9 patentes, modelos y diseños de SANTOYO PADILLA,JOSE
ASA PARA RECIPIENTES DE MATERIA PLASTICA Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2002). Ver ilustración. Inventor/es: SANTOYO PADILLA,JOSE. Clasificación: B65D23/10.
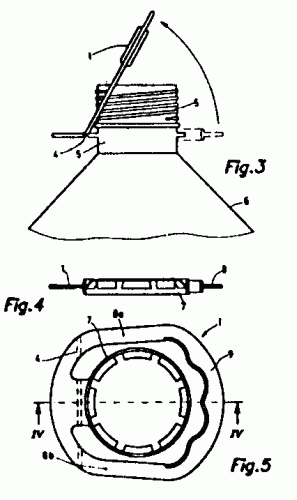
Asa para recipientes de materia plástica, del tipo que posee una estructura achatada, con una amplia perforación central delimitada en parte por un contorno de agarre , con una ranura en un sector del asa próximo al cuello del recipiente que define una zona de menor grosor, de articulación, siendo dicha asa integral del cuerpo del recipiente o bien solidaria de un elemento anular encajable coaxialmente al cuello del recipiente , caracterizada porque dicha amplia perforación , del cuerpo del asa, rodea al cuello del recipiente o al elemento anular encajable en dicho cuello , comportando el asa dos brazos que se extienden hasta reunirse en un sector de agarre , distal de la zona de la ranura de articulación del asa a una porción solidaria del cuerpo del recipiente o del citado anillo.
METODO PARA LA OBTENCION DE TAPONES DE POLIETILENTEREFTALATO (PET) Y DISPOSITIVO PARA LA PUESTA EN PRACTICA DE DICHO METODO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2001). Ver ilustración. Clasificación: B65D39/00, B29C45/07.
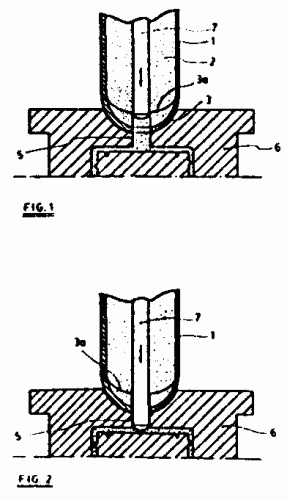
Todo para la obtención de tapones de polietilentereftalato (PET) y dispositivo para la puesta en practica de dicho método. El método comprende una fase inicial de inyección del PET en el interior del molde correspondiente, de acuerdo con unos parámetros concretos, y una fase final de compactación, por medios mecánicos, del producto inyectado en el interior del molde. El dispositivo, destinado a acoplarse en una máquina de inyección conformando una salida del material a inyectar presenta una porción extrema de sección decreciente, provista interiormente de unas aletas radiales que conforman los medios de guiado de un empujador desplazable que puede introducirse en el punto de inyección provocando el empuje del material contenido en el mismo y la compactación del material inyectado previamente en el molde.
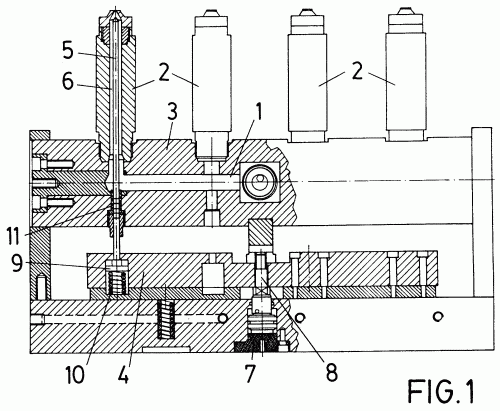
PROCEDIMIENTO DE DESPLAZAMIENTO LATERAL DE INYECTORES DE PREFORMAS TERMOPLASTICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2001). Ver ilustración. Inventor/es: SANTOYO PADILLA,JOSE. Clasificación: B29C45/23.
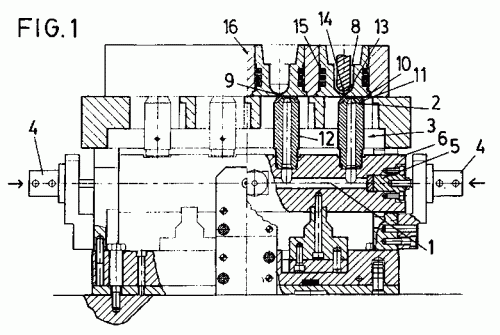
Procedimiento de desplazamiento lateral de inyectores de preformas termoplásticas. Caracteriza unas boquillas gobernadas por medios hidráulicos o neumáticos con vástagos de desplazamiento lateral de la placa portaboquillas, cerrando el paso a la alimentación del fluido termoplástico en colaboración con una junta de fricción y aislante inserta en una cavidad de un material aislante, incorporado en la resistencia eléctrica que rodea la boquilla de inyección y unos resortes absorben las dilataciones del material metálico de la boquilla, impidiendo las fugas de fluido y posibilitando el desplazamiento de la placa portaboquillas. Figura 1.
PROCEDIMIENTO DE INYECCION DE PREFORMAR, DE SOPLADO DE LAS MISMAS Y PREFORMAS Y RECIPIENTES ASI OBTENIDOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2000). Ver ilustración. Clasificación: B29C49/64, B29C33/04.
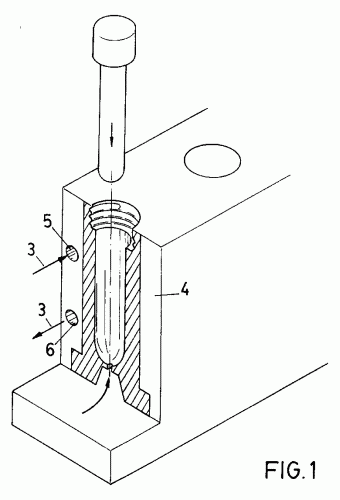
Procedimiento de inyección de preformas, de soplado de las mismas y preformas y recipientes así obtenidos. Substituye la refrigeración por agua de la preforma para su inmediato soplado, por una refrigeración de desmoldeo que reduce el tiempo de fabricación de ésta, mediante la utilización de refrigerantes líquidos diferentes, de baja o muy baja temperatura de ebullición, previo a la extracción de la preforma y, adicionalmente, evita la refrigeración para soplado de la preforma, así como que sirve para incrementar la vida útil del molde, al evitar su sudado, dada la ausencia del agua de refrigeración, que perjudica al acero, incorporando el asa un rehundido de extremo esférico, antitorsión y de rebosadero. Figura 1.
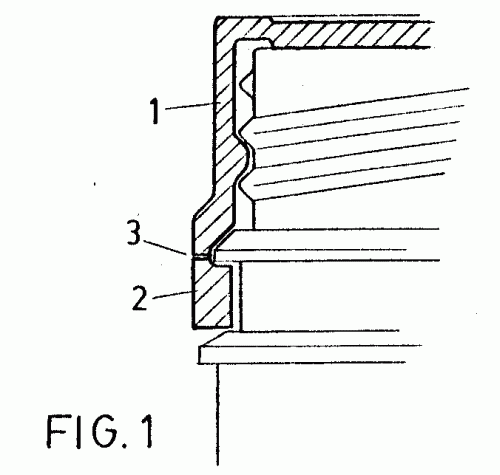
PROCEDIMIENTO DE FABRICACION DE PREFORMAS CON ASA INTEGRADA, PREFORMAS Y ENVASES CON ELLAS OBTENIDOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2000). Ver ilustración. Clasificación: B29C45/00, B29C45/73.
Procedimiento de fabricación de preformas con asa integrada, preformas y envases con ellas obtenidos. El molde de inyección dispone de un resalte lateral tangente superior y en las proximidades de su propia boca, así como de un único distribuidor de fluido refrigerante, con anillos o canales concéntricos unidos otros canales de conexión, intermedios entre niveles, de forma tal que se disponen estos segundos canales verticales entre cada grupo de dos éstos y situándose la del nivel anterior y la del siguiente a 180º de ella, incorporando el asa integrada, laminar, una ranura en la zona más próxima al gollete, antagonista del resalte del molde , que define un degollamiento elástico. Figura 1.
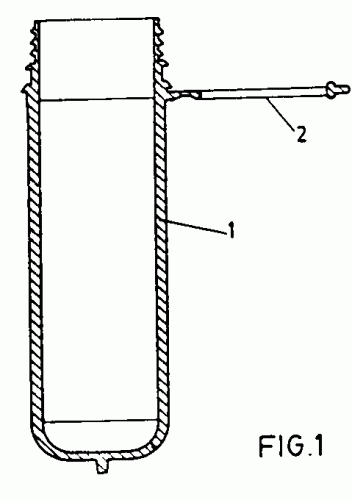
PREFORMA CON ASA INTEGRADA PARA ENVASES OBTENIDOS POR INYECCION SOPLADO O POR INYECCION Y SOPLADO BIORIENTADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1999). Ver ilustración. Clasificación: B29C49/06, B29B11/14, B29B11/08.
CONSISTE EN UNA PREFORMA, DE LAS CONFORMADAS POR INYECCION EN MATERIAL PLASTICO O MATERIAL SIMILAR TRANSFORMABLE QUE TRAS SU EXPANSION POR SOPLADO CONFIGURAN UN ENVASE, Y QUE PRESENTA COMO PARTICULARIDAD LA INTEGRACION DEL ASA DEL ENVASE EN EL PROPIO CUERPO DE LA PREFORMA CONSTITUYENDO UN UNICO CONJUNTO DE UN MISMO MATERIAL, FACILITANTO EL PROCESO DE OBTENCION DEL ENVASE Y DE SU POSTERIOR RECICLADO. FIGURA 1.
TAPON CON PRECINTO DE UN HILO DE ROSCA, PARA ENVASES Y PARA PREFORMAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1999). Ver ilustración. Clasificación: B65D41/38.
1. TAPON CON PRECINTO DE UN HILO DE ROSCA, PARA ENVASES Y PARA PREFORMAS, POR UN LADO, DE ENTRE LOS TAPONES CON PRECINTO INFERIOR Y, POR OTRO LADO, CON ROSCA DE UN SOLO HILO, ASI COMO CON LA BOCA DEL ENVASE O DE LA PREFORMA PROVISTO SU GOLLETE A TRES ENTRADAS, QUE CARACTERIZA UN TAPON, PROVISTO CON UN HILO UNICO DE ROSCA Y UN PRECINTO RECICLABLE JUNTO CON EL ENVASE, QUE ESTA RANURADO POR CORTE MULTIVUELTA, HASTA LA ZONA CENTRAL INTERNA DE UNA ESCOTADURA SEMICIRCULAR , JUSTO EN EL COMIENZO DE LA FRANJA DE RECHUPADO QUE HACE DE ZONA DE RUPTURA DEL PRECINTO.
INYECTOR DE PREFORMAS DE MATERIAL TERMOPLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1997). Ver ilustración. Clasificación: B29C45/12.
1. INYECTOR DE PREFORMAS DE MATERIAL TERMOPLASTICO, QUE SIENDO DEL TIPO MULTIBOQUILLA EN DONDE SE PREVEN RESISTENCIAS CALEFACTORAS SE CARACTERIZA, ESENCIALMENTE, PORQUE PARTE DE UNA CAMARA UNICA DE RECEPCION DE MATERIAL FUNDIDO CON LA CUAL SE ALIMENTAN TODAS LAS BOQUILLAS DEL CONJUNTO INYECTOR , LAS CUALES ESTAN GOBERNADAS SIMULTANEAMENTE POR UNA PLACA PORTA OBTURADOR PARA CADA UNA DE LAS BOQUILLAS INYECTORAS, QUE PRESENTAN LA PECULIARIDAD DE QUE SU DIAMETRO INTERNO ES PROPORCIONAL AL DIAMETRO DEL PUNZON OBTURADOR TANTO UNA RELACION DE CAMARA INTERNA Y POR TANTO DE CAUDAL DE SALIDA EN LA BOQUILLA , EN FUNCION DE LA DISTANCIA DE LAS BOQUILLAS INYECTORAS AL PUNTO DE ENTRADA DE MATERIAL FLUIDO PARA INYECTAR Y CONSTITUIR LA PREFORMA.
TAPON CON ROSCA PARA ENVASES Y PARA REFORMAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1997). Clasificación: B65D39/08.
1. TAPON CON ROSCA PARA ENVASES Y PARA PREFORMAS, DE LOS QUE CUENTAN CON MEDIOS DE DESENROSCADO Y ENROSCADO RAPIDOS DEL TAPON DEL ENVASE O DE LA PREFORMA QUE DESPUES EQUIPARA LA BOTELLA O GARRAFA, CARACTERIZADO PORQUE EL TAPON SE CONSTRUYE CON UN UNICO HILO DE ROSCA, EN TANTO QUE EL GOLLETE DEL ENVASE O DE LA PREFORMA AL QUE SE ACOPLA SE CONSTRUYE CON UNA ROSCA DE TRES ENTRADAS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}