24 patentes, modelos y diseños de SMS EUMUCO GMBH
EXTRUSORA Y EXTRUSORA DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2008). Ver ilustración. Inventor/es: MUSCHALIK, UWE. Clasificación: B21C23/21.
Extrusora y extrusora de tubos , comprendiendo un bastidor de la prensa consistente en una barra cilíndrica y una contrabarra conectada a ella, en el que se dispone un carro captador linealmente desplazable, que presenta un soporte captador encerrando concéntricamente un captador de bloques y que resulta apropiado para transportar un bloque a comprimir, introducido con un dispositivo de carga, en una posición de compresión antes de una matriz asociada a la contrabarra , sujetándose el soporte captador sin soporte, con aire al carro captador en éste, caracterizado porque el soporte captador está provisto de traversas de soporte , proyectándose diametralmente hacia fuera, dispuestas por ambas caras en el centro de la prensa , que se enganchan en recesos abiertos hacia fuera de los bloques de retención del carro captador , disponiéndose los bloques de retención sobre zapatas de guía , dispuestas a su vez sobre guías lineales del bastidor de la prensa.
EXTRUSORA Y EXTRUSORA DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2008). Ver ilustración. Inventor/es: GALA, VALENTIN, MUSCHALIK, UWE, GEVEN,WILFRIED. Clasificación: B21C23/21, B21C35/04, B21C33/00.
Extrusora y extrusora de tubos , comprendiendo un bastidor de la prensa consistente en una barra cilíndrica y una contrabarra conectada a ella, en el que se disponen una traversa de rodadura desplazable y un captador desplazable, configurado para llevar un bloque a comprimir, introducido con un dispositivo de carga, a la posición de compresión antes de la contrabarra con matriz, caracterizadas porque al bastidor de la prensa se le asocia un robot multifuncional de manipulación desplazable sobre una guía lineal , actuando desacoplado de los desplazamientos de la prensa, equipado con un cabezal recambiable.
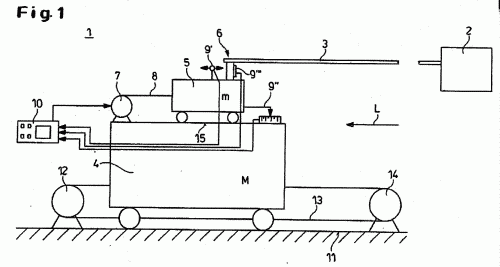
PROCEDIMIENTO Y DISPOSITIVO PARA LA EXTRUSION DE PERFILES PRENSADOS POR EXTRUSION CURVADOS.
(16/05/2008) Procedimiento para la extrusión de perfiles prensados por extrusión curvados , en el que el perfil prensado por extrusión es conformado en una matriz montada aguas arriba de un larguero opuesto de una instalación de extrusión y a continuación se curva o bien se dobla a través de la actuación de fuerzas externas así como se separa en longitudes parciales en el flujo de la prensa por medio de un robot de separación conectado en un control de orden superior, se descarga apoyado y se deposita en un soporte con la ayuda de un robot de manipulación , caracterizado porque el robot de manipulación está acoplado a través del control con el robot de separación y es desplazado, como éste, hasta una posición de partida delante de la prensa de extrusión , en la…
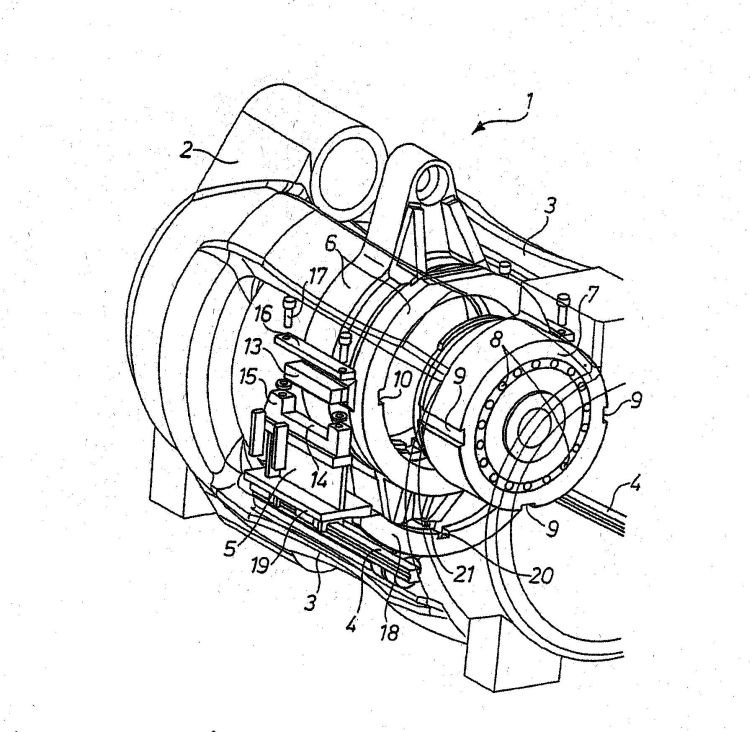
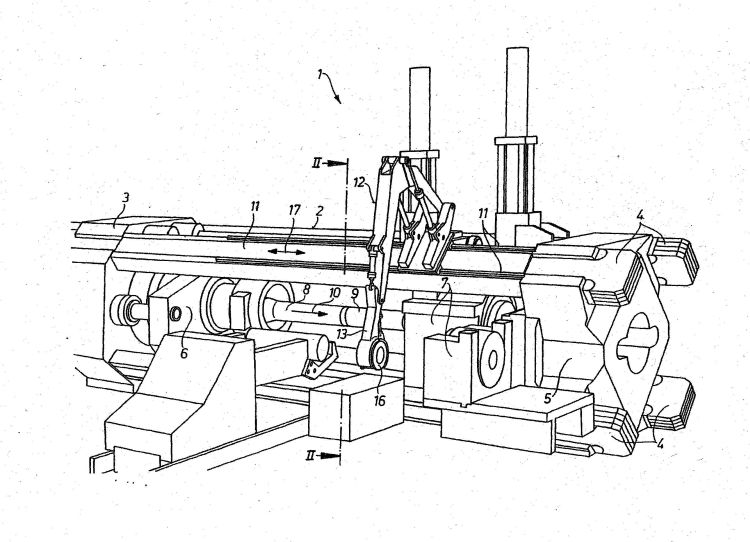
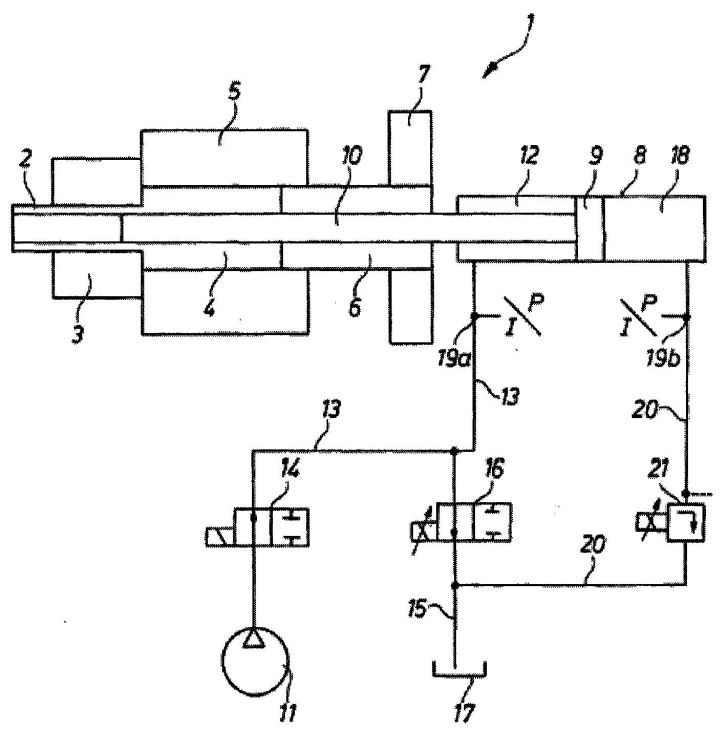
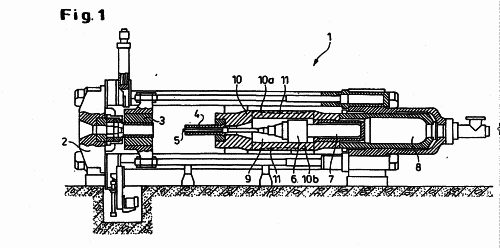
PROCEDIMIENTO PARA REGULAR LA POSICION DE UN MANDRIL PUNZONADOR DE UNA PRENSA DE EXTRUSION PARA FABRICAR PERFILES HUECOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2008). Ver ilustración. Inventor/es: HAGEN,EWALD, SCHWIPPE,ARNOLD, WERSHOFEN,ANDREAS. Clasificación: B21C23/21, B21C23/08.
Procedimiento para regular la posición de un mandril punzonador, dispuesto en una perforadora hidráulica, que se compone de un cilindro y un émbolo que forman un cilindro de mandril punzonador que está dispuesto en el émbolo de presión principal, de una prensa de extrusión para fabricar tubos que se extruden a partir de bloques cargados en un dispositivo de recepción alojado aguas arriba de la herramienta de prensa de extrusión y perforados por medio del mandril punzonador, caracterizado porque durante la extrusión de un bloque el cilindro de mandril punzonador se acciona directamente por bombas ajustadas a un caudal calculado previamente en función de la velocidad de extrusión, y al caudal de bomba calculado previamente se alimenta un caudal adicional, conectándose a un depósito una válvula reguladora que actúa sobre el lado anular del cilindro de mandril punzonador para regular la posición del mandril punzonador.
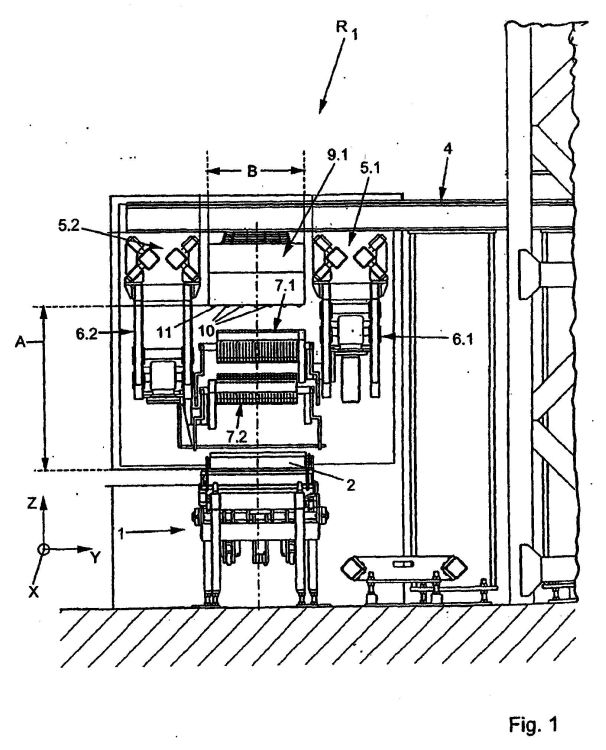
INSTALACION DE EXTRUSION CON AL MENOS UN DISPOSITIVO DE EXTRACCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2008). Ver ilustración. Inventor/es: KELLER,CHRISTOF,DIPL.-ING, LECHTALER,ANDREAS. Clasificación: B21C35/02, B21C29/00, B29C47/34.
Instalación de extrusión con al menos un dispositivo de extracción, especialmente extractores, para extraer perfiles de extrusión prensados a lo largo de un dispositivo de transporte, estando dispuesto al menos un dispositivo (9.1 a 9.6) de refrigeración para refrigerar el perfil de extrusión por encima del dispositivo de transporte, caracterizada porque con un dispositivo de extracción en cada caso alojado en un sistema de guiado de manera desplazable junto al dispositivo de transporte, el dispositivo (9.1 a 9.6) de refrigeración está dispuesto entre los sistemas de guiado.
CILINDRO PRINCIPAL O DE COMPRESION DE UNA PRENSA DE TUBOS Y EXTRUSION.
(01/02/2008) Prensa de tubos y extrusión con un cilindro principal o de compresión, que está dispuesta en un larguero de cilindro y que presenta en su caja de cilindro un émbolo de compresión , unido a un vástago que sobresale de la caja de cilindro, caracterizada porque el extremo que sobresale libremente del vástago está abrazado por un recipiente de compensación fijado a la caja de cilindro principal , en el que, en el caso de aplicar presión el émbolo de compresión , se desliza una corredera obturada con respecto a la pared interior de recipiente y dispuesta sobre el extremo de vástago alejado de la caja de cilindro principal , en donde la cámara de llenado configurada entre el vástago y el recipiente de compensación y obturada en un extremo por…
PRENSA DE EXTURSION Y DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2007). Inventor/es: GALA, VALENTIN. Clasificación: B21C23/21.
Prensa de extrusión y de tubos, que comprende un bastidor de prensa compuesto de un larguero cilíndrico y un contra-larguero, unidos entre sí en arrastre de fuerza a través de laminillas de tracción pretensadas superiores e inferiores y de apoyos de presión superiores e inferiores, en el que están dispuestos un larguero de rodadura móvil y un recogedor móvil, que lleva un bloque a unir a presión introducido con un dispositivo de carga a la posición de extrusionado delante del contra-larguero con matriz, caracterizada porque el larguero de rodadura y el recogedor pueden trasladarse en el bastidor de prensa con unidades de guiado que presentan cuerpos rodantes.
DISPOSITIVO PARA LA EXTRACCION DE UNA EXTRUSION PRODUCIDA EN LA PRENSA DE EXTRUSION O EXTRUSIONADORA DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2007). Ver ilustración. Inventor/es: JAKOBY, NIKOLAUS, STEVES, JOHANNES, FREHE, STEPHAN, SITHER, HERBERT. Clasificación: B21C35/02.
Dispositivo para extraer una extrusión producida en una prensa de extrusión o extrusionadora de tubos que dispone al menos de una primera corredera accionada y móvil linealmente, que se mueve en la dirección de extracción (L) de la extrusión por medio de un primer elemento de motor y que puede ejercer una fuerza tracción en la extrusión , caracterizado porque está colocada una segunda corredera en la primera corredera que puede moverse en la dirección de la extracción (L) con relación a la primera corredera , la extrusión que va a extraerse puede fijarse en la segunda corredera , la segunda corredera puede moverse mediante un elemento de motor con respecto a la segunda corredera , y el segundo elemento de motor puede regularse o controlarse independientemente del primer elemento de motor.
DISPOSICION DE ACCIONAMIENTO DE UNA PRENSA DE EXTRUSION DE METAL.
(16/04/2006) Disposición de accionamiento para el movimiento de retorno de un soporte de un cargador y un larguero móvil de una prensa de extrusión de metal con una o varias unidades de cilindro - pistón que actúan entre un larguero cilíndrico y un larguero opuesto para aplicar la fuerza de presión, así como unidades de cilindros auxiliares del cargador o del larguero móvil asociadas al cargador y al larguero móvil que porta un punzón de extrusión, pudiéndose solicitar con presión para el movimiento de retorno los compartimentos (9a) de los cilindros, en el lado de la superficie anular, de las unidades de cilindros auxiliares del captador, y pudiendo conectarse con un tanque (T) los compartimentos (9b) de los cilindros en el lado de la superficie del pistón, las unidades de cilindros auxiliares…
PROCEDIMIENTO DE MOLDEO POR EXTRUSION E INSTALACION DE MOLDEO POR EXTRUSION, EN ESPECIAL PARA LA PRODUCCION DE PRODUCTOS MOLDEADOS POR EXTRUSION CURVADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2005). Inventor/es: GRAEFE, JOACHIM, MUSCHALIK, UWE. Clasificación: B21C23/12, B21C25/00.
Procedimiento de moldeo por extrusión, en especial para la fabricación de productos moldeados por extrusión curvados, de modo que el producto moldeado se moldea en una matriz situada delante de un contra- soporte de una instalación de moldeo por extrusión y a continuación se curva o dobla mediante la acción de fuerzas externas, caracterizado porque la fuerza externa influye en el contra-soporte en el producto moldeado que se introduce dentro del contra- soporte con dirección extrusión directa y se configura como mínimo un radio de curvatura en el producto moldeado.
PRENSA DE EXTRUSION O EXTRUSIONADORA DE TUBOS Y PRENSA DE EXTRUSION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2005). Ver ilustración. Inventor/es: ZIEMONS, HEINRICH, SCHALL, FRANZ. Clasificación: B21C23/21, B21C35/04.
Prensa de extrusión o extrusionadora de tubos y prensa de extrusión con una cizalla que presenta una cuchilla de cizalla que se puede elevar y rebajar para separar un residuo de prensado, formado en el material que ha extrusionarse, que sobresale de la herramienta, caracterizada porque la cuchilla de cizalla (13a; 13b) está alojada de forma basculante en el portacizalla en contra de una fuerza de ajuste (F) que actúa sobre la herramienta.
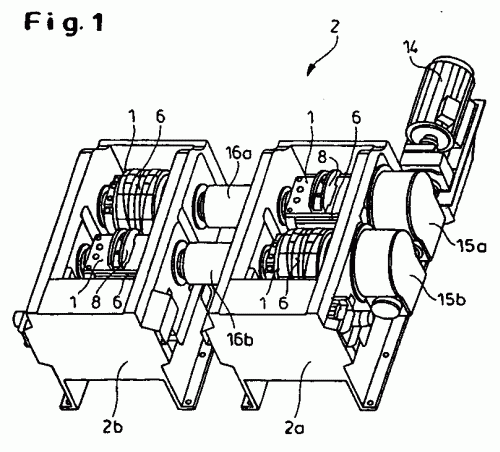
MAQUINA DE LAMINACION TRANSVERSAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2005). Ver ilustración. Inventor/es: GOBER, NORBERT. Clasificación: B21H8/02, B21H1/18.
Máquina de laminación transversal que comprende un par de cilindros con dos cilindros accionados conjuntamente, que giran en el mismo sentido de giro, colocados en una estructura de la máquina, estando dotados en su contorno de superficies de trabajo que forman herramientas, caracterizada porque está previsto un segundo par de cilindros y porque los pares de cilindros están acoplados entre sí de forma mecánica por dos estructuras (2a, 2b) de la máquina, dispuestas una junto a otra de forma paralela, realizadas en un modo constructivo modular, y son accionados por un mecanismo (14; 15a, 15b; 16a, 16b) de accionamiento común.
MAQUINA DE LAMINACION TRANSVERSAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2005). Inventor/es: STEHR, FRANZ. Clasificación: B21H8/02, B21H1/18.
Máquina de laminación transversal que comprende dos cilindros accionados conjuntamente, que giran en el mismo sentido de giro, colocados en una estructura de la máquina, estando dotados en su contorno de superficies de trabajo que forman herramientas, caracterizada porque la herramienta está configurada como un semi-cojinete y está dispuesta en un portaherramientas que, con una escotadura de soporte que lo atraviesa en la dirección del eje longitudinal del cilindro y está abierta en su lado opuesto a la herramienta , puede encasquetarse en el eje del cilindro y puede unirse con éste para formar una unidad de cilindros firme.
MAQUINA ENDERAZADORA DE CILINDROS INCLINADOS.
(01/03/2005) Máquina enderezadora de cilindros inclinados, que está constituida por un bastidor formado por un yugo inferior , por un yugo superior y por columnas que los unen, que recibe cilindros montados de forma giratoria en bastidores de cilindros, estando dispuesto el bastidor de cilindros del cilindro inferior desplazable verticalmente en el yugo inferior y estando dispuesto el bastidor de cilindros del cilindro superior , impulsado por un husillo de accionamiento, desplazable verticalmente en el yugo superior, y estando alojados los cilindros para el ajuste del ángulo de cruce de los ejes de los cilindros de forma giratoria alrededor de un eje medio vertical, caracterizada porque el cilindro superior está dispuesto en una pieza de montaje , que está guiada con cuatro superficies…
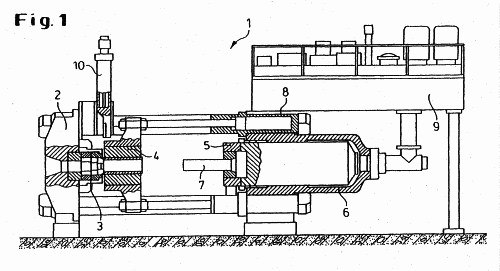
PRENSA DE EXTRUSION DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2004). Ver ilustración. Inventor/es: QUITTMANN, UWE, DIPL.-ING., GALA, VALENTIN, DIPL.-ING. Clasificación: B21C23/21.
Prensa de extrusión y de tubos , cuyo larguero móvil que soporta un troquel de prensa está configurado, para alojar y guiar un travesaño que soporta un mandril punzonador que atraviesa el troquel de prensa , a modo de bastidor con un émbolo perforado dispuesto sobre el mismo y dispuesto en un émbolo de prensa principal unido al larguero móvil , caracterizada porque las partes de bastidor o los reglones (10a, 10b) del larguero móvil que abrazan el travesaño perforado presentan lados exteriores configurados con estrangulamiento, de tal modo que la sección transversal mínima del larguero móvil está situada en la región central de los reglones (10a, 10b) con respecto a la longitud del larguero móvil.
PROCEDIMIENTO PARA FABRICAR PIEZAS ALARGADAS FORJADAS EN ESTAMPA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2004). Ver ilustración. Inventor/es: STAMM,DETLEF. Clasificación: B21K1/76, B21J9/02, B21J13/08, B21K27/06.
Procedimiento para fabricar piezas alargadas forjadas en estampa, mediante conformación en caliente en una prensa vertical de forja, que trabaja de forma totalmente automática con varias etapas de mecanizado (1 a 5) dispuestas sucesivamente o bien de forma adyacente, a la que se conduce el material de partida mediante un sistema de transferencia (ciclo 1, ciclo 2), en cada una de las etapas de mecanizado (1 a 5) situadas de forma adyacente se ocupan alternativamente de grabados (7,8; 7a, 7b; 8a 8b) previstos a una distancia entre centros , que corresponde exactamente a la mitad del paso de transferencia, conduciéndose el material de partida hasta el sistema de transferencia en la entrada de la prensa, alternativamente a la distancia entre centros de los grabados , y transportándose el material de partida en ciclos alternos (ciclo 1, ciclo 2) del sistema de transferencia con un paso de transferencia correspondiente respectivamente al doble de la distancia entre grabados.
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELIMINACION DE RESTOS DE PRENSADO Y DE INCRUSTACIONES DE UNA PLACA DE PRENSA Y UNA MATRIZ, RESPECTIVAMENTE, EN PRENSAS DE EXTRUSION DE METAL CON INCRUSTACIONES.
(01/10/2002) Procedimiento para la eliminación de restos de prensado y de incrustaciones de una placa de prensa y de una matriz , respectivamente, durante el prensado por extrusión de metal con incrustaciones, en el que la placa de prensa y la matriz , respectivamente, envueltas con resto de prensado e incrustaciones, se mueven a través de un intersticio formado por dos cuchillas o una cuchilla y una placa de guía, que tiene una anchura correspondiente a la dimensión axial de la placa de prensa y de la matriz en paralelo a sus superficies frontales y se cortan los restos que ocupan las superficies frontales,…
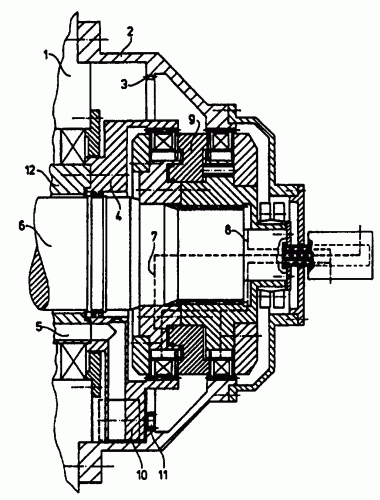
DISPOSITIVO PARA EL RETORNO DE ACEITE DE EMBRAGUES Y FRENOS HIDRAULICOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/01/2002). Ver ilustración. Inventor/es: GOBER, NORBERT, KREISL, JOACHIM. Clasificación: F16D67/04, F16D65/853.
LA INVENCION SE REFIERE A UN DISPOSITIVO DE UN EQUIPO DE EMBRAGUE O DE FRENO DE FUNCIONAMIENTO EN HUMEDO ACCIONADO MEDIANTE ACEITE DE REFRIGERACION Y LUBRICACION. EL PROPOSITO ES ASEGURAR LA DESCARGA DEPENDIENTE DE LA TEMPERATURA Y DE LA VELOCIDAD DEL ACEITE DE REFRIGERACION Y DE LUBRICACION UTILIZANDO ELEMENTOS DE ENGRANE, QUE PERMITEN QUE LA MAQUINA FUNCIONE SIN INTERRUPCION, INDEPENDIENTEMENTE DE LAS CONDICIONES DE OPERACION, Y EXTENDIENDO EL CAMPO DE USOS POSIBLES CON UN ALOJAMIENTO DE ACOPLAMIENTO ROTATORIO DENTRO DEL CAMPO DE BAJA VELOCIDAD. EL PROBLEMA DE CONSEGUIR UN FLUJO DE RETORNO FIABLE DE ACEITE Y DE ESTA FORMA UN INCREMENTO OPERACIONAL DE LA FIABILIDAD SE RESUELVE, DE ACUERDO CON LA INVENCION, MEDIANTE UN ANILLO DENTADO, QUE ACCIONA UNA BOMBA DE ACEITE MEDIANTE UN PIÑON DENTRO DEL ALOJAMIENTO DE ACOPLAMIENTO ROTATIVO. EN PARTICULAR, LA BOMBA DE ACEITE ESTA MONTADA SOBRE O EN LA CARCASA DE FRENO.
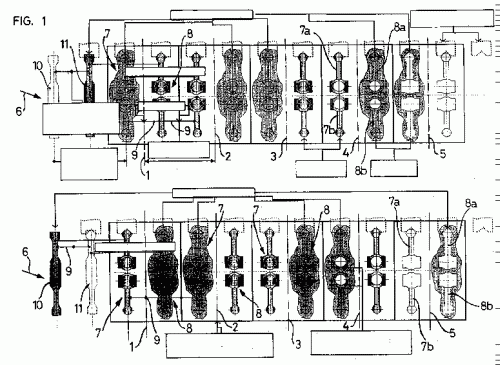
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2001). Inventor/es: MUSCHALIK, UWE, CLAASEN, KARL HERMANN. Clasificación: B21C23/21.
Prensa metálica de varios cilindros que comprende una pieza fija resorte de cilindro como soporte de la herramienta de la prensa. La prensa multicilindro de varilla metálica comprende una pieza fija resorte de cilindro formada como soporte de la herramienta de prensa . Los pistones de prensado , dispuestos en los cilindros de prensado de la pieza resorte en el lado opuesto de la superficie actuadora, están conectados para llenar cuerpos abarcando el espacio libre del cilindro (32R, 62R) hasta una de las superficies actuantes de los pistones de prensado y los extremos del cilindro . Los cuerpos de llenado están unidos entre los pistones de pensado y los extremos del cilindro.
PROCEDIMIENTO PARA LA TRANSFERENCIA DE ANILLOS EXTRUIDOS ENROLLADOS EN FORMA DE ANILLOS EN CALDERAS DE PROTECCION, Y TRANSPORTE DE LOS ANILLOS DE ALAMBRE CON DISPOSITIVO DE ENTREGA.
(01/02/2001) LA INVENCION SE REFIERE A TRANSPORTE DE ANILLOS DE ALAMBRE A LA SALIDA DE PRENSAS DE EXTRUSION. PERFILES MACIZOS O HUECOS EXTRUIDOS ENROLLABLES, QUE SE DESIGNARAN DE FORMA GLOBAL COMO ALAMBRES, SE DEVANAN EN BOBINAS FORMANDO ANILLOS Y SE LLEVAN POR UN SISTEMA TRANSPORTADOR , DIMENSIONADO DE FORMA QUE LOS ANILLOS DE ALAMBRE SE PUEDAN ENFRIAR SUFICIENTEMENTE, DESDE LAS BOBINAS A LAS INSTALACIONES SUBSIGUIENTES PARA SU ULTERIOR TRATAMIENTO, PARA REUNIR, PARA ATAR LOS ANILLOS Y PARA SU TRANSPORTE DE SALIDA. LOS ANILLOS DE ALAMBRE QUE SE DEVANAN EN CALDERAS DE PROTECCION SE DEBERAN SACAR AL FINAL DEL TRANSPORTADOR DE LAS CALDERAS DE PROTECCION PARA INTEGRARLOS A LAS INSTALACIONES SUBSIGUIENTES , Y LAS CALDERAS VACIAS SE DEBEN VOLVER A TRANSPORTAR A LAS BOBINAS . COMO CONSECUENCIA DEL PROCESO DE ENTREGA, LOS ANILLOS…
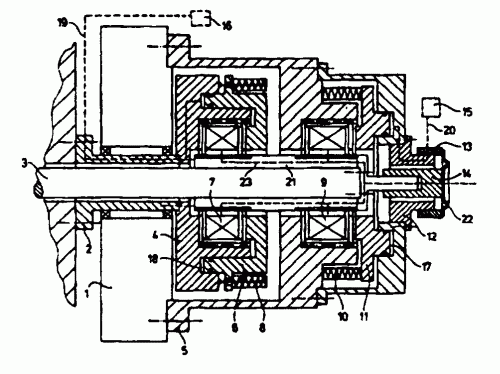
EMBRAGUE Y FRENO MANIOBRADOS POR UN FLUIDO A PRESION.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/11/1999). Ver ilustración. Inventor/es: GOBER, NORBERT, KREISL, JOACHIM. Clasificación: F16D67/04, B30B15/10.
LA INVENCION SE REFIERE A UN EMBRAGUE Y FRENO QUE PUEDEN SER ACCIONADOS DE FORMA SEPARADA, CON PREFERENCIA PARA PRENSAS. EL OBJETIVO DE LA INVENCION ES DISEÑAR UN EMBRAGUE Y UN FRENO QUE FORMAN UN MODULO QUE PUEDE DISPONERSE SOBRE UN EXTREMO DEL EJE Y PUEDE CONECTARSE EN UNA MANERA DEFINIDA CON BAJA INERCIA DE MASA. PARA ESTE OBJETIVO EL MEDIO HIDRAULICO ES SUMINISTRADO A LA CAMARA DE PRESION DEL FRENO A TRAVES DEL EJE HUECO QUE PORTA EL VOLANTE CON LA CARCASA DE EMBRAGUE Y DE TAL FORMA QUE ES CRUZADO MEDIANTE EL EJE DE ACCIONAMIENTO. ADICIONALMENTE LA CARCASA DE FRENADO DISPUESTA SOBRE EL EJE HUECO DISPONE DE UNA CAMARA DE PRESION QUE ES COAXIAL CON RESPECTO A LOS DISCOS DE FRENADO Y CONTIENE LOS DISCOS DE FRENADO.
PRENSA DE EXTRUSION DE METAL HORIZONTAL.
(01/11/1999) LA INVENCION SE REFIERE A UNA EXTRUSIONADORA HORIZONTAL PARA BARRAS DE METAL EN CUYO BASTIDOR, FORMADO POR UN LARGUERO CILINDRICO, UN CONTRALARGUERO Y LOS TENSORES QUE LOS UNEN, UN SOPORTE RECEPTOR Y UN LARGUERO MOVIL QUE PORTA UN TROQUEL DE EXTRUSION CONDUCIDO POR LOS TENSORES PUEDEN DESPLAZARSE A LO LARGO DEL EJE (X-X) DE LA PRENSA. LOS TENSORES , PROVISTOS DE SUPERFICIES DE APOYO (15A) ORIENTADOS HACIA EL EJE (X-X) DE LA PRENSA, SOPORTAN Y CONDUCEN EL SOPORTE RECEPTOR , ASI COMO EL LARGUERO MOVIL , MEDIANTE LOS SOPORTES AJUSTABLES EN SU DISTANCIA DE APOYO Y DISPUESTOS ENTRE LAS MENSULAS DEL SOPORTE RECEPTOR Y EL LARGUERO MOVIL , ASI COMO LAS SUPERFICIES DE APOYO (15A). LA INVENCION PRETENDE…
PRENSA DE HUSILLO Y PROCEDIMIENTO PARA HACER FUNCIONAR UNA PRENSA DE HUSILLO.
(01/05/1999) UNA PRENSA DE HUSILLO ESTA COMPUESTA POR UN HUSILLO GIRATORIO , UNA RUEDA VOLANTE QUE GIRA ININTERRUMPIDAMENTE EN UN SENTIDO DE ROTACION Y UN EMBRAGUE DE FRICCION CONTROLADO POR PRESION, CUYO DISCO DE ACOPLAMIENTO PRODUCE UNA FRICCION ENTRE EL PISTON Y LA RUEDA VOLANTE , PARA PRODUCIR LA CARRERA DE TRABAJO. LA PRENSA TAMBIEN ESTA PROVISTA DE UN ACCIONAMIENTO DE OPERACION INVERSA , PARA EL RECORRIDO DE RETORNO DE UN CARRO PORTAUTILES QUE SUBE Y BAJA Y QUE SE ENCUENTRA EN EL VOLUMEN DE UN CILINDRO DEL INTERIOR DE LA MAQUINA. DICHO ACCIONAMIENTO SE CONECTA A CILINDROS DE AIRE PARA COMPENSAR PESO,…
MAQUINA DE CONFORMACION AUTOMATICA.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/04/1997). Inventor/es: ENDTER, HORST. Clasificación: B30B1/26, F16H21/30, B21J9/18.
UNA MAQUINA DE CONFORMADO AUTOMATICO PARA LA OBTENCION DE PIEZAS DE TRABAJO DE FORJA ESTA GUIADA ETAPA A ETAPA A TRAVES DEL AREA DE FORJADO Y DISPONE DE UN EJE DE ACCIONAMIENTO EXCENTRICO SOBRE EL CUAL ESTA MONTADO UNA BARRA DE CONEXION UNIDA A UN CARRO DE HERRAMIENTA MOVIL HACIA ARRIBA Y HACIA ABAJO. MEDIANTE LA ASOCIACION DE UN MECANISMO DE ACCIONAMIENTO IRREGULAR CON EL EJE EXCENTRICO, LA MAQUINA DE CONFORMADO AUTOMATICO PERMITE UNA OPERACION CONTINUA INCLUSO EN EL CASO DE FORJA EN CALIENTE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}