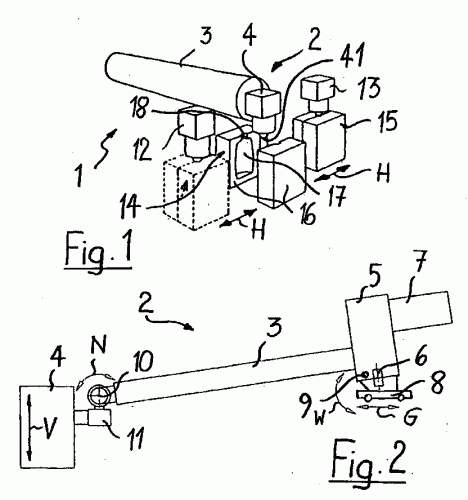
DISPOSITIVO PARA LA FABRICACION DE CUERPOS HUECOS DE PLASTICO EN UN PROCEDIMIENTO DE MOLDEADO POR EXTRUSION Y SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2006). Ver ilustración. Inventor/es: MESSNER, WOLFGANG. Clasificación: B29C49/42, B29C49/04, B29C47/08.
Un compuesto elastomérico vulcanizable con azufre obtenible mediante un procedimiento que comprende las etapas de: (a) mezcla conjunta a una temperatura de 155°C a 200°C, en ausencia de azufre y agentes vulcanizantes añadidos de (i) un elastómero que opcionalmente tiene un grupo alcoxisilano terminal, (ii) un agente de relleno reforzante que comprende sílice o una de sus mezclas con negro de carbono, (iii) del 0,1% al 20% en peso, en relación a la sílice, de un alquilalcoxisilano, y (iv) del 0,0001% al 3% en peso, en relación a la sílice, de un mercaptosilano, en la que la relación del mercaptosilano al alquilalcoxisilano es un máximo de 0,14:1; (b) dejar enfriar la preparación por debajo de la temperatura de mezcla; y (c) mezcla de la preparación obtenida en la etapa (b), a una temperatura inferior a la temperatura de vulcanización, con un agente vulcanizante y una cantidad eficaz de azufre para conseguir una vulcanización satisfactoria. .
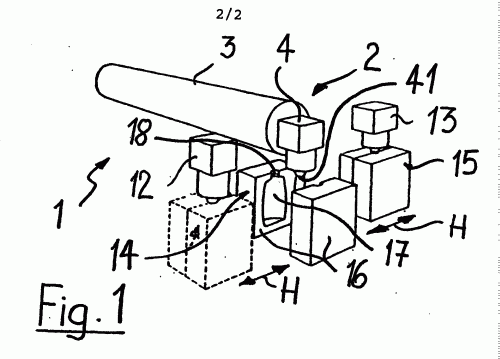
CABEZAL DE EXTRUSION PARA LA FABRICACION DE UN TRAMO DE PLASTICO EN FORMA DE MANGUITO O TUBO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2005). Ver ilustración. Inventor/es: MESSNER, WOLFGANG. Clasificación: B29C49/04, B29C47/08, B29C47/22.
Cabezal de extrusión para la fabricación de un tramo de plástico en forma de manguito o tubo, que puede unirse con la salida de una extrusionadora y presenta una herramienta de tobera , que comprende un núcleo y un anillo de tobera , que limitan una holgura de abertura , cuya anchura de abertura puede modificarse mediante un movimiento axial relativo (A, B) que puede controlarse a través de un dispositivo de ajuste entre el núcleo y el anillo de tobera , caracterizado porque el cabezal de extrusión comprende una pieza de suspensión y una pieza de extrusión unida a ésta de forma que puede liberarse, que presenta todas las conexiones y canales de circulación para la masa de plástico que debe extrusionarse y está equipada con la herramienta de tobera , y el dispositivo de ajuste está dispuesto en la pieza de suspensión y puede unirse de forma liberable con el mandril o el anillo de tobera.
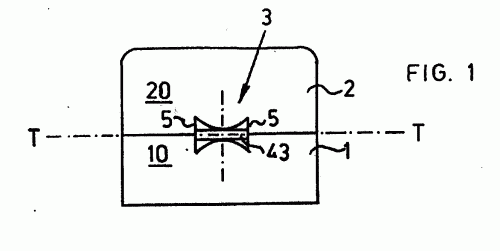
TAPA DE MATERIAL PLASTICO CONFORMADA INTEGRALMENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2003). Ver ilustración. Inventor/es: DUBACH, WERNER, FRITZ. Clasificación: B65D47/08.
UN CIERRE DE BISAGRA DE PRESION DE PLASTICO QUE SE COMPONE DE UNA PARTE INFERIOR Y DE UNA CAPA QUE ESTAN UNIDAS ENTRE SI POR MEDIO DE UNA BISAGRA DE PRESION , TIENDE A RASGARSE EN LAS ZONAS LATERALES . ESTO RESULTA PRACTICAMENTE INEVITABLE A CAUSA DE LA GEOMETRIA DE LOS CIERRES DE PLANTA REDONDA U OVALADA, YA QUE HASTA AHORA SOLAMENTE SE APROVECHABA LA FLEXIBILIDAD DE LAS PAREDES DE LA ENVOLVENTE . GRACIAS A UN ABOMBAMIENTO QUE SE EXTIENDE POR ENCIMA DE LA BISAGRA VARIANDO EN ALTURA O ESPESOR DE PARED, Y EN EL CENTRO PRESENTA ELASTICIDAD A LA COMPRESION Y LATERALMENTE ELASTICIDAD A LA TRACCION, SE PUEDE RESOLVER ESTE PROBLEMA QUE HASTA LA FECHA NO TENIA SOLUCION.
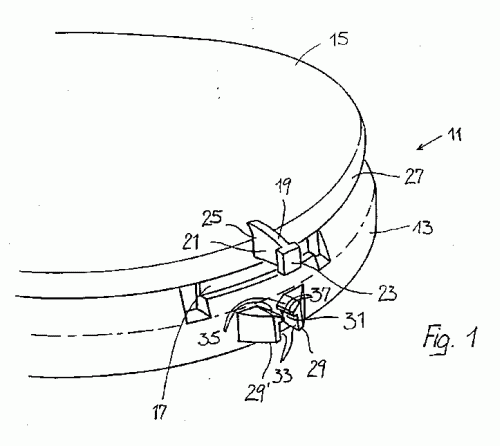
CIERRE CON TAPA BLOQUEABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2003). Ver ilustración. Inventor/es: KLOPFER, MANFRED. Clasificación: B65D41/48.
PARA BLOQUEAR LA TAPA DE UNA CAPERUZA DE CIERRE EN SITUACION ABIERTA, SE DISPONE EN LA TAPA UN PRIMER APENDICE Y EN EL ANILLO DE SUJECION UN SEGUNDO APENDICE (29,29'), EN TODO CASO EN DOS PARTES. EL PRIMER APENDICE MUESTRA DIENTES LATERALES CON REFERENCIA A UNA TRAVIESA EN UN TRONCO . EL SEGUNDO APENDICE (29,29') FORMA UN ESPACIO EN EL CUAL ES INTRODUCIBLE EL TRONCO EN LA ABERTURA DE LA TAPA Y ESTA PREVISTO EN EL ESPACIO CON ENTRADAS , EN DONDE LA TRAVIESA ENGRANA EN EL PRIMER APENDICE EN SITUACION ABIERTA DE LA TAPA . LA TRAVIESA DEBE SER GUIADA CONTINUAMENTE A TRAVES DE UN LUGAR ESTRECHO ENTRE LOS DIENTES EN EL SEGUNDO APENDICE (29,29'), CON LO CUAL SON SEPARADAS AMBAS MORDAZAS (29,29') DE TENAZA DEL SEGUNDO APENDICE.
BOTELLA, ESPECIALMENTE PARA LA LIMPIEZA DE TAZAS DE WC.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(16/12/2001). Inventor/es: KUNZ, HANS. Clasificación: B05B11/00, B05B11/04, G01F11/26, B65B1/32.
LA BOTELLA LLEVA UNA BOCA DE SALIDA QUE TIENE UN ORIFICIO DE SALIDA EN FORMA DE RANURA. LA BOCA DE SALIDA ESTA EN COMUNICACION CON UN TUBO QUE FORMA UNA CAMARA DE DOSIFICACION. ESTE TUBO ESTA FORMADO DE UNA SOLA PIEZA CON EL CUELLO DE LA BOTELLA Y LLEGA HASTA LA ZONA DEL FONDO DE LA BOTELLA. ES EVIDENTE QUE PARA LIMPIAR LA TAZA DEL INODORO , EL USUARIO DE LA BOTELLA NO TIENE QUE METER LA MANO EN EL INTERIOR DE LA TAZA DEL INODORO, DE MANERA QUE NO HAY NINGUN PELIGRO DE LLEGAR A TOCAR CON LA MANO LA PARED INTERIOR SUCIA DE LA TAZA DEL INODORO.
BOTELLA DE PLASTICO MOLDEADA POR SOPLADO CON VARIAS CAVIDADES Y CIERRE DE LA MISMA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2001). Inventor/es: KUNZ, HANS. Clasificación: B65D47/08, B65D81/32, B65D1/04.
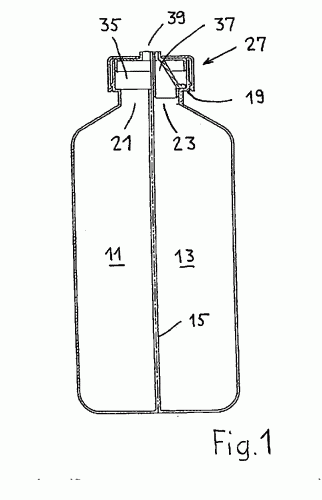
Botella de plástico de múltiples compartimentos, por ejemplo para dos cavidades adyacentes, fabricada por un procedimiento de soplado, con canales que discurren desde aberturas hasta aberturas para servir y con una única tapa de cierre. La botella con varias cavidades tiene, por ejemplo dos cámaras con aberturas dentro del cuello . Una abertura es coaxial con el cuello. La unidad tapa puede ser roscada o ir presionada sobre la rosca o cierre de presión. El tapón obtura entonces la abertura . Existen también dos canales que discurren desde las cámaras hacia las aberturas de salida que pueden ser cerradas con el capuchón de la unidad de la tapa.
BOTELLA DE VARIAS CAMARAS DE PLASTICO FABRICADA POR EL PROCEDIMIENTO DE SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2000). Ver ilustración. Inventor/es: KUNZ, HANS. Clasificación: B65D81/32, B65D1/04.
LA BOTELLA DE PLASTICO CON VARIAS CAMARAS QUE PUEDE FABRICARSE EN UN PROCEDIMIENTO DE SOPLADO POSEE AL MENOS DOS CAMARAS Y UN CAÑO COMUN . LA CAMARA CORRESPONDIENTE POSEE UNA ABERTURA DENTRO O DEBAJO DEL CAÑO . UN DESAGUE POSEE PARA CADA CAMARA UN CANAL , QUE CONDUCE DESDE LAS ABERTURAS A UN ELEMENTO DE DESAGUE.
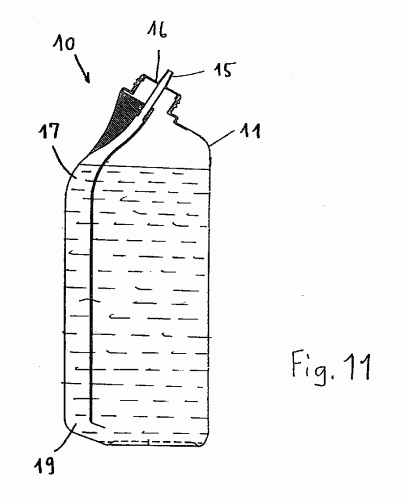
Botella, en especial para limpiar fuentes de WC.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(16/02/2000). Ver ilustración. Inventor/es: KUNZ, HANS. Clasificación: B05B11/04, B65D1/32, G01F11/26.
LA BOTELLA DE APLASTAMIENTO SE COMPONE DE UN CUERPO DE BOTELLA Y DE LA PARTE DE DESAGUE Y CONTIENE UN TUBO DE ASCENSO , QUE SE HA CONFORMADO FORMANDO UNA PIEZA CON EL CUERPO DE BOTELLA . EL TUBO DE ASCENSO PERMITE LA DOSIFICACION DEL LIQUIDO.
ENVASE OBTENIDO CON PROCESO DE SOPLADO, POR EJEMPLO BOTELLA DE PLASTICO, Y TAPA DE CIERRE PARA EL ENVASE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1996). Inventor/es: LEHNER, ALWIN. Clasificación: B65D23/06, B65D47/40.
EL ENVASE DE UNA PIEZA OBTENIDO EN PROCESO DE SOPLADO POSEE UN CUELLO Y UN VERTEDERO CON UN ESPACIO ANULAR APLICADO ENTRE ELLOS COMO RECEPTOR DE LAS GOTAS. LA PIEZA INTERMEDIA QUE UNE EL CUELLO CON EL VERTEDERO ES FLEXIBLE. UN ENSANCHAMIENTO DE LA PARED INTERIOR DEL VERTEDERO SIRVE COMO TRAMO DE ACOPLAMIENTO. SE HA PREVISTO UNA TAPA DE CIERRE EN UN PIVOTE DE FORMA CONICA, QUE PUEDE SER ENCHUFADO EN EL VERTEDERO , CUANDO SE HA INTRODUCIDO PRACTICAMENTE EL CONTENIDO DEL ENVASE. LA TAPA DE CIERRE SIRVE TAMBIEN COMO HERRAMIENTA PARA LA EXTRACCION DEL VERTEDERO . DESPUES DE LA EXTRACCION DEL VERTEDERO LA TAPA DE CIERRE PUEDE VASCULAR Y DE ESTA FORMA SER DESACOPLADA DE NUEVO. CON EL VERTEDERO EXTRAIDO EL ENVASE PUEDE SER VACIADO COMPLETAMENTE.
DISPOSITIVO DE COEXTRUSION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1992). Inventor/es: LEHNER, ALWIN. Clasificación: B29C47/06, B29C47/70, B29C47/26.
PARA FABRICACION SIMULTANEA DE UNA CANTIDAD DE TUBOS FLEXIBLES PARA CUERPOS HUECOS DE VARIAS CAPAS FABRICADOS EN EL PROCEDIMIENTO DE SOPLADO ESTA PREVISTO EN PRINCIPIO SOLAMENTE UN EXTRUSIONADOR (11 A 15) PARA CADA CAPA FABRICADA (1 A 5). DE CADA EXTRUSIONADOR (POR EJEMPLO 11) SE EXTIENDE UN CANAL DISTRIBUIDOR DEL QUE SIGUE UNA DERIVACION HACIA UNA CABEZA DE EXTRUSION (10'). EN CADA DERIVACION ESTA COLOCADA UNA VALVULA DE MARIPOSA CON LA QUE SE PUEDE REGULAR EL PORCENTAJE DE FLUJO HACIA LA CABEZA DE EXTRUSION (10'). ESTO POSIBILITA EL PRODUCIR EN TODOS LOS TUBOS FLEXIBLES PRACTICAMENTE IGUALES ESPESORES DE CAPA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1992). Inventor/es: LEHNER, ALWIN, KARG, PETER. Clasificación: B29C47/22, B29C47/70, B29C47/20, B29C47/26.
EN UN ELEMENTO DE CABEZA SE SUJETA UNA ESPINA EN UN PASO , POR MEDIO DE UN BRAZO. EN LA ESPINA SE ENCUENTRA UNA PERFORACION PARA ALBERGAR UNA BARRA REGULADORA DESPLAZABLE AXIALMENTE . CON LA REFERIDA BARRA EL NUCLEO PUEDE QUEDAR EN FORMA AXIAL EN RELACION CON LA BOQUILLA. DICHA POSICION PERMITE GRADUAR LA SOLIDEZ DE LOS LADOS DEL TUBO EXTRUSIONADO. LA VELOCIDAD DE EXTRUSIONADO PUEDE QUEDAR REGULADA POR MEDIO DEL TORNILLO DE ESTRANGULACION . LA FUSION SE DIRIGE POR MEDIO DEL CANAL DE CONDUCCION DEL PRODUCTO FUNDIDO A LOS DIVERSOS PASES (EN LA FIGURA SOLO ESTA REPRESENTADO UNO DE ELLOS). POR MEDIO DEL REPARTIDOR DE CORRIENTE LA CORRIENTE DE FUSION QUEDA REPARTIDA. CON LO CUAL, UNA PARTE DE LA MASA FUNDIDA SE IMPULSA HACIA ABAJO, HACIA EL PASO , MIENTRAS QUE LA FUSION RESIDUAL PUEDE FLUIR HACIA LOS PASOS PROXIMOS . LA FUSION QUE CIRCULA HACIA EL PASO APENAS QUEDA OBSTACULIZADA, POR EL BRAZO Y SALE POR LA TOBERA PARA FORMAR UN FRAGMENTO DE TUBO.
CIERRE PARA DEPOSITO, ESENCIALMENTE BOTELLAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1992). Inventor/es: LEHNER, ALWIN. Clasificación: B65D47/08, B65D51/20, B65D47/36.
EL CIERRE SE COMPONE DE UNA PARTE BASICA Y UNA TAPA QUE MUESTRA DOS PERNOS GIRATORIOS . EN EL ESTADO CERRADO LOS PERNOS CIERRAN LA ABERTURA DE SUMINISTRO . EN LA TAPA ESTA FORMADA UNA ARTICULACION DE BLOQUEO . LA TAPA PUEDE ABRIRSE DESPUES DE RETIRAR LA ARTICULACION DE BLOQUEO . LA ARTICULACION DE BLOQUEO TIENE UNA DOBLE FUNCION. SIRVE TAMBIEN PARA PERFORAR UNA LAMINA DE CIERRE DE LA BOTELLA. A ESTE FIN SE EMPUJA LA ARTICULACION DE BLOQUEO EN LA PILA Y SE RETIRA DE NUEVO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}