43 patentes, modelos y diseños de SERRA SOLDADURA, S.A.
METODO Y APARATO PARA FABRICACION DE PERFILES MACIZOS A PARTIR DE BANDA DE FIBRA PREIMPREGNADA CON RESINA.
Sección de la CIP Técnicas industriales diversas y transportes
(29/10/2009). Ver ilustración. Inventor/es: FELIP,BLAI. Clasificación: B29C70/34, B29D31/00, B29C53/26.
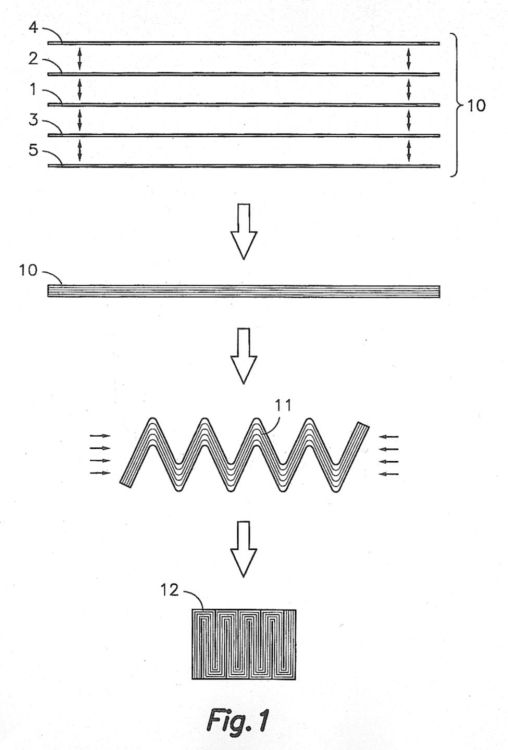
Método y aparato para fabricación de perfiles macizos a partir de banda de fibra preimpregnada con resina.#El método comprende los pasos de: proveer una banda plana de fibra preimpregnada con resina que tiene una dirección longitudinal y una dirección transversal; corrugar la banda plana hasta formar una banda corrugada con una pluralidad de pliegues en zigzag paralelos a dicha dirección longitudinal; y compactar dicha banda corrugada en la mencionada dirección transversal para poner en contacto y unir unas con otras unas superficies de dicha pluralidad de pliegues hasta formar un perfil macizo . El aparato incluye: una unidad de corrugado con una pareja de rodillos de corrugación provistos de estrías circulares conjugadas adaptados para corrugar dicha banda plana ; y una unidad de compactación que comprende al menos una pareja de rodillos laterales, enfrentados, adaptados para compactar lateralmente dicha banda corrugada hasta obtener dicho perfil macizo.
DISPOSITIVO Y METODO DE ALMACENAMIENTO Y DISPENSACION DE COMPONENTES Y VAINA DE ALMACENAMIENTO Y TRANSPORTE UTILIZADA.
Sección de la CIP Técnicas industriales diversas y transportes
(27/10/2009). Ver ilustración. Inventor/es: ROMA I GOMEZ,JORGE JUAN, FUSTEL I GASCON,ALFRED. Clasificación: B23P19/00, B21J15/32, B65G51/04.
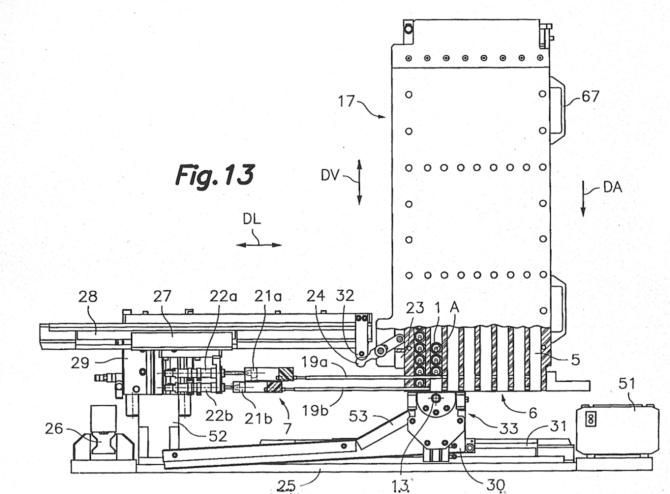
Dispositivo y método de almacenamiento y dispensación de componentes, y vaina de almacenamiento y transporte utilizada.#Los componentes (A) tienen una cabeza y un vástago, siendo la longitud del componente (A) mayor que la anchura de la cabeza. El dispositivo comprende un elemento de almacenamiento adaptado para albergar componentes (A) alojados individualmente en vainas de almacenamiento y transporte ; un dispositivo selector paso a paso para dejar pasar dichas vainas una a una a través de una salida ; una unidad de envío con un alojamiento adaptado para aguantar al menos una vaina cargada con un componente (A) procedente de la salida ; unos medios de soplado asociados a dicho alojamiento para aportar el fluido de transporte al interior de la vaina con el fin de impulsar el componente (A) fuera de la vaina y al interior de un tubo de transporte ; y un dispositivo de descarga adaptado para descargar la vaina vacía del alojamiento.
INSTALACION DE CARRO DESPALAZABLE EN INTERACCION CON UN FOSO PROTEGIDO.
Sección de la CIP Construcciones fijas
(21/07/2009). Ver ilustración. Inventor/es: FELIP,BLAI. Clasificación: E01B19/00.
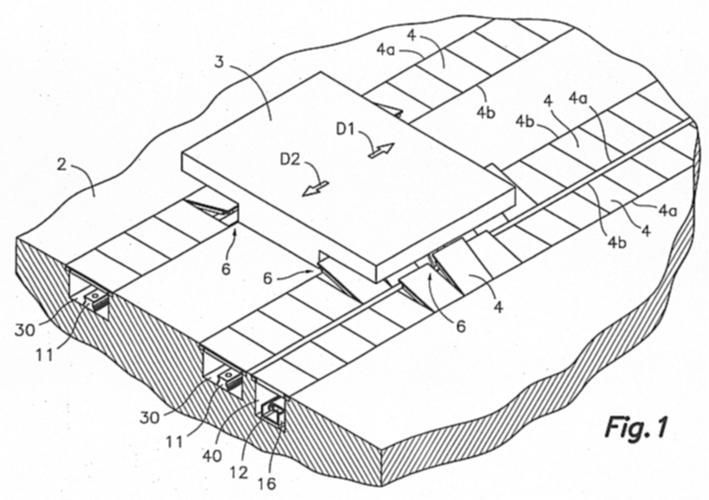
Instalación de carro desplazable en interacción con un foso protegido.#Comprende un foso formado en un suelo , y un carro guiado para desplazase a lo largo del foso llevando un elemento insertado permanentemente en el mismo. Una pluralidad de tapas adyacentes cubren el foso. Cada tapa tiene un extremo (4a) articulado a un borde longitudinal de la embocadura del foso y puede pivotar entre unas posiciones cerrada y abierta. El carro lleva un dispositivo de apertura y cierre que comprende un miembro de apertura dispuesto para incidir por debajo y levantar sucesivamente las tapas por delante del elemento insertado en el foso a medida que el carro se desplaza, un miembro de soporte intermedio para mantener las tapas en la posición abierta por encima del elemento insertado en el foso; y un miembro de cierre para descender sucesivamente las tapas a la posición cerrada por detrás del elemento insertado en el foso.
METODO Y APARATO DE COMPENSACION AUTOMATICA PARA PINZA DE SOLDADURA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2005). Ver ilustración. Inventor/es: GENDRAU I MAGRE,ANTONI, TEIXIDO I CASAS,MIQUEL, SUDRIA I ANDREU,ANTONI, BERGAS I JANE,JOAN GABRIEL. Clasificación: B23K11/31.
Método y aparato de compensación automática para pinza de soldadura. El método comprende: a) posicionar la pinza abierta en relación con una pieza de trabajo ; b) mantener la posición de la pinza mediante un actuador de compensación gobernado por unos medios de control según un modo de control de posición en el que dicho actuador es mantenido en una posición constante independientemente de la corriente consumida; c) detectar la corriente consumida por el actuador durante el modo de control de posición y pasar a un modo de control de corriente, en el que el actuador es mantenido a la corriente previamente detectada; d) cerrar los brazos porta-electrodos de la pinza mientras el actuador permanece bajo dicho modo de control de corriente, y efectuar la soldadura; y e) abrir la pinza y retornar el control del actuador al modo de control de posición.
POSICIONADOR DE TORNILLOS O SIMILARES EN UN PUNTO DE TRABAJO.
(16/03/2003) 1. Posicionador de tornillos o similares en un punto de trabajo, del tipo que comprende un cuerpo de receptáculo basculante a través del cual está definido un pasaje que comunica con una boquilla formada por al menos dos piezas articuladas por al menos una articulación respecto a dicho cuerpo de receptáculo basculante , siendo dichas piezas articuladas susceptibles de adoptar una posición cerrada, en la que queda formada una cavidad de retención para un tornillo o similar , y una posición abierta, en la que se facilita una salida para el tornillo o similar por la parte inferior de dicha cavidad , estando previstos unos medios elásticos para empujar dichas piezas…
DISPOSITIVO ALIMENTADOR SECUENCIAL DE COMPONENTES APLICABLE A UN APARATO POSICIONADOR.
(16/02/2003) 1. Dispositivo alimentador secuencial de componentes aplicable a un aparato posicionador, del tipo que comprende un cuerpo en el que está dispuesta una recámara capaz de alojar uno de dichos componentes (A) y susceptible de comunicar al menos una entrada de componentes (A) con al menos una salida de componentes (A), cuya entrada , que es al menos una, está conectada a una conducción de alimentación de componentes (A), los cuales llegan apilados y preorientados, y que acceden a dicha recámara por gravedad, estando dispuestos al menos unos medios sopladores enfrentados a dicha salida , que es al menos una, para empujar por soplado un componente (A) situado en la recámara a través de la salida y a lo largo de un correspondiente…
POSICIONADOR DE TORNILLOS O SIMILARES APLICABLE A UN APARATO DE SOLDADURA.
(01/02/2003) 1. Posicionador de tornillos o similares aplicable a un aparato de soldadura, del tipo que comprende un cuerpo de lanzadera , fijado a una bancada mediante un soporte , y un vástago lanzadera montado de manera deslizante respecto a dicho cuerpo y accionado por un cilindro fluidodinámico ; un terminal de guía , fijado al citado cuerpo de lanzadera y provisto de un pasaje con una entrada , conectada a un conducto de suministro de tornillos o similares (A) preorientados, y una salida ; y un órgano posicionador fijado a dicho vástago lanzadera y provisto de un alojamiento para un tornillo o similar (A) preorientado, cuyo cilindro fluidodinámico es susceptible de desplazar linealmente el citado órgano posicionador fijado al vástago lanzadera entre un primer emplazamiento, en el que dicho alojamiento…
PINZA DE BRAZOS PIVOTANTES PARA SOLDADURA POR RESISTENCIA ELECTRICA.
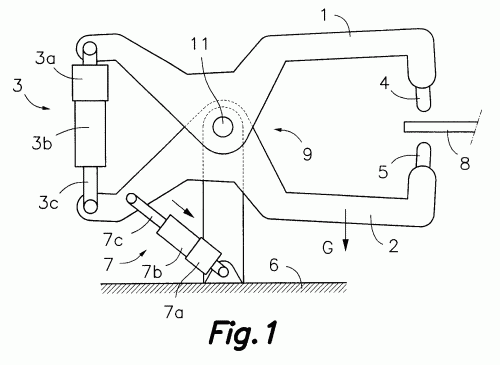
(16/06/2000) 1. Pinza de brazos pivotantes para soldadura por resistencia, del tipo que comprende un bastidor fijable a una bancada, tal como un brazo de robot, sobre cuyo bastidor están montados de manera pivotante un primer miembro portador de un brazo portaelectrodos superior y un segundo miembro portador de un brazo portaelectrodos inferior , formando una pinza, cuyos primer y segundo miembros están vinculados respectivamente a un vástago (6a) y a una carcasa (6b) de un primer cilindro fluido dinámico dotado de una primera carrera de aproximación/separación de los brazos portaelectrodos y de una segunda carrera de cierre-soldadura/apertura , existiendo un segundo cilindro fluido dinámico de compensación que vincula dicho segundo miembro al citado bastidor para separar el brazo portaelectrodos inferior de la pieza a soldar…
PORTALANZA PARA EL POSICIONADO AUTOMATICO DE TUERCAS.
(01/05/2000) 1. Portalanza para el posicionado automático del tipo que comprende una lanza susceptible de desplazarse en avance y retroceso, linealmente guiada y bloqueada respecto al giro, impulsada por un cilindro fluido dinámico , cuya lanza tiene una punta , conformada, susceptible de atravesar una cavidad prevista para recibir dichas tuercas, orientadas, a través de un conducto de acceso de suministro neumático, cuya cavidad tiene una tapa cargada elásticamente que cierra su abertura al exterior, cuya punta es capaz de ensartar la tuerca por su orificio, retenerla en dicha punta en virtud de un campomagnético producido selectivamente por una…
DISPOSITIVO ALIMENTADOR SECUENCIAL DE TUERCAS.
(01/01/2000) 1. DISPOSITIVO ALIMENTADOR SECUENCIAS DE TUERCAS DEL TIPO QUE COMPRENDE UN CUERPO PROVISTO DE UN PASAJE INTERIOR QUE COMUNICA CON UNA ENTRADA , CONECTADA A UN CONDUCTO DE SUMINISTRO DE TUERCAS (A) PROCEDENTES DE UN DISPOSITIVO POSICIONADOR , Y CON UNA SALIDA DE TUERCAS (A), POR CUYO PASAJE INTERIOR UN EMPUJADOR ASOCIADO A UN CILINDRO FLUIDO DINAMICO DESPLAZA CADA TUERCA (A) DESDE UNA PRIMERA ZONA ENFRENTADA A LA ENTRADA HASTA UNA SEGUNDA ZONA ENFRENTADA A LA SALIDA DONDE UNOS MEDIOS SOPLADORES EMPUJAN LA TUERCA (A) PARA QUE PASE A TRAVES DE LA SALIDA Y SEA TRASLADADA POR UN CONDUCTO DE SALIDA CONECTADO A LA MISMA HASTA SU APLICACION DE DESTINO, CARACTERIZADO PORQUE DICHO EMPUJADOR DISPONE DE UN CAJEADO APTO PARA RECIBIR UNA TUERCA…
PINZA LINEAL, REGULABLE, PARA SOLDADURA POR RESISTENCIA,.
(01/01/1999) 1. PINZA LINEAL, REGULABLE, PARA SOLDADURA POR RESISTENCIA DEL TIPO QUE COMPRENDE DOS BRAZOS PORTA-ELECTRODOS DOTADOS DE UN MOVIMIENTO LINEAL DE APROXIMACION/ALEJAMIENTO ENTRE SI POR DESPLAZAMIENTO AXIALMENTE PARALELO DE SUS SOPORTES, CARACTERIZADA POR ESTAR CONSTITUIDA POR UNA PRIMERA PIEZA MOVIL PORTADORA EN UNO DE SUS EXTREMOS DE UN PRIMER BRAZO PORTA-ELECTRODOS , Y QUE TIENE FIJADO, A UNA DISTANCIA PREDETERMINADA, SELECCIONABLE, DEL OTRO EXTREMO, UN SOPORTE DELANTERO DE UNAS BARRAS INSERTADAS A TRAVES DE UN BLOQUE FIJO A UNA BANCADA, POSIBILITANDO EL DESLIZAMIENTO DE DICHA PRIMERA PIEZA RESPECTO AL BLOQUE GUIADO POR MEDIO DE DICHAS BARRAS , Y PORQUE COMPRENDE UNA SEGUNDA PIEZA MOVIL PORTADORA DEL SEGUNDO BRAZO PORTA-ELECTRODOS , SUSCEPTIBLE…
SISTEMA Y METODO DE CONTROL ELECTRONICO DEL PROCESO DE SOLDADURA EN UNA INSTALACION DE SOLDADURA POR RESISTENCIA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1997). Inventor/es: BARRACHINA MIR, RAM N. Clasificación: B23K11/25.
SISTEMA Y METODO DE CONTROL ELECTRONICO DEL PROCESO DE SOLDADURA EN UNA INSTALACION DE SOLDADURA POR RESISTENCIA. SEGUN LA INVENCION EN TODOS Y CADA UNO DE LOS SEMIPERIODOS DEL TIEMPO DE SOLDADURA A PARTIR DEL TERCER SEMIPERIODO I+2 DE LA TENSION DE LINEA UL QUE ALIMENTA EL PRIMARIO DEL TRANSFORMADOR DE SOLDADURA, ES DETERMINADO EL ANGULO DE DISPARO YI+2 DE CADA UNO DE LOS TIRISTORES DEL CONTACTOR ELECTRONICO, EN RELACION AL PASO POR CERO DE DICHA TENSION DE LINEA UL SOBRE LA BASE DE LOS PUNTOS SIGUIENTES: 1. ERIODOS, ANTES; 2.NA CORRIENTE HA CIRCULADO POR EL CIRCUITO DE SOLDADURA, CONTINUACION AL DISPARO DEL TIRISTOR QUE CORRESPONDE AL CONTACTOR ELECTRONICO UTILIZADO, DOS SEMIPERIODOS, ANTES; 3. INTENSIDAD EFICAZ ISI QUE HA CIRCULADO EN EL MISMO TIEMPO DE CONDUCCION TCI EN EL CIRCULO DE SOLDADURA; 4.DESVIACION DE LA INTENSIDAD EFICAZ ISI EN RELACION A LA QUE ES DESEADA IP.
"EQUIPO DE CONTROL DE SOLDADURA PROGRAMABLE,PERFECCIONADO".
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1986). Clasificación: B23K11/24.
EQUIPO DE CONTROL DE SOLDADURA PROGRAMABLE, DE APLICACION EN MAQUINAS DE SOLDADURA POR RESISTENCIA DE CARACTERISTICAS MUY VARIADAS. CONSTA DE UNA PRIMERA UNIDAD QUE COMPRENDE UN MICROPROCESADOR QUE UTILIZA UN PROGRAMA BASICO ALMACENADO EN UNA MEMORIA EPROM, EN BASE AL CUAL SE DEFINEN UNA PLURALIDAD DE MODULOS PRINCIPALMENTE TEMPORIZADORES DE UN DETERMINADO NUMERO DE PARAMETROS DE SOLDADURA, ESPECIFICOS PARA DIFERENTES OPERACIONES O MAQUINAS; DE UNA UNIDAD DE PROGRAMACION SEPARADA, PORTATIL, CONEXIONADA AL PRIMER CONJUNTO MEDIANTE UN CONECTOR SITUADO EN LA CARATULA FRONTAL DEL MISMO, Y A CUYO TRAVES LOS DATOS DEL PROGRAMA DEL USUARIO SE ALMACENAN EN UNA MEMORIA RAM ALIMENTADA POR BATERIA; DE UNA PANTALLA DE VISUALIZACION DE CRISTAL LIQUIDO; Y DE UN TECLADO ALFANUMERICO PARA LA INTRODUCCION DE LOS DATOS DE PROGRAMACION.
"DISPOSITIVO DE BLOQUEO NEUMATICO O HIDRAULICO DE EJES".
(16/06/1983) Dispositivo de bloqueo neumático o hidráulico de ejes, aplicable a todo tipo de automatismos de avance con paso fijo o variable, en especial a carros alimentadores, paso a paso de carrera variable, en máquinas de soldadura, en especial para soldadura de parrillas, enrejados o similares, con distancias de separación interbarras distintas, caracterizado esencialmente por comprender una carcasa tubular dotada de un escalón recto perimetral que define los bordes internos de sus embocaduras, en cuyo perfil rebajado asientan los extremos avalonados de un manguito cilíndrico de diámetro ligeramente menor, que se dispone insertado en el seno de la citada carcasa, fijándose a la misma en dichos puntos extremos, por coadyuvación de unas piezas cilíndricas o tapas, doblemente escalonadas, según tres secciones coaxiales de radio decreciente,…
EQUIPO DE CONTROL ELECTRONICO PARA MAQUINAS DE SOLDADURA POR RESISTENCIA, MULTIPROGRAMABLE.
Sección de la CIP Física
(01/01/1983). Clasificación: G05B19/19.
EQUIPO DE CONTROL ELECTRONICO PROGRAMABLE PARA MAQUINAS DE SOLDURA. EL EQUIPO REGISTRA UN NUMERO PREDETERMINADO Y VARIABLE DE PROGRAMAS, DEFINIDO CADA UNO DE ELLOS POR UN PLIEGO DE PARAMETROS DE UN CICLO DE SOLDADURA, QUE ESTAN INTERRELACIONADOS PARA SU EJECUCION DE FORMA ENCADENADA. CUANDO FINALIZA LA EJECUCION O SE ANULA LA ORDEN DE MARCHA, EL CONTROL SELECCIONA DE NUEVO EL PROGRAMA INICIAL DE LA CADENA. UNA CARATULA QUE COMPRENDE INDICADORES LUMINOSOS, SEÑALIZADORES DE FUNCIONES, PANTALLAS VISUALIZADORAS, TECLADOS, MANOS E INTERRUPTORES, PERMITE EL GOBIERNO MANUAL DEL EQUIPO. DE APLICACION EN INSTALACIONES CON AUTOMATAS PROGRAMABLES.
MEJORAS EN LOS CABEZALES APLICADOS EN LAS MAQUINAS DE SOLDADURA POR RESISTENCIA A COSTURA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1982). Clasificación: B23K11/06.
CABEZAL PARA MAQUINA DE SOLDADURA POR RESISTENCIA. CONSTA DE TRES SECCIONES O BLOQUES FUNCIONALES BIEN DIFERENCIADOS Y HERMETIZADOS ENTRE SI, EN DISPOSICION LONGITUDINAL COAXIAL CON ACOPLAMIENTOS MEDIANTE ENCHUFE. UN PRIMER BLOQUE QUE COMPRENDE UN CARTER EN CUYO SENO SE ESTABLECEN LOS ELEMENTOS COADYUVANTES EN LA TRACCION Y MOVIMIENTO GIRATORIO DE LAS RESTANTES SECCIONES. UN SEGUNDO BLOQUE O CELULA DE REFRIGERACION QUE COMPRENDE UN COLECTOR DE ENTRADA Y OTRO DE SALIDA DE AGUA, CUYAS CONEXIONES SE ESTABLECEN A TRAVES DE CAMARAS ANULARES DEFINIDAS EN UNA ENVOLVENTE CILINDRICA. UN TERCER BLOQUE, DONDE SE SUMINISTRA LA CORRIENTE ELECTRICA AL EJE PORTADOR DEL ELECTRODO-ROLDANA.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MAQUINAS AUTOMATICAS PROGRAMABLES, PARA SOLDADURA DE ESTRUCTURAS TUBULARES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1981). Clasificación: B23K9/12.
MAQUINA DE SOLDAR AL ARCO, DE FUNCIONAMIENTO AUTOMATICO Y PROGRAMABLE, PARA SOLDADURA DE ESTRUCTURAS TUBULARES. CONSTA DE UN BASTIDOR A QUE ESTAN UNIDOS UNA BASE Y DOS TORRETAS A LAS QUE VAN ADOSADAS LAS DOS COLUMNAS LATERALES ; DE DOS PLATOS GIRATORIOS UNIDOS A LAS TORRETAS Y SITUADOS UNO EN FRENTE DEL OTRO, CUYA MISION ES SOSTENER ENTRE AMBOS LAS PIEZAS TUBULARES A SOLDAR CON LA COLABORACION DE LEVAS POSICIONADORAS ADECUADAS; DOS BARRAS PARALELAS SITUADAS TRANSVERSALMENTE ENTRE LAS DOS COLUMNAS LATERALES ; Y DEL CABEZAL PORTA-ANTORCHAS DE SOLDADURA, SOPORTADO Y GUIADO POR DESLIZAMIENTO POR LAS BARRAS PARALELAS Y DOTADO DE LOS ELEMENTOS Y MOVIMIENTOS NECESARIOS PARA QUE LA ANTORCHA PUEDA EFECTUAR UNA TRAYECTORIA LINEAL EQUIVALENTE AL CORDON DE SOLDADURA, EN COMBINACION CON EL GIRO DE LAS PIEZAS A SOLDAR PORTADAS POR LOS PLATOS GIRATORIOS . EL SISTEMA ADMITE VARIANTES DE FORMA Y REALIZACION. DE USO EN LA SOLDADURA DE LAS ESTRUCTURAS TUBULARES DE BICICLETAS DE FABRICACION SERIADA. R.
UNIDAD PARA SOLDADURA DE ARISTAS EN DISPOSICION DIEDRICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1981). Clasificación: B23K37/02.
UNIDAD PARA SOLDAR ARISTAS EN DISPOSICION DIEDRICA A 90 G, PARA USO EN LA FABRICACION DE PUERTAS DE FRIGORIFICOS Y SIMILARES. COMPRENDE UN CHASIS QUE TIENE UNA COLUMNA VERTICAL , PORTADORA DE UNA ANTORCHA DE SOLDADURA , Y FORMA UNA BANCADA DOTADA DE UNOS MOTORES NEUMATICOS LINEALES HORIZONTALES, UNO DE LOS CUALES TIENE UNA CANTONERA PARA EL APOYO DE LOS DOS LATERALES (8') EN ESCUADRA A UNIR, EN TANTO QUE OTROS CUATRO MOTORES VAN UNIDOS A SENDAS MORDAZAS, FORMANDO DOS GRUPOS DOBLES, CON SUS VASTAGOS PERPENDICULARES, EXISTIENDO OTRO MOTOR VERTICAL QUE TIENE UN PISON QUE, APLICADO POR ENCIMA CONTRA LA CHAPA , INMOVILIZA A LA MISMA. TAMBIEN COMPRENDE UNOS MEDIOS PARA LA EXTRACCION Y CAMBIO DE POSICION DE LA PIEZA. T.
UNIDAD DE ESFUERZO A RODADURA PARA SOLDADURA POR RESISTENCIA CON DISPOSITIVO DE SEGURIDAD.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1979). Clasificación: B23K.
Unidad de esfuerzo e rodadura para soldadura por resistencia con dispositivo seguridad, caracterizada esencialmente por que el eje del motor neumático lineal que acciona el cabezal portador del útil de soldadura va interrelacionado a un medio elástico, formado por una apilación de muelles de platillo o un acumulador mecánico, dispuestos en el interior y coaxialmente del citado cabezal móvil y con posibilidad de desplazamiento, relativo respecto al mismo, que se produce en el momento de la superposición del útil sobre las piezas a soldar, comprimiendo el esfuerzo transmitido por el rotor neumático lineal el medio elástico, hasta un valor de cama prefijado y ajustable a voluntad.
PINZA PORTATIL PARA SOLDADURA POR RESISTENCIA CON TRANSFORMADOR ELECTRICO INCORPORADO Y DISPOSITIVO CONTROLADOR DE TIEMPO, ESFUERZO Y SECCIONADO DE CORRIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1979). Clasificación: B23K.
Pinza portátil para soldadura por resistencia con transformador eléctrico incorporado y dispositivo controlador de tiempo, esfuerzo y seccionado de corriente, caracterizada por comprender una carcasa prismática que lleva instalado en su interior un transformador de soldadura, inmediato a una de las superficies laterales de la carcasa teniendo dos brazos paralelos portadores de los electrodos uno de ellos fijo, enfrentados, situados o ortogonalmente a través de dicha pared de la carcasa.
MAQUINA DE SOLDADURA A PUNTOS POR RESISTENCIA ESTATICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1979). Clasificación: B23K.
Máquina de soldadura a puntos por resistencia, estática, caracterizada esencialmente por comprender una carcasa de chapa de configuración prismática rectangular, cuya base está formada por una estructura rígida conformada como soporte, estando dotada la carcasa citada en su parte frontal superior, de los elementos señalizadores, de accionamiento y control de la máquina, quedando sustentado el conjunto sobre una columna de sección rectangular uniforme, que está rematada inferiormente en un pié de apoyo de configuración en H, en cuyo tremo central y en su centro incide la columna citada.
PISTON NEUMATICO PERFECCIONADO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/08/1978). Clasificación: F15B.
Resumen no disponible.
MAQUINA PARA LA UNION DE ELEMENTOS DE RADIADORES, MEDIANTE SOLDADURA POR ARCO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1977). Clasificación: B23K9/225.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE SUJECION DE ANTORCHAS PARA SOLDADURA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1977). Clasificación: B23K3/06.
Resumen no disponible.
PROCEDIMIENTO DE CONTROL AUTOCOMPENSABLE PARA SOLDADURA POR RESISTENCIA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1977). Clasificación: B23K11/24.
PROCEDIMIENTO DE CONTROL PARA SOLDADURA POR RESISTENCIA, AJUSTANDOSE A UNA CURVA DE ENERGIAS PREESTABLECIDAS. EN LABORATORIO, Y PARA UN MATERIAL Y CONDICIONES DADAS, SE ENSAYA LA ENERGIA OPTIMA A APLICAR EN CADA MOMENTO. ESTA CURVA, ALMACENADA EN UNA MEMORIA, PROPORCIONA EL VALOR INSTANTANEO QUE SE COMPARA CON EL REAL, TOMADO POR UN TRANSDUCTOR SITUADO EN EL PRIMARIO O SECUNADARIO TRANSFORMADOR. LA INTENSIDAD Y ENERGIA SUMINISTRADAS SE CORRIGEN, ADAPTANDOLAS A LA CURVA BASE, DENTRO DE LA DISPERSION PERMITIDA. SI DEBIDA A LAS CONDICIONES ELECTRICAS DE LA RED, AL MATERIAL, ETC., NO ES POSIBLE REPETIR LA CURVA, UN INTERRUPTOR ELECTRICO AVISA, EVITANDO QUE SE REPITAN LAS SOLDADURAS DEFECTUOSAS. POR UN CONMUTADOR MANUAL, PUEDE PASAR EL SISTEMA A CONTROLARSE CONVENCIONALMENTE.
TRANSFORMADOR ELECTRICO PERFECCIONADO.
Sección de la CIP Electricidad
(16/05/1977). Clasificación: H01F27/30.
Resumen no disponible.
DISPOSITIVO PROTECTOR DEL CONJUNTO ELECTRODOS-CHAPA EN EL SISTEMA DE SOLDADURA POR RESISTENCIA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1977). Clasificación: B23K11/30.
Resumen no disponible.
UNIDAD DE SOLDADURA CIRCULAR CON ANTORCHA DE SISTEMA MIG O MAG INCORPORADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1977). Clasificación: B23K9/16.
Resumen no disponible.
PROCEDIMIENTO DE CONSTRUCCION MEDIANTE SOLDADURA DE SECCIONES TUBULARES DE LONGITUD INDEFINIDA, DE GRANDES DIAMETROS DE BOCA Y PEQUEÑO ESPESOR DE PARED.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1977). Clasificación: B21C37/08.
PROCEDIMIENTO Y MAQUINAS PARA FABRICAR TUBOS METALICOS POR SOLDADURA PARTIENDO DE CHAPAS. EN UNA PRIMERA FASE LAS PIEZAS LAMINARES SON DOBLADAS, FORMANDO LA SECCION TUBULAR, DE LONGITUD IGUAL AL ANCHO DE LA PIEZA LAMINAR SUMINISTRADA, MEDIANTE UN GRUPO DE SOLDADURA POR HILO CONTINUO CON APORTACION DE MATERIAL. EN LA SEGUNDA FASE SE EMPALMAN POR SOLDADURA DISTINTAS SECCIONES TUBULARES HASTA OBTENER LA LONGITUD DESEADA. LA PRIMERA OPERACION SE REALIZA EN UN TAMBOR CILINDRICO ESPANSIBLE QUE POSEE UNOS BALANCINES PISADORES, UNA SERIE DE PISTONES FIJOS Y DE ARRASTRE Y OTROS PISTONES HIDRAULICOS QUE PERMIETEN LA EXPANSION DEL TAMBOR. LA SEGUNDA FASE SE REALIZA CON EL CONCURSO DE UN CARRO AUTOMOTRIZ DE CARRERA LONGITUDINAL, DOTADO DE UN MANDRIL EXTENSIBLE.
PRESENTADOR DE PIEZAS DE DOBLE POSICION PARA SOLDADURA CIRCULAR Y LINEAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1977). Clasificación: B23K28/00.
Resumen no disponible.
UNIDAD DE SOLDADURA LONGITUDINAL CON BASCULACION INCORPORADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1977). Clasificación: B23K28/00.
Resumen no disponible.
MAQUINA PARA LA UNION MEDIANTE SOLDADURA POR RESISTENCIA DE LOS BUJES A LAS LLANTAS, CON PROGRAMA DE PUNTADAS DE SOLDADURA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1977). Clasificación: B23K11/10.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}