95 patentes, modelos y diseños de SMS DEMAG AKTIENGESELLSCHAFT (pag. 3)
LIMPIEZA DE DESBASTE DEL HORNO DE SOLERA DE RODILLOS DE UN MINI-MILL.
(16/07/2005) Dispositivo para extraer cascarillas sueltas de la superficie de un desbaste, en especial de un desbaste delgado de un mini-mill que comprende al menos una máquina de colada de desbaste, una instalación de separación de desbaste, un horno de compensación de temperatura y una o varias cajas de laminación con instalación de devanado así como una instalación de rociado para el desbaste suelto, que presenta al menos un tubo de inyección inferior y superior en cada caso con relación al desbaste , estando equipado cada tubo de inyección con un número de toberas de inyección y dispuesto delante del horno de compensación de temperatura , en especial un horno de solera de rodillos, y estando conectado a una tubería de alimentación para agua a la presión necesaria tecnológicamente y con una corriente volumétrica dimensionada de forma correspondiente…
PROCEDIMIENTO Y DISPOSITIVO PARA DESPLAZAR DE FORMA ORIENTADA AL CANTO DE LA BANDA CILINDROS INTERMEDIOS EN UNA CAJA DE LAMINADO DE 6 CILINDROS.
(16/07/2005) Procedimiento para el desplazamiento de cilindros (11, 11) intermedios orientado al canto de la banda en una caja de laminado de 6 cilindros, que comprende en cada caso un par de cilindros (10, 10) de trabajo, cilindros (11, 11) intermedios y cilindros (12, 12) de soporte, de modo que como mínimos los cilindros (11, 11) intermedios y los cilindros (10, 10) de trabajo actúan conjuntamente con dispositivos para el desplazamiento axial, y cada cilindro (11, 11) intermedio presenta en la zona del canto (14) de la banda una tabla, prolongada correspondiendo con la medida de la carrera de desplazamiento, con esmerilado (x) posterior por un lado, y el cilindro intermedio superior se desplaza axialmente en la dirección del lado (AS) de accionamiento…
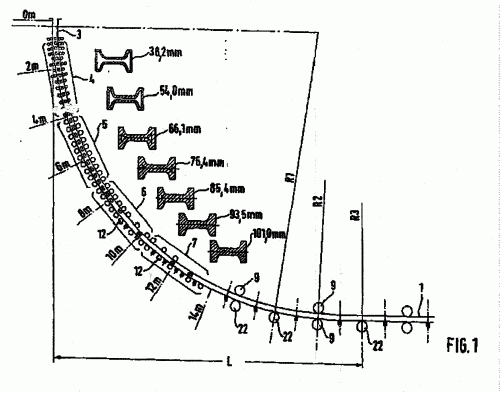
PROCEDIMIENTO Y GUIA DE BARRAS PARA SOPORTAR, GUIAR Y ENFRIAR BARRAS FUNDIDAS DE ACERO, ESPECIALMENTE PERFILES PREVIOS PARA VIGAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2005). Ver ilustración. Inventor/es: FEST, THOMAS, FISCHER, LOTHAR, ZAJBER, ADOLF-GUSTAV, LETZEL, DIRK, MILEWSKI, WILFRIED, SCHNEIDER, HEINZ, DIETRICH, BROTSKI, HERBERT. Clasificación: B22D11/128, B22D11/00, B22D11/124.
Procedimiento para soportar, guiar y enfriar barras de acero fundidas, especialmente de perfiles previos para vigas, en el que la barra fundida, después de salir de la coquilla de fundición continua, se enfría y se expulsa fuera a un segmento cero en un enfriamiento secundario y, adicionalmente, en segmentos de soporte subsiguientes, mediante agua de inyección, caracterizado porque, para evitar una estructura de solidificación no deseada en los bordes superiores de las aletas o en otras zonas de la sección transversal, el enfriamiento y soporte del formato beam blank está adaptado a la zonas de solidificación de tal manera que sólo se produce el enfriamiento y soporte en la zonas en que haya formación de fase líquida.
PROCEDIMIENTO Y DISPOSICION DE TOBERAS PARA LUBRICAR CON UNA ANCHURA VARIABLE DEL INTERSTICIO ENTRE CILINDROS DE UNA CAJA DE LAMINADO.
(16/07/2005) Procedimiento para lubricar cilindros, especialmente para lubricar el intersticio entre los cilindros, en cajas de laminado para una banda de laminación, con una dispersión de aceite en agua, manteniendo de una forma que puede determinarse previamente tanto una característica de mezcla, como también un caudal de la dispersión, de modo que ésta se prepara en un mezclador con proporciones regulables de agua y aceite para formar una dispersión homogénea, y se alimenta a diferentes zonas (Zi) de pulverización para la distribución (Bi) variable por el ancho de banda, y a cada zona (Zi) de pulverización con un ancho de banda (Bi) de pulverización asociable se le asocia al menos una hilera (Di) de toberas que son accionadas en cada caso por al menos una válvula (Si) de mando, caracterizado porque…
CAJA DE LAMINADO PARA LAMINAR DIVERSOS MATERIALES DE LAMINACION QUE REQUIEREN FUERZAS DE LAMINACION DIFERENTES.
(16/07/2005) Caja de laminado para laminar diversos materiales de laminación que requieren diferentes fuerzas de laminación, con un cilindro de trabajo inferior y otro superior, cilindros de soporte asociados a los cilindros de trabajo, si se da el caso, un dispositivo para curvar cilindros para los cilindros de trabajo, así como también, si se da el caso, dispositivos para ajustar y equilibrar los cilindros de soporte y con parejas de cilindros de ajuste entre el castillete de laminación y las colisas de cojinete del cilindro, caracterizada porque los cilindros de ajuste se componen en cada caso de un cilindro telescópico en el que se prevé un primer cilindro concéntrico con diámetro grande para altas fuerzas de laminación y un segundo cilindro concéntrico con diámetro menor…
DISPOSITIVO PARA APLICAR LUBRICANTES SOBRE LA SUPERFICIE PERIFERICA DE CILINDROS EN CAJAS DE LAMINACION.
(16/07/2005) Dispositivo para aplicar lubricantes sobre la superficie periférica de cilindros en cajas de laminación para laminar bandas, en especial cajas de laminación múltiples con cilindros de apoyo y de trabajo (SW; AW), con el que se aplican los lubricantes en cada caso sobre la superficie periférica del cilindro de trabajo (AW), que impulsa la banda a laminar (WB), y se produce esta aplicación de lubricante a través de rodillos de aplicación (ATW) que pueden presionarse contra la superficie periférica del cilindro de trabajo (AW) o bandas sinfín (EB) giratorias, sobre cuya superficie periférica se aplica el lubricante a través de rodillos de inmersión de instalaciones de pulverización, centrifugado o laminado intermedio, caracterizado porque la aplicación del lubricante sobre regiones…
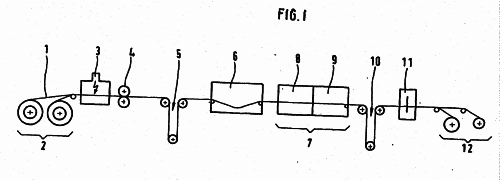
LAMINADOR EN FRIO ASI COMO PROCEDIMIENTO PARA EL LAMINADO EN FRIO DE FLEJE METALICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2005). Ver ilustración. Inventor/es: JEPSEN, OLAF-NORMAN, ZIELENBACH, MICHAEL, STACHULETZ, MANFRED, STACHULETZ-KUHBACHER , ANGELA, BROCKES, UDO. Clasificación: B21B37/50, B21B37/16.
Laminador en frío para el laminado en frío de fleje metálico , en particular de acero, con una caja de laminación con medios para ajustar una abertura entre cilindros, así como con un dispositivo bobinador dispuesto delante de la caja de laminación en frío para el desenrollado del fleje y con un dispositivo bobinador dispuesto a continuación de la caja de laminación en frío para el enrollado del fleje , caracterizado porque entre el dispositivo bobinador dispuesto delante de la caja individual de laminación y ésta está dispuesto un acumulador de fleje para una regulación del caudal másico y una regulación de la tracción del fleje del proceso de laminado, en particular en el laminado flexible.
PROCEDIMIENTO E INSTALACION DE PRODUCCION PARA PRODUCIR PRODUCTOS PLANOS DELGADOS.
(01/07/2005) Procedimiento para producir productos planos de acero, incluso de gran anchura, a partir de desbastes planos colados en continuo de grosor grande o mediano o de barras delgadas en un tren de desbaste de una o de múltiples cajas, en un camino de rodillos para transportar el producto plano y, dado el caso, para la reversión; a través de un tramo de camino de rodillos dotado de tapas de recubrimiento plegables, termoaislantes, en un dispositivo de calentamiento inductivo para el calentamiento regulado de prebandas a una temperatura definida a lo largo de su longitud y anchura, en un tren de acabado de varias cajas, en…
DISPOSITIVO DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2005). Ver ilustración. Inventor/es: KLEIN, ACHIM, THIEL, HERMANN, DIEHL, CHRISTIAN. Clasificación: B21B31/16.
Dispositivo de laminación con al menos dos cilindros dispuestos en un bastidor común, retenidos en largueros laterales de montantes de un bastidor en cojinetes desplazables verticalmente y con al menos una instalación de desplazamiento axial sobre uno de los cilindros , caracterizado porque la instalación de desplazamiento axial está asociada a los cojinetes desplazables verticalmente y se puede desplazar verticalmente con éstos.
INSTALACION DE LAMINADO EN CALIENTE.
(01/06/2005) Instalación de laminado en caliente para el laminado de un fleje de laminado en caliente, para un amplio surtido de productos que se han de laminar de material comformable de diferente dificultad, con una instalación de colada para planchones delgados para la colada de planchones continuos, una cizalla contigua a la instalación de colada para planchones delgados para separar los planchones de colada continuos a la longitud deseada, que se corresponde respectivamente con la longitud de un rollo laminado completo o a uno múltiple, un horno con solera de rodillos para amortiguar y templar los planchones separados, una caja descascarilladora a continuación del horno con solera de rodillos , así como un tren laminador de siete cajas , con un trayecto de enfriamiento dispuesto al final del tren laminador y una cizalla para…
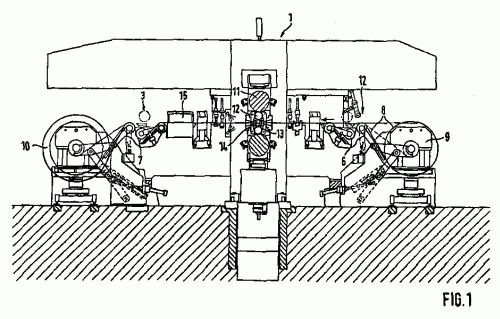
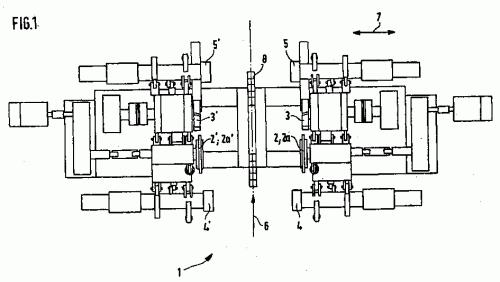
CIZALLA COMPACTA CON CUCHILLAS CIRCULARES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2005). Ver ilustración. Inventor/es: GRAFE, HORST, BEUTER, MATTHIAS. Clasificación: B23D31/04, B23D25/14.
Dispositivo para cantear por las dos caras de cintas de rodamiento y/o chapas con una cizalla de cantear doble y una cizalla rebordeadora para separar tiras, que a su vez está asignada a una cizalla de cantear y que está intercalada respecto a la línea de paso del material que se ha de cantear debajo de la cizalla de cantear, así como con un par de rodillos controladores respectivamente en la parte entrante y en la parte saliente de la cizalla de cantear doble, caracterizado porque, cada cizalla de cantear (2, 2), cada cizalla rebordeadora para separar tiras (3, 3) así como cada par de rodillos controladores (4, 4; 5, 5) están unidos al menos a un cuerpo base (11, 11), y un cuerpo base (11, 11) fijo así como el segundo cuerpo base (11, 11) están dispuestos de forma que pueden fijarse y desplazarse para adaptarse a los distintos anchos de cantear de la cinta de rodamiento y/o la chapa.
PROCEDIMIENTO PARA EL AJUSTE ESPECIFICO DE LA ESTRUCTURA SUPERFICIAL DE MATERIAL LAMINADO EN EL CASO DE POST-LAMINADO EN FRIO EN CAJAS DE LAMINACION ENDEREZADORAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2005). Ver ilustración. Inventor/es: PAWELSKI, HARTMUT. Clasificación: B21D1/00.
Procedimiento para el ajuste específico de la estructura superficial de material laminado en el caso de post-laminado en frío en cajas de laminación enderezadoras, produciéndose una transmisión parcial de la estructura superficial de los cilindros de trabajo sobre el material laminado , caracterizado porque con ayuda de un modelo tribológico para la descripción matemática de los grados de rozamiento en la rendija entre cilindros , se calcula la variación de la rugosidad del material laminado en el proceso de laminado de un tren de enderezado con una o varias cajas, con preferencia dos cajas, en un cálculo de optimización con variación de los parámetro de laminado teniendo en cuenta los límites existentes de la máquina, y se utilizan los resultados obtenidos para el ajuste previo de al menos una parte de los parámetros de laminado usados para el cálculo.
PROCEDIMIENTO E INSTALACION PARA FABRICACION DE CINTAS Y CHAPAS DE ACERO.
(16/04/2005) Procedimiento para la fabricación de cintas y chapas de acero, laminándose en un tren de laminación, junto con primeros productos de fundición, al menos segundos productos de fundición de acero inoxidable producidos en una segunda ruta (II) de proceso, enfriándose el producto laminado en un camino de rodillos de salida y enrollándose en un dispositivo de bobinado, caracterizado porque la primera ruta (I) de proceso comprende la fundición de una barra en formato de desbaste delgado de un acero al carbono o de un acero inoxidable en una máquina de colar y el guiado de los productos de fundición a través de un horno de compensación para la obtención de una temperatura uniforme,…
DISPOSITIVO PARA RECIBIR Y TRANSPORTAR ADICIONALMENTE ROLLOS DE BANDAS LAMINADAS TRANSPORTADOS A ESTE DESDE UN TREN DE LAMINACION DE BANDAS O UN ALMACEN DE BANDAS LAMINADAS.
(16/04/2005) Dispositivo para recoger, transportar adicionalmente y desenrollar rollos (WB) de bandas laminadas transportados sucesivamente a éste desde un tren de laminación de bandas o un almacén de bandas laminadas, compuesto de un soporte (KT) de tipo carrusel, que puede accionarse de forma giratoria alrededor de un eje (VA) vertical, con cuatro bóvedas (TD) portadoras colocadas de forma giratoria, en voladizo de forma radial, desplazadas un ángulo de 90º unas respecto de otras, con elementos (RV) axiales de bloqueo, que las giran en cada caso un determinado ángulo de giro desde una posición (A) de recogida para los rollos (WB)…
CAJA DE LAMINACION CON UN PAR DE CILINDROS CVC.
(16/04/2005) Caja de laminación con un par de cilindros CVC, preferiblemente un par de cilindros (1, 1) de trabajo CVC y un par de cilindros de apoyo que presentan una zona (bcont) de contacto en la que actúa un momento (M) que actúa de forma horizontal, el cual conduce a que se crucen los cilindros y, con ello, a fuerzas axiales en los cojinetes de los cilindros, caracterizada porque el momento (M) está minimizado mediante un rectificado CVC adecuado de los cilindros (1, 1) con una trayectoria del radio (contorno) de los cilindros (1, 1) CVC definida mediante la expresión polinómica: donde: R(x) = trayectoria del…
CAJA DE LAMINACION PARA LA LAMINACION EN CALIENTE O EN FRIO DE MATERIAL METALICO EN FLEJES.
(16/04/2005) Caja de laminación para la laminación en caliente o en frío de material metálico en flejes, por ejemplo, de diferentes calidades de acero, con cilindros de soporte y trabajo que están colocados en cada caso de forma giratoria en colisas de cojinete de los cilindros, de modo que las colisas de cojinete pueden ajustarse en cada caso por los dos lados en dispositivos de guiado del bastidor de soporte para ajustar el intersticio de laminación y, adicionalmente, mediante unidades horizontales de cilindros de tipo émbolo dispuestas en el bastidor de soporte, como mínimo por un lado, para ajustar la holgura, caracterizada porque las colisas de cojinete de los cilindros de trabajo de como mínimo un lado (9a) del bastidor pueden presionarse, mediante la unidad de cilindro de tipo émbolo dispuesta en el bastidor de soporte y mediante un elemento…
CAJA DE LAMINACION PARA LA FABRICACION DE CINTAS LAMINADAS PLANAS CON SOBREELEVACION DESEADA DEL PERFIL DE CINTA.
(16/04/2005) Caja de laminación para la fabricación de cintas de laminación planas con sobreelevación deseada de perfil de cinta, con cilindros de trabajo apoyados, al menos, en un cilindro de apoyo , en el que los cilindros de trabajo presentan distintos diámetros, el cilindro de trabajo más grueso está unido con un accionamiento y el cilindro de trabajo más delgado rota simultáneamente como cilindro de arrastre, caracterizada porque - los cilindros de apoyo y los cilindros de trabajo están dispuestos de forma que pueden desplazarse axialmente en la caja de laminación , - al menos uno de los cilindros de trabajo está realizado de forma que puede ajustarse en el sentido de descarga de la cinta de…
DIVISOR DE COQUILLA AJUSTABLE PARA EL MONTAJE EN UNA COQUILLA DE DESBASTE CONVENCIONAL.
(16/04/2005) Divisor de coquilla para el montaje en una coquilla de desbaste con partes laterales estrechas configuradas para el ajuste lateral con objeto de la fundición opcional de varias coladas con anchuras variables de las coladas, que comprende una carcasa que se puede incorporar en la coquilla de forma fija estacionaria con respecto a sus placas laterales anchas y con órganos de ajuste que se pueden instalar a ambos lados en la dirección de la anchura de la coquilla con placas de soporte presentes en sus extremos y con placas de intercambio de calor de lados estrechos dispuestas en estas placas de soporte, caracterizado porque los órganos de ajuste se pueden accionar con la ayuda de medios…
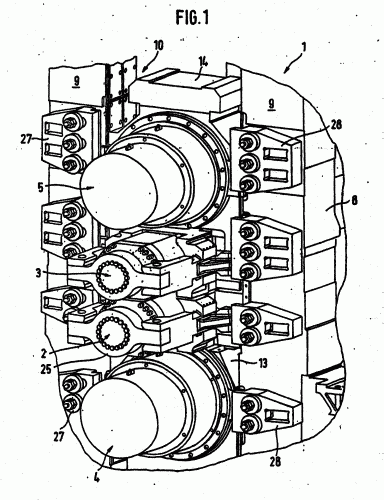
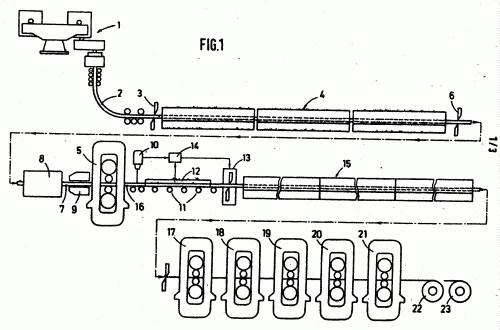
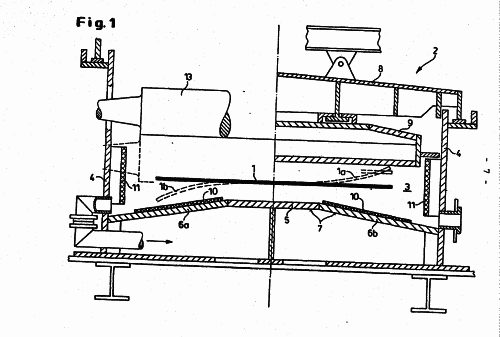
INSTALACION DE COLADA CONTINUA CON HORNOS DISPUESTOS A CONTINUACION, BASTIDORES DE LAMINADOR DE DESBASTE Y UN TREN DE ACABADO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/04/2005). Ver ilustración. Inventor/es: BIUMER, KLAUS, SUDAU, PETER, MILLER, KARL-FRIEDRICH. Clasificación: C21D9/00, B21B1/46, F27D3/00, B21B39/00, F27B9/30, B23K7/00, B21B15/00, B21B39/14, B21B45/00.
Instalación de laminado en caliente, compuesta de al menos una instalación de colada continua con horno dispuesto a continuación, al que siguen un bastidor de laminado de desbaste y un horno-túnel así como un tren de acabado, caracterizada porque la guía lateral de fleje presenta una longitud de al menos 4 m, porque al horno-túnel está predispuesto o asignado al menos un dispositivo que detecta la posición de las aristas de fleje, porque el horno-túnel presenta al menos un segmento de cubierta (30 a 32) que puede bascular hacia arriba, porque al menos junto al horno- túnel puede desplazarse un dispositivo de evacuación que se extiende en su dirección longitudinal, y porque a los dispositivos que establecen las posiciones de las aristas de fleje se han asignado dispositivos de valoración así como un dispositivo de conexión de emergencia y/o un dispositivo parcial transversal que activa cortes de emergencia.
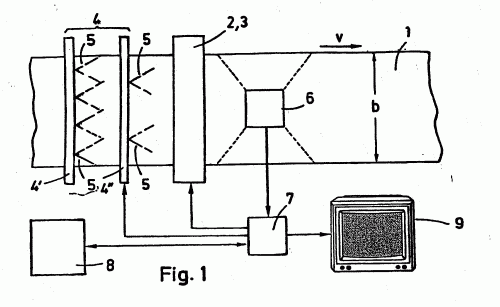
PROCEDIMIENTO Y DISPOSITIVO PARA DECAPAR BANDAS DE ACERO FINO.
Sección de la CIP Química y metalurgia
(01/03/2005). Ver ilustración. Inventor/es: HAENTJES, MICHAEL. Clasificación: C23G1/08.
Procedimiento para decapar una banda de acero fino laminada en caliente con estructura austenítica, ferrítica y / o martensítica que se conduce a etapas de lavado con ácido nítrico y con agua de lavado a través de etapas de decapado con ácido clorhídrico, caracterizado porque la banda de acero fino que sale de un horno de recocido se decapa en una primera etapa de lavado con un decapante (14b) alternativo, compuesto de una mezcla de ácido sulfúrico o ácido clorhídrico con peróxido de hidrógeno y otros aditivos, tras el decapado en una etapa de decapado sin un descascarillado por chorreado y se lava con ácido nítrico en una segunda etapa de lavado y se trata con agua de lavado en otras etapas de lavado.
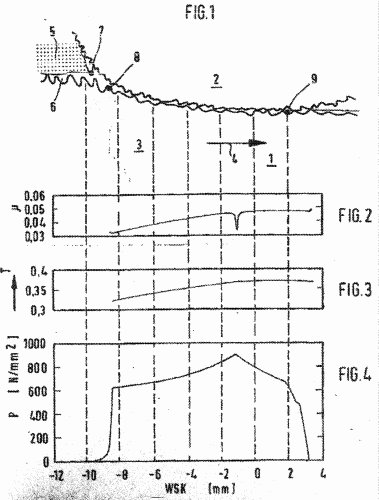
PROCEDIMIENTO DE LAMINACION PARA UNA BANDA DE METAL Y DISPOSICION DE LAMINACION CORRESPONDIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2004). Ver ilustración. Inventor/es: HOLZ, RUDIGER, RICHTER, HANS-PETER. Clasificación: B21B37/44.
Procedimiento de laminación para una banda de metal , siendo laminada la banda de metal en al menos un bastidor de laminación , siendo aplicada sobre la banda de metal , distribuida sobre su anchura (b), una cantidad de lubricante , caracterizado porque detrás del bastidor de laminación se determina la curva de la temperatura de la banda de metal sobre la anchura de la banda de metal, siendo medida la temperatura a través de una cámara infrarroja -o una cámara CCD- , siendo comparada la temperatura medida con una temperatura predeterminada, siendo determinado(s) el / los punto(s) de la banda de metal , en el / los que la temperatura medida está por encima de la temperatura predeterminada y siendo utilizado(s) para el ajuste de la cantidad y/o de la distribución del lubricante.
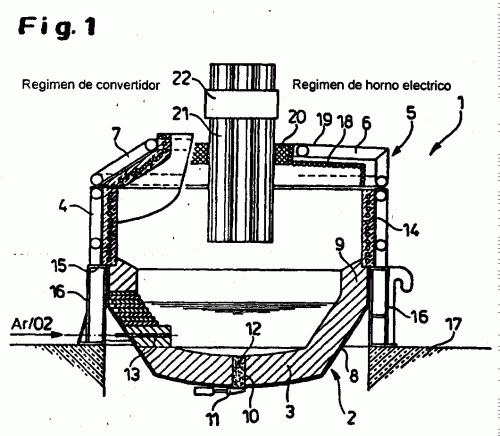
INSTALACION PARA LA PRODUCCION DE ACERO.
Secciones de la CIP Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura
(01/12/2004). Ver ilustración. Inventor/es: KIHNE, KLAUS-JURGEN. Clasificación: C21C5/52, F27B3/06, C21C7/068, C21C5/00, C21C5/42.
Instalación para la producción de acero, que comprende una cuba (1; 101; 1) en la que carga metálica se funde, como también se descarbura y afina, con una parte superior de la cuba con como mínimo una abertura a través de la cual puede entrar en la cuba al menos un electrodo , y con una parte inferior de la cuba con el fondo de la cuba, así como medios para sangrar la masa fundida y la escoria fuera de la cuba, caracterizada por un sistema de sangría en el fondo con una única abertura tanto para sangrar la masa fundida como también la escoria, estando dispuesta la abertura del sistema de sangría en el fondo, realizada en el fondo de la parte inferior de la cuba, de forma céntrica o excéntrica respecto al eje central vertical de la cuba, y por toberas de las paredes laterales en la parte inferior de la cuba para insuflar oxígeno y argón en la masa fundida.
INSTALACION DE TRATAMIENTO SUPERFICIAL PARA FLEJES QUE CIRCULAN CONTINUAMENTE A TRAVES DE UN RECIPIENTE DE TRATAMIENTO.
Sección de la CIP Química y metalurgia
(01/12/2004). Ver ilustración. Inventor/es: EKLUND, ANDERS, VOLZ, STEFAN, SCHILER, PETER, DANIELSON, OLLE. Clasificación: C23G3/02.
Instalación para el tratamiento superficial de flejes que circulan continuamente, en especial una instalación de decapado en la que el fleje circula por un recipiente alimentado con un líquido de tratamiento, cerrado mediante una tapa, caracterizada porque el fondo del recipiente está configurado en dirección transversal a modo de bandeja, poseyendo un segmento central fundamentalmente horizontal y segmentos de inclinación (6a, 6b) que decrecen desde allí hacia ambos lados.
PROCEDIMIENTO PARA LA PRODUCCION DE ACEROS INOXIDABLES, ESPECIALMENTE ACEROS FINOS QUE CONTIENEN CROMO Y CROMO-NIQUEL.
(16/11/2004) Procedimiento para la producción de aceros inoxidables, especialmente aceros que contienen cromo y cromo-níquel, en una instalación de fusión que presenta un recipiente metalúrgico para alimentar una instalación de fundición de acero, con lo que en el recipiente se lleva a cabo un proceso de horno de arco eléctrico y un proceso de soplado, y con lo que en el primero de estos pasos, en el que se realiza el proceso de fusión con arco eléctrico, se funde una carga que está compuesta esencialmente por hierro bruto o materias primas sólidos y/o líquidos, especialmente de chatarra, y en parte portadores de elementos de aleación que contienen carbono y silicio, y la colada se afina a continuación,…
PROCEDIMIENTO E INSTALACION PARA EL REVESTIMIENTO POR INMERSION EN CALIENTE DE BANDAS METALICAS.
(01/09/2004) Instalación para el revestimiento por inmersión en caliente de bandas metálicas en la que la banda de metal se transforma primero en una cinta continua en una estación desenrrolladora con máquina de soldar unida a ella y, a continuación, se somete la banda continua a un proceso de acabado posterior, que prevé un baño decapante principal, así como un baño decapante posterior y, en una última etapa del tratamiento en la parte (II) de revestimiento por inmersión en caliente, prevé la introducción de la banda continua en un baño de fundición, caracterizada porque el baño decapante principal está dispuesto en la parte (I) de entrada y desacoplado de la parte (II) de revestimiento por inmersión en caliente mediante los acumuladores de entrada, con lo que, para el funcionamiento…
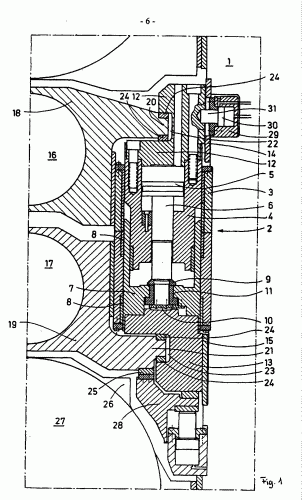
PROCEDIMIENTO Y DISPOSITIVO PARA VACIAR RECIPIENTES DE FUSION METALURGICOS POR BASCULADO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/05/2004). Inventor/es: SCHUBERT, MANFRED, STARKE, PETER. Clasificación: F27B3/06, F27B3/19.
Procedimiento para vaciar recipientes de fusión metalúrgicos por basculado, como por ejemplo hornos eléctricos de fusión por arco eléctrico y hornos eléctricos de fusión por resistencia, con bastidores del horno inferior situados sobre un cimiento, un dispositivo de basculado, una abertura de sangría obturable dispuesta en el fondo del horno y una arista de rebose de escorias dispuesta a un lado del horno, produciéndose el basculado mediante la elevación del lado del bastidor del horno inferior, situado enfrente de la abertura de sangría o de la arista de rebose de escorias , caracterizado porque el recipiente de fusión bascula alrededor de cada una de las dos capas de cimentación opuestas como punto de giro o eje de giro, modificándose la posición de la abertura de sangría y de la arista de rebose de escorias , durante el proceso de basculado, nada o de forma insignificante.
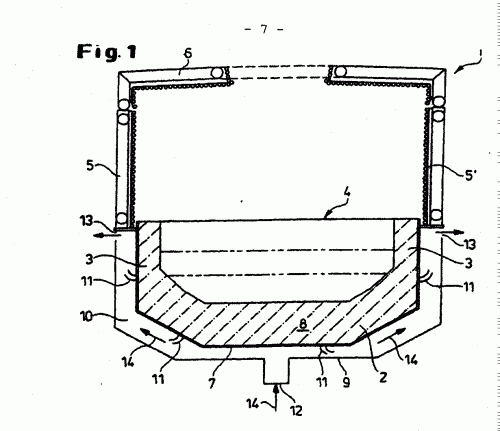
HORNO DE FUSION POR ARCO ELECTRICO O POR RESISTENCIA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/05/2004). Ver ilustración. Inventor/es: SCHUBERT, MANFRED, STARKE, PETER. Clasificación: F27B3/24.
Horno de fusión por arco eléctrico o de fusión por resistencia , con un recipiente de fusión con revestimiento refractario, que presenta un fondo y paredes con una pared de horno exterior , así como con una parte superior refrigerada mediante un refrigerante, que presenta paredes laterales superiores y una tapa , caracterizado porque la pared de horno del recipiente de fusión con revestimiento refractario está rodeada de un dispositivo refrigerante en forma de envoltura, al que afluye refrigerante en contacto directo con la pared de horno.
PROCEDIMIENTO Y DISPOSITIVO PARA EL SECADO Y EL MANTENIMIENTO SECO ESPECIALMENTE DE BANDA LAMINADA EN FRIO EN LA REGION DE SALIDA DE INSTALACIONES DE LAMINACION EN FRIO E INSTALACIONES DE FLEJES.
(16/01/2004) Procedimiento para el secado y el mantenimiento seco, especialmente de bandas laminadas (banda laminada en frío), hasta aproximadamente 10 mm de espesor, con preferencia menor que 0, 2 mm de espesor, en la región de salida de instalaciones de laminación en fría e instalaciones de fleje, en las que para la separación del espacio húmedo del tren de laminación con respecto a la región de salida restante, detrás del último bastidor de laminación, el espacio seco , está dispuesto un mamparo, cuya parte superior se conecta por encima de la banda al puente del bastidor y cuya parte inferior se conecta por debajo de la banda a la placa de base,…
DISPOSITIVO DE CURVADO PARA LOS CILINDROS DE TRABAJO DE UNA CAJA DE LAMINACION EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2003). Ver ilustración. Inventor/es: SUDAU, PETER, MILLER, HEINZ-ADOLF. Clasificación: B21B29/00.
Caja de laminación en caliente, con bloques colocados en las ventanas del montante, los cuales tienen unidades hidráulicas de émbolo y cilindro previstas como dispositivos de curvado, que pueden transmitir fuerzas de curvado hasta las piezas de montaje de los cilindros de trabajo por medio de piezas de guía desplazables linealmente, caracterizada porque por cada bloque está prevista una unidad hidráulica de doble efecto, compuesta de émbolo y cilindro , cuyos dos extremos están unidos a las piezas de guía , y porque las piezas de guía rodean por ambos lados a los extremos libres de los talones salientes de las piezas de montaje de los cilindros de trabajo con ranuras de guía que permiten el desplazamiento axial de los cilindros de trabajo.
PROCEDIMIENTO Y DISPOSITIVO PARA SANGRAR METAL FUNDIDO DE CALDERAS METALURGICAS DE FUSION.
Sección de la CIP Química y metalurgia
(01/09/2003). Inventor/es: DEPPNER, KARL-HEINZ, WU, WEI-PING. Clasificación: C21C5/46.
Procedimiento para sangrar metal fundido, preferiblemente acero fundido, de calderas metalúrgicas de fusión, como por ejemplo hornos de arco eléctrico, a través de un orificio de sangría dispuesto en el fondo de la caldera, estando cubierto el metal fundido en el momento de la sangría con una capa de escoria fundida y alejándose (mediante soplado) la escoria fundida de la superficie del metal fundido durante la sangría en la zona del orificio de sangría mediante al menos un chorro de gas, que se insufla mediante, al menos, una tobera en la caldera metalúrgica de fusión que se separa de la superficie del metal fundido (eliminar soplando), caracterizado porque en la zona del orificio de sangría al menos un chorro de gas está orientado de forma inclinada desde abajo y al menos un chorro de gas está orientado de forma inclinada desde arriba contra la escoria fundida.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2003). Inventor/es: MERZ, JURGEN, GRAFE, HORST, MINKER, JOCHEN, NIELSEN, DUANE, A., BARRY, MICHAEL, L. Clasificación: B23D31/00, B23D25/12.
Cizalla volante con por lo menos un tambor provisto de una cuchilla, cuya velocidad de rotación puede ser sincronizada con la velocidad de avance de la banda laminada, así como con un yunque de apoyo para el corte, situado frente al tambor, caracterizada porque como yugo de apoyo para el corte sirve la masa de la banda laminada , acelerada con empuje hacia atrás por medio del tambor con cuchilla, así como la fuerza de tensado de la banda laminada desviada.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}