36 patentes, modelos y diseños de SAINT-GOBAIN EMBALLAGE
Engrasado automático de moldes para formar productos de vidrio hueco.
Sección de la CIP Química y metalurgia
(14/12/2016). Inventor/es: GHIONE,SAMUELE, ZANELLA,EVELINO. Clasificación: C03B9/40, C03B40/027.
Proceso de fabricación de un producto de vidrio hueco empleando al menos un molde que comprende dos mitades de molde capaces de cerrarse en un extremo sobre un molde anular y cerradas en el otro extremo mediante una fondo, proceso que comprende un engrasado de al menos uno de dichos moldes en posición cerrada de dichas mitades de molde sobre dicho molde anular , pero no cerrando dicho fondo por el otro dicho extremo, y comprendiendo el engrasado una pulverización mediante un tubo en movimiento en la cavidad del molde, caracterizado por que el tubo es portado por un robot móvil a lo largo del lado de los moldes preparadores de una máquina SI; y por que el engrasado comprende la pulverización del molde anular por el tubo en posición abierta, no cerrada sobre el molde anular , de las mitades del molde.
PDF original: ES-2617856_T3.pdf
Procedimiento para restablecer el perfil de temperatura simétrico en un alimentador a la salida de codo, y alimentador para la implementación de este procedimiento.
(30/03/2016) Procedimiento para restablecer o tender a restablecer una simetría de la distribución de las temperaturas entre los lados derecho e izquierdo de la sección transversal de la circulación de vidrio fundido que ha circulado en un alimentador que consta de al menos una zona de codo , habiendo sido inducida una asimetría térmica por el paso por un codo , comprendiendo el alimentador:
- un canal de circulación formado a partir de elementos de material refractario y materiales aislantes y constituido por un suelo horizontal (8a) y por dos paredes laterales (8b; 8c) y;
- una bóveda que techa el canal , formada por un techo (7a) de materiales refractarios y por partes laterales (7b) equipadas de quemadores ,
caracterizado…
Procedimiento de combustión con bajo nivel de NOx para la fusión del vidrio e inyector mixto.
(30/03/2016) Procedimiento de combustión para la fusión del vidrio, en el cual se crea una llama a la vez por un impulso de combustible líquido y un único impulso de combustible gaseoso, caracterizado porque la fracción de la potencia total debida al combustible líquido es variable entre 20% y 80%, porque el impulso específico del combustible gaseoso está limitado a un valor lo suficientemente bajo como para el contenido de NOx en los humos producidos no exceda de 800 mg/Nm3, para un horno con quemadores transversales, y de 600 mg/Nm3, para un horno de bucle, porque el citado procedimiento es puesto en práctica por medio de un inyector que comprende un conducto de admisión de combustible líquido circunscrito en un conducto coaxial de admisión…
Composición de vidrio sílico-sodo-cálcico.
Sección de la CIP Química y metalurgia
(27/01/2016). Ver ilustración. Inventor/es: MAQUIN, BERTRAND, FOSSE, LUCIEN. Clasificación: C03C3/087, C03C4/08, C03C1/10.
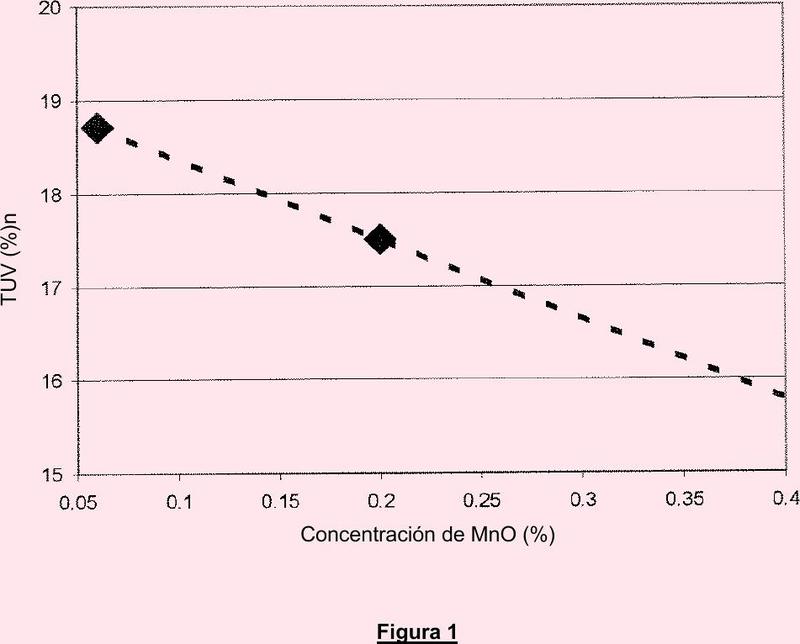
Composición de vidrio hueco formado por moldeo, prensado o soplado que presenta una composición de vidrio sílico-sodo-cálcico que comprende los siguientes constituyentes, en porcentaje en peso:
SiO2 64 - 75%
Al2O3 0 - 5%
B2O3 0 - 5%
CaO 5 - 15%
MgO 0 - 10%
Na2O 10 - 18%
K2O 0 - 5%
BaO 0 - 5%
y no contiene óxido de cerio, caracterizada por que dicha composición comprende los agentes absorbentes ópticos a continuación en un contenido que varía dentro de los límites ponderales siguientes:
Fe2O3 (hierro total) 0,01 a 0,15%
V2O5 (vanadio total) 0,11 a 0,40%
MnO (manganeso total) 0,05 a 0,40%
y por que la redox del vídrio es inferior o igual a 0,2,
y por que presenta para un espesor de 3 mm una transmisión ultravioleta TUV, medida entre 295 y 380 nm, inferior o igual a 40%, y coordenadas cromáticas (a*, b*) con iluminante C comprendidas entre -3 y +3.
PDF original: ES-2563403_T3.pdf
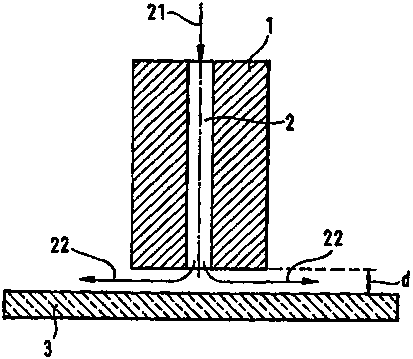
Procedimiento de depósito de una imprimación de termosellado sobre el borde de cierre de un recipiente.
Sección de la CIP Técnicas industriales diversas y transportes
(04/01/2016). Ver ilustración. Inventor/es: MARTIN, ERIC, CHAUVET,BORIS, MERTZ,FRÉDÉRIC. Clasificación: B05C17/02.
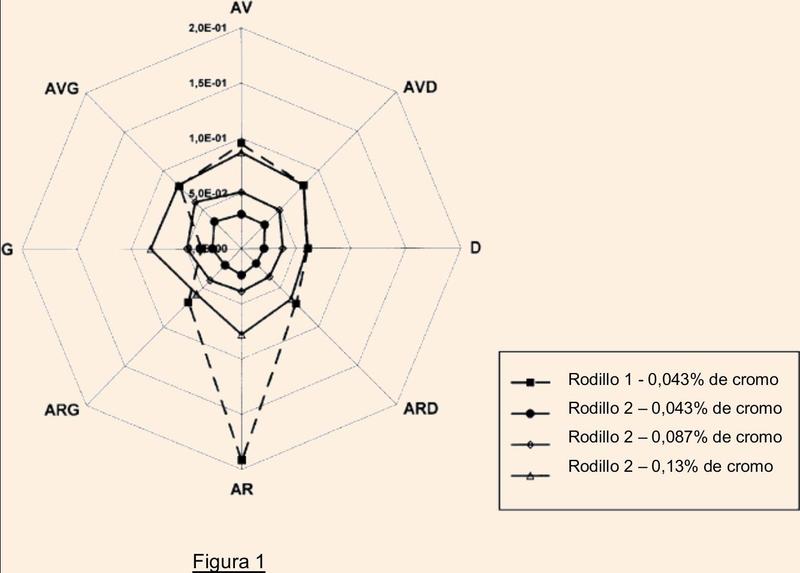
Procedimiento de depósito de una imprimación de termosellado sobre el borde de cierre un recipiente mediante transferencia a partir de un rodillo, caracterizado porque la superficie del rodillo está compuesta de un tejido tubular de punto por trama o de punto por urdimbre.
PDF original: ES-2555537_T3.pdf
Procedimiento de fabricación del vidrio.
(26/03/2014) Procedimiento de fabricación de vidrio rojo de cobre que comprende las etapas que consisten en:
- obtener una masa de vidrio fundido incoloro, libre de sulfuros, cuyo contenido en peso de óxido de hierro está comprendido entre 0,01 y 0,15%, después
- transportar dicha masa de vidrio fundido en un canal de distribución, en el que se añaden óxido de cobre y óxido de estaño a dicha masa de vidrio fundido, estando comprendida entre 10-7 y 10-4 la presión parcial de oxígeno en dicha masa de vidrio fundido, después,
- formar a partir de dicha masa de vidrio fundido objetos de vidrio, en particular botellas o frascos, después,
- someter dichos objetos de vidrio a un tratamiento térmico de manera que se desarrolle un color rojo.
Procedimiento de apertura fácil de un opérculo termosellado en el bebedero de un recipiente de vidrio y recipiente correspondiente.
(20/11/2013) Procedimiento de apertura de un opérculo que comprende una hoja metálica y una capa de resina termoplásticapor medio de la cual se termosella el opérculo sobre el bebedero de un bote o recipiente equivalente de vidrio,bebedero revestido previamente de un imprimador de termosellado, proporcionando el opérculo termosellado uncierre estanco del bote o recipiente equivalente de vidrio, caracterizado porque las fuerzas de arrancamiento inicial yfinal son como máximo de 30 N, durante el despegue del opérculo a 90 º a una velocidad de 300 mm/min, y porqueel citado imprimador de termosellado comprende un material orgánico y/o mineral al cual se han incorporado cargasminerales y/u orgánicas.
Sustitución automática de estampas formadoras en la fabricación de productos de vidrio hueco.
(17/07/2013) Procedimiento de fabricación de un producto de vidrio hueco mediante una máquina I.S. y un robot móvil a lo largo del lado de las estampas formadoras de ésta, caracterizado porque el robot es adecuadopara sustituir una o varias estampas formadoras, sección tras sección, lleva un electroimán , y porque lasustitución de una estampa formadora comprende
- el cierre de las dos semi-carcasas de la estampa formadora ejerciendo una presión,
- la entrada en acción del electromán ,
- el relajamiento de la presión,
- después la liberación de la estampa formadora
(24/05/2012) 0bjeto de vidrio hueco que presenta, para un espesor de 5 mm, una transmisión luminosa global superior o igual a 70%, siendo calculada dicha transmisión luminosa global tomando en consideración el iluminante C tal como se define por la norma IS0/CIE 10526 y el observador de referencia colorimetrico C.I.E. 1931 tal como se define por la norma IS0/CIE 10527, y un poder filtrante superior o igual a 65%, en particular 70%, estando definido dicho poder filtrante como siendo igual al valor de 100% menos la media aritmetica de la transmisión entre 330 y 450 nm, teniendo dicho objeto una composición química de tipo sflico-sodo-calcico…
PROCEDIMIENTO DE FILTRACION DE POLVOS DE HORNOS DE VIDRIERA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2006). Ver ilustración. Inventor/es: MERGY, JACQUES, MASSART, TANGUY, DAUDIN, PHILIPPE. Clasificación: B01D41/04, B01D46/18, B01D46/12.
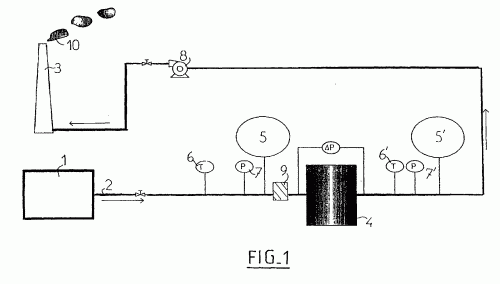
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FILTRACION DE LOS POLVOS EN LOS EFLUENTES GASEOSOS QUE PROCEDEN DE UN HORNO DE VIDRIO, PROCEDIMIENTO QUE COMPRENDE LAS SIGUIENTES ETAPAS: - SE FILTRAN LOS EFLUENTES A UNA VELOCIDAD DE TRAVESIA DE LA MENOS 0,1 M/S MEDIANTE AL MENOS UN MEDIO FILTRANTE DESPUES DEL HORNO, - SE REGENERA EL MEDIO FILTRANTE POR LAVADO MEDIANTE UN SOLVENTE, PARTICULARMENTE A BASE DE AGUA, APTO PARA DISOLVER Y/O DRENAR LA MAYORIA DE LOS POLVOS FILTRADOS.
PROCEDIMIENTO Y DISPOSITIVO DE CONFORMADO DE OBJETOS DE VIDRIO HUECO, OBJETOS OBTENIDOS.
Sección de la CIP Química y metalurgia
(16/11/2005). Ver ilustración. Inventor/es: BADIN, REMY, FOSSE, LUCIEN. Clasificación: C03B9/32.
Un procedimiento de conformado de un objeto de vidrio hueco provisto de una boca y de un hombro , utilizando una técnica de "soplado-soplado" que comprende una fase de conformado intermedio, una fase de transferencia y una fase de acabado, caracterizado porque, durante la fase de acabado, se realiza un hundimiento de la boca en el hombro manteniendo al mismo tiempo al menos una parte de la altura de la boca.
RUEDA DE TRANSFERENCIA PARA PROCEDIMIENTO Y DISPOSITIVO DE FABRICACION DE ARTICULOS DE MATERIAL TERMOPLASTICO.
Sección de la CIP Química y metalurgia
(16/09/2005). Ver ilustración. Inventor/es: GALLO, ENRICO, MAINET, GERARD. Clasificación: C03B35/08.
Procedimiento de fabricación de artículos de material termoplástico, que comprende: - la puesta de una cantidad del citado material a una temperatura que permita la deformación termoplástica, - la división de la citada cantidad en varias masas de vidrio pastosas, - la introducción de estas masas de vidrio pastosas en otras tantas cavidades, - el moldeo de las masas de vidrio pastosas, - la transferencia de los artículos así obtenidos, que comprende una fase de contacto mecánico de cada artículo con un medio de guiado , caracterizado porque los citados medios de guiado son numerables y porque su número total es igual al número total de las citadas cavidades.
MOLDE CON CAJON PIVOTANTE.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/04/2005). Ver ilustración. Inventor/es: BADIN, REMY, DESBIENDRAS, PHILIPPE. Clasificación: B29C49/56, C03B9/16, C03B9/34.
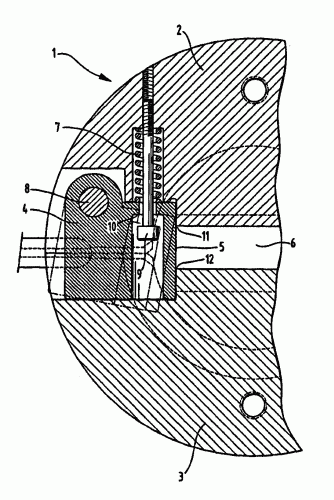
LA PRESENTE INVENCION SE REFIERE A UN MOLDE QUE TIENE AL MENOS DOS COQUILLAS (2 Y 3) EN EL QUE UN ELEMENTO ESTA MONTADO MOVIL EN ROTACION EN UNA PRIMERA COQUILLA , COINCIDIENDO UNA PARTE DE LA SUPERFICIE DEL ELEMENTO CON UNA PARTE DE LA CAVIDAD INTERNA DEL MOLDE CUANDO ESTE ESTA EN POSICION CERRADA.
MOLDE DE ALEACION DE CUPRO-ALUMINIO PARA LA FABRICACION DE BOTELLAS.
Sección de la CIP Química y metalurgia
(01/02/2005). Inventor/es: HALLOUIS, MARTINE. Clasificación: C22C9/06, C03B9/48, C22C9/01.
LA INVENCION SE REFIERE A UN MOLDE PARA LA FABRICACION DE PRODUCTOS DE VIDRIO COMPUESTO AL MENOS EN PARTE POR UNA ALEACION DE CUPROALUMINIO QUE CONTIENE, EN PESO: . DE 0,02 AL LIMITE DE SOLUBILIDAD DE UNO O VARIOS ELEMENTOS ELEGIDOS ENTRE SC, SR, Y, ZR Y HF, Y/O . DE 0,02 AL LIMITE DE SOLUBILIDAD DE UNO O VARIOS LANTANIDOS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA MANIPULACION DE BOTELLAS.
Sección de la CIP Química y metalurgia
(01/01/2005). Ver ilustración. Inventor/es: MEROUR, PHILIPPE. Clasificación: C03B7/16, C03B9/453, C03B35/24, C03B35/26, C03B35/04.
LA INVENCION CONSISTE EN UNA TECNICA QUE PERMITE MANIPULAR ARTICULOS, POR EJEMPLO ARTICULOS QUE PRESENTAN UNA TEMPERATURA ELEVADA. LA INVENCION PROPONE UN PROCEDIMIENTO DE MANUTENCION DE ARTICULOS EN EL QUE POR LO MENOS UNA HERRAMIENTA MECANICA VEHICULA EL ARTICULO O INTERVIENE EN EL TRANSPORTE DE ESTE, Y SEGUN EL CUAL SE PROYECTA POR LO MENOS UN CHORRO DE GAS A PRESION A TRAVES DE UN CONDUCTO QUE ATRAVIESA LA HERRAMIENTA MECANICA Y ASIMISMO SEGUN EL CUAL EL ARTICULO SE MANTIENE EN POSICION EN LA HERRAMIENTA MECANICA LIMITANDO LOS CONTACTOS CON ESTA, MEDIANTE DICHO CHORRO DE GAS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA LIMPIEZA DE ELEMENTOS SOLIDOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1998). Inventor/es: VIEL, CHARLES-HENRI. Clasificación: B08B7/00.
LA INVENCION SE REFIERE A UN PROCESO DE LIMPIEZA DE ELEMENTOS SOLIDOS, TALES COMO MOLDES Y MAS EN PARTICULAR MOLDES DE FABRICACION DE VIDRIO . SEGUN LA INVENCION, EL PROCESO DE LIMPIEZA CONSISTE EN AL MENOS UNA ETAPA DE ELIMINACION DE GRASAS O MATERIAS ORGANICAS Y AL MENOS UNA ETAPA DE LIMPIEZA POR FOTOABLACION POR IMPACTO DE LASER DE AL MENOS UNA PARTE DE LA SUPERFICIE DE LOS ELEMENTOS. LA INVENCION PROPONE TAMBIEN UN DISPOSITIVO PARA LA APLICACION DEL PROCESO.
PALETIZACION DE BOTELLAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1997). Inventor/es: BOUTRY, JEAN-PIERRE. Clasificación: B65D71/00.
LA INVENCION TIENE POR OBJETO LA PALETIZACION DE BOTELLAS, EN PARTICULAR LA PALETIZACION SOBRE PUNTAS DE BOTELLAS DE CHAMPAN DE GRAN CAPACIDAD, Y LECHOS SUCESIVOS AL TRESBOLILLO. ESTOS LECHOS SON LLEVADOS POR PLATILLOS TERMOFORMADOS PROVISTOS DE NERVIOS , SIMPLEMENTE PROVISTOS EN EL INTERIOR DE SU REBORDE , DE EMBUDOS O TOLVAS , QUE FORMAN SALIENTE POR SU EXTREMO ESTRECHO SOBRE LA MESA, FORMANDO EL PLANO DE APOYO DE LOS ASIENTOS DE UNO DE LOS CITADOS LECHOS (B1), CONSTITUYENDO ELLOS MISMOS, SOBRE LA CARA CORRESPONDIENTE, MUELLES (4A, 4B) CENTRANDO ESTOS ASIENTOS EN EL INTERIOR DE SU PATRON DE REMACHADO, Y APTOS PARA RECIBIR LA PARTE POSTERIOR DE LAS BOTELLAS (B2) DEL LECHO SIGUIENTE. TIENE INTERES PARTICULAR PARA ALMACENAR DIRECTAMENTE LAS BOTELLAS DESPUES DE LA PRUEBA HIDRAULICA.
PROCESO DE TRATAMIENTO DEL VIDRIO PARA LA ADHERENCIA DE UN POLIMERO.
Sección de la CIP Química y metalurgia
(16/07/1997). Inventor/es: L\'HER, ANNE, POPOVICI, MADELEINE. Clasificación: C03C17/34.
EL PROCESO SEGUN LA INVENCION SE REFIERE A UN TRATAMIENTO DEL VIDRIO QUE PERMITE FAVORECER LA ADHERENCIA DE UN POLIMERO SOBRE EL VIDRIO. SEGUN LA INVENCION, ESTE TRATAMIENTO COMPRENDE UNA ETAPA DE DEPOSITO DE UN OXIDO METALICO Y UNA ETAPA DE DEPOSITO DE UNA CAPA DE UNA SAL SOLUBLE DE CROMO . LA INVENCION PROPONE TAMBIEN UN DISPOSITIVO PARA LA IMPLEMENTACION DE ESTE PROCESO. LA INVENCION SE REFIERE MAS EN PARTICULAR AL TRATAMIENTO DEL BEBEDOR DE OBJETOS HUECOS EN VIDRIO PARA PERMITIR LA ADHERENCIA DE UNA TAPA.
METODO Y DISPOSITIVO PARA OBTENER LAS TEMPERATURAS DESEADAS PARA UNA CORRIENTE DE VIDRIO EN UN ALIMENTADOR.
Sección de la CIP Química y metalurgia
(01/01/1996). Inventor/es: VIEL, CHARLES-HENRY. Clasificación: C03B7/07, C03B7/02, C03B7/06.
LA INVENCION SE REFIERE A UN METODO PARA OBTENER DIFERENCIAS DE TEMPERATURA VARIABLE Y CONTROLADA DE UNA CORRIENTE DE VIDRIO EN UN ALIMENTADOR ENTRE LA SALIDA DE UN HORNO DE FUSION Y EL EXTREMO DE SALIDA DEL ALIMENTADOR, METODO EN EL QUE SE ACONDICIONA LA CORRIENTE DE VIDRIO ENFRIANDO SU PARTE CENTRAL Y CALENTANDO SIMULTANEAMENTE SUS PARTES LATERALES, ESTANDO PRECEDIDAS ESTAS OPERACIONES DE ACONDICIONAMIENTO DE UN ENFRIAMIENTO DE LA CORRIENTE DE VIDRIO POR UNA EVACUACION CONTROLADA Y MODULABLE DE UNA PARTE DEL CALOR POR VARIACION AL AIRE LIBRE. LA INVENCION SE REFIERE TAMBIEN A UN ALIMENTADOR QUE COMPRENDE UNA PARTE 3 PARA EL ACONDICIONAMENTO DE LA CORRIENTE DE VIDRIO PRECEDIDO DE UN COMPARTIMENTO ENFRIADOR 2, DOTADO DE UN PANEL QUE PUEDE SER ABIERTO PARA EVACUAR POR LA ABERTURA 24 UNA PARTE DEL CALOR AL AIRE LIBRE.
ENFRIAMIENTO DE LOS DESBASTADORES DE LAS MAQUINAS DE VIDRIO HUECO.
Sección de la CIP Química y metalurgia
(01/02/1995). Inventor/es: RICHARD, JACQUES. Clasificación: C03B9/38.
LA INVENCION TIENE POR OBJETO UN ENFRIAMIENTO MAS EFICAZ DE LOS MOLDES DE ANILLO SOBRE LOS DESBASTADORES DE LAS MAQUINAS EN PARTICULAR EN PRENSADOSOPLADO O SOPLADO-SOPLADO. SE APLICA DE MANERA PARTICULARMENTE VENTAJOSA EN LAS MAQUINAS CUYOS MOLDES SON ENFRIADOS POR INYECCION DE AIRE VENTILADO A BAJA PRESION EN DIRECCION DE CANALES QUE LOS ATRAVIESAN VERTICALMENTE PARA ESCAPAR AL AIRE LIBRE, DESDE COLECTORES QUE REMATAN ESTOS MOLDES Y ALIMENTADOS DIRECTAMENTE A PARTIR DE DISTRIBUIDORES SITUADOS SOBRE EL BASTIDOR. EMPLEA CABEZAS DE SOPLADO (30A, 30B) DIRECTAMENTE SOLIDARIAS DE LA PARTE ALTA DEL MECANISMO DE FORMACION INTERNA, ASI COLOCADAS BAJO LA BISAGRA DE LOS SEMIMOLDES DE CUERPO (1A...) EN LAS INMEDIACIONES DE LOS FLANCOS DE LOS MOLDES DE ANILLO , POR FIN ALIMENTADOS A PARTIR DE DISTRIBUIDORES SITUADOS SOBRE EL BASTIDOR DE LA MAQUINA. PERMITE EN PARTICULAR AUMENTAR EL RITMO.
ARTICULOS REVESTIDOS, Y PROCEDIMIENTO DE CONTROL DEL REVESTIMIENTO DE TALES ARTICULOS.
Sección de la CIP Química y metalurgia
(01/12/1992). Inventor/es: MARTIN, MONIQUE. Clasificación: C09D5/22.
LA PRESENTE INVENCION CONCIERNE AL REVESTIMIENTO DE OBJETOS POR CAPAS DIFICILMENTE OBSERVABLES A LA LUZ POR EL OJO HUMANO. EL PROCEDIMIENTO SEGUN LA INVENCION COMPRENDE EL CONTROL DE ARTICULOS REVESTIDOS POR UNA CAPA QUE NO PRESENTA UNA ESPECIAL COLORACION APRECIABLE POR EL OJO HUMANO, EN LAS CONDICIONES USUALES DE ILUMINACION, CAPA EN LA CUAL SE INTRODUCE UN AGENTE FLUORESCENTE BAJO RADIACION ULTRAVIOLETA. EL EXAMEN DE DICHOS ARTICULOS REVESTIDOS SE EFECTUA BAJO RADIACION ULTRAVIOLETA PERMITIENDO ASI UNA SELECCION DE LOS ARTICULOS Y EVENTUALMENTE LA REGULACION DE LOS PARAMETROS DEL PROCESO DE FORMACION DEL REVESTIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1992). Inventor/es: RIEGER, JACQUES-ETIENNE. Clasificación: B65G47/91, B07C5/36, B07C5/12.
EL INVENTO TIENE POR FIN UN DISPOSITIVO DE RECUPERACION DE ARTICULOS EN LA COLA DE UN TRANSPORTADOR LENTO, ASOCIANDO UN TRANSPORTADOR TRANSVERSAL CON PALETAS DE PISTAS MULTIPLES A UN PUENTE GUARDAAGUJAS CON DESPLAZAMIENTO LONGITUDINAL DOTADO DE UNA FILA TRANSVERSAL DE ORGANOS EXTRACTORES CON MANDO INDIVIDUAL. SE TRATA DE GRUPOS DE EXTRACTORES CON VENTOSAS LLEVADAS FRONTALMENTE, A RAZON DE UNO POR CADA COLUMNA DE ARTICULOS SOBRE EL TRANSPORTADOR, POR UNA BARRA CLASIFICADORA ; ESTA SE MONTA POR MEDIO DE UN MECANISMO ELEVADOR . SE USA EN PARTICULAR EN LA FABRICACION DE ARTICULOS DE VIDRIO HUECO A LA SALIDA DE UN ARCO DE RECOCIDO, PERMITIENDO PERFECCIONAR LA ALIMENTACION DE LOS PUESTOS POSTERIORES, SIMPLIFICANDO LOS MOVIMIENTOS PREVIOS CON LO QUE SE ACELERAN LAS CADENCIAS.
MOLDES DE LA INDUSTRIA DEL VIDRIO Y SU UTILIZACION.
Sección de la CIP Química y metalurgia
(01/12/1991). Inventor/es: DUGAST, ALAIN, ABRIOU, DANIEL, TANGARI, CELIA MARIA. Clasificación: C03B9/48.
LA INVENCION TIENE POR OBJETO UN MOLDE DE FUNDICION PARA LA PRODUCCION DE RECIPIENTES DE CRISTAL POR UNA TECNICA "PRENSADOSOPLADO" O "SOPLADO-SOPLADO" EN LA QUE LAS PARTES EXPUESTAS A LA PRESION SON REVESTIDAS DE UNA CAPA DE ALUMINIO UNIFORME CUYO ESPESOR ES INFERIOR A 5 MICROMETROS. LA INVENCION SE APLICA A LAS TECNICAS INDUSTRIALES DE PRODUCCION DE RECIPIENTES DE VIDRIO TIPO BOTELLAS, FRASCOS, BOTES O ANALOGOS.
DESEIONIZACION DE LA BOCA DE RECIPIENTES DE VIDRIO.
Secciones de la CIP Química y metalurgia Electricidad
(01/12/1989). Ver ilustración. Inventor/es: PERAUD, JEAN-CLAUDE, ETTORI, SOLANGE. Clasificación: C03C21/00, C03C27/04, H05H1/02.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE DESIONIZACION DE LA BOCA DE RECIPIENTES DE VIDRIO, EN EL CUAL SE SOMETEN LOS RECIPIENTES O ENVASES A TEMPERATURA ELEVADA A UNA DESCARGHA POR EFECTO CORONA GENERADA MEDIANTE UNA CORRIENTE CONTINUA REGULADA EN INTENSIDAD, PRODUCIENDOSE DICHA DESCARGA ENTRE LA BOCA DEL RECIPIENTE Y UN ELECTRODO QUE PASA A PROXIMIDAD DE DICHA BOCA , ENCONTRANDOSE ELECTRODO Y BOCA DEL ENVASE EN MOVIMIENTO UNO CON RELACION AL OTRO, DE TAL MODO QUE SE ASEGURE UN BARRIDO DE TODO EL CONTORNO DE LA BOCA POR LA DESCARGA.
CARGADORA PARA UNA CADENA DE REVESTIMIENTO DE ARTICULOS DE VIDRIO O CERAMICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1986). Clasificación: B65G47/61.
MAQUINA PARA ELEVAR CARGAS. SE SITUA ENTRE EL TRANSPORTADOR HORIZONTAL Y EL TRANSPORTADOR COLGANTE , SE MONTA EN UN BASTIDOR Y SE COMPONE DE: UNA CADENA DE TRASLADO VERTICAL QUE LLEVA LOS PUESTOS DE SERVICIO DE LAS BOTELLAS, UNOS GATOS NEUMATICOS DE DOBLE ACCION Y DOS LEVAS QUE REGULAN LA PRESION EN LAS CAMARAS DE LOS GATOS; UNA RUEDA DE ESTRELLA QUE ALIMENTA A LA CADENA DE TRASLADO VERTICAL Y ES ARRASTRADA POR UNA CADENA Y POR UN TREN INVERSOR DE PIÑONES (34A, 34B); UNOS DISPOSITIVOS (8A, 8B) DE RETORNO O ENVIO DE BOTELLAS Y UN MOTOR DE ARRASTRE CON SU POLEA (9A).
HORNO DE COCIMIENTO DE UN REVESTIMIENTO SINTETICO EN UNA CADENA DE PLASTIFICACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1986). Clasificación: B29C35/08.
HORNO PARA COCER UN REVESTIMIENTO SINTETICO DE UNA CADENA DE PLASTIFICACION. SE COMPONE DE: UNOS PANELES , QUE SE COLOCAN EN EL LADO IZQUIERDO DE UNA CADENA DEL TRANSPORTADOR EQUIPADO CON MANDRILES DE BARRA PUESTOS EN ROTACION EN TOPES MEDIANTE SUS PIÑONES (7A) Y SUJETOS POR UN CARRIL A LOS PANELES, SON ELEMENTOS CALEFACTORES Y TIENEN EL PANEL Y TUBOS (12C) DE 6 KW DE POTENCIA Y EL PANEL TUBOS (12B) DE 1,6 KW DE POTENCIA Y UNOS PANELES QUE SE COLOCAN EN EL LADO DERECHO DE LA CADENA DEL TRANSPORTADOR, Y TIENEN EL PANEL TUBOS (12A) DE 1,6 KW DE POTENCIA Y TUBOS (12AK) DE 3 KW Y EL PANEL TUBOS (12C) DE 6 KW Y AMBOS SE CUELGAN ENTRE LOS HIERROS Y LAS VIGUETAS.
PLATOS INTERCALARES PARA CARGAS PALETIZADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1985). Clasificación: B65D81/06.
Platos intercalares para cargas paletizadas, caracterizado porque teniendo aplicación preferente en artículos frágiles tales como recipientes de vidrio, están constituidos por una lámina dotada de relieves que reciben por una parte el anillo del gollete de los recipientes de un lecho inferior y, por otra parte, el culo de los recipientes de un lecho superior, estando el perfil de éstos relieves en contacto con apriete entre este anillo y este culo, y ello, únicamente a lo largo de una doble linea correspondiente al reborde externo de la boca, el talón de los recipientes apoyándose sin embargo en el contorno del relieve sin imponerle sino una mínima deformación elástica.
MAQUINA PARA LA CLASIFICACION DE ARTICULOS, EN PARTICULAR DE VIDRIO, SOBRE UNA CADENA DE TRANSPORTADORES HORIZONTALES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1983). Clasificación: B07C5/36.
MAQUINA PARA LA CLASIFICACION DE ARTICULOS, EN PARTICULAR DE BOTELLAS, TARROS U OTROS RECIPIENTES DE VIDRIO, SOBRE UNA CADENA DE TRANSPORTADORES HORIZONTALES. CONSTA DE UN TRANSPORTADOR DE ARTICULOS; DE UNA RUEDA DISTRIBUIDORA ESTRELLADA FORMADA POR DOS PLATOS SUPERPUESTOS CUYOS DIENTES COGEN, UNO A UNO, LOS ARTICULOS SITUADOS SOBRE EL TRANSPORTADOR ; DE UNA RUEDA EYECTORA DE EJE VERTICAL QUE ESTA MONTADA ENFRENTE DE LA RUEDA DISTRIBUIDORA ESTRELLADA Y SINCRONIZADA CON ELLA; DE UNA SERIE DE DEDOS EYECTORES SITUADOS ALREDEDOR DE LA RUEDA EYECTORA , CADA UNO DE LOS CUALES ESTA ARTICULADO SOBRE UN EJE Y ES RECHAZADO HACIA EL EXTERIOR POR UN RESORTE ; Y DE UN ORGANO DE REARME DE LOS DEDOS EYECTORES.
METODO Y DISPOSITIVO AUTOMATICO PARA LA EXTRACCION Y EVACUACION DE LIGADURA EN FORMA DE CINTA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1983). Clasificación: B65B69/00.
DISPOSITIVO AUTOMATICO DE CINTA, ESPECIALMENTE INDICADO PARA LA DESPALETIZACION DE BOTELLAS. CONSTA DE UN ELIMINADOR DE LIGADURAS Y DE UN CORTADOR DE LIGADURAS . SE EFECTUA LA DESPALETIZACION DE LAS BOTELLAS MEDIANTE SU DESPLAZAMIENTO, UNA VEZ QUE LA LIGADURA HA SIDO CORTADA. EXISTE UN CANALILLO DE EVACUACION , CUYA ENTRADA ESTA COLOCADA DETRAS DE DOS RODILLOS PRESENTANDO UN BRAZO LATERAL QUE PUEDE LLEVAR EL CONJUNTO DE LOS INSTRUMENTOS ASEGURANDO EL AUTOMATISMO. EL CORTADOR Y EL ELIMINADOR ESTAN UNIDOS MEDIANTE CONEXIONES ELECTRICAS QUE LOS SINCRONIZAN.
METODO DE ENFRIAMIENTO DE MOLDES PARA ARTICULOS DE VIDRIO POR CONVECCION O CONSTRUCCION INDIRECTA.
Sección de la CIP Química y metalurgia
(01/05/1983). Clasificación: C03B9/353.
METODO DE ENFRIAMIENTO DE MOLDES PARA ARTICULOS DE VIDRIO, POR CONVECCION O CONDUCCION INDIRECTA. CONSISTE EN ENFRIAR LOS ORGANOS EXTERNOS QUE RODEAN LOS MOLDES CON AYUDA DE UN LIQUIDO INORGANICO. EL ENFRIAMIENTO TIENE LUGAR POR CONVECCION O CONDUCCION INDIRECTA. DICHO ENFRIAMIENTO SE DIFERENCIA POR EL REFLAJE DEL FLUJO DE CALOR CAMBIADO ENTRE EL MOLDE Y LOS ORGANOS ENFRIADORES EN CADA LUGAR DEL MOLDE; DICHO REGLAJE SE EFECTUA INTERPONIENDO ENTRE LOS ORGANOS ENFRIADORES Y EL MOLDE UNOS ESPACIOS DE ESPESORES DIFERENTES, QUE SE LLENAN DE AIRE O DE MATERIAL SOLIDO. LA TEMPERATURA DEL LIQUIDO DE ENFRIAMIENTO ES INFERIOR A 50 C.
METODO Y DISPOSITIVO PARA LA FUSION ELECTRICA DE COMPOSICIONES VITRIFICABLES.
Sección de la CIP Química y metalurgia
(01/05/1983). Clasificación: C03B5/027.
METODO Y DISPOSITIVO PARA LA FUSION ELECTRICA DE COMPOSICIONES VITRIFICABLES. LA COMPOSICION SOLIDA DE MATERIA VITRIFICABLE ES CONDUCIDA POR ENCIMA DE LA MASA DE VIDRIO EN FUSION , EFECTUANDOSE LA FUSION SOLIDA POR INTERCAMBIO DE CALOR CON LA MASA DE VIDRIO EN FUSION A TRAVES DE UNA ZONA INTERFACIAL . LA COMPOSICION SOLIDA SE DISPONE EN EMPLAZAMIENTOS PREDETERMINADOS, DE ACUERDO CON LAS DISTINTAS VARIANTES QUE ADMITE EL PROCEDIMIENTO, Y DE MODO QUE AUMENTA LA SUPERFICIE DE LA ZONA INTERFACIAL.
METODO Y DISPOSITIVO PARA LA FORMACION Y EL ENMARCADO DE LOTOS DE OBJETOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1983). Clasificación: B65B21/04.
METODO Y DISPOSITIVO PARA FORMAR Y ENARCAR LOTES DE OBJETOS. EL METODO CONSTA DE LAS SIGUIENTES ETAPAS: PRIMERA, SE DISPONE EL ACERCAMIENTO DE LOS OBJETOS, AISLADOS O PARCIALMENTE AGRUPADOS, HACIA UN AREA DE ACUMULACION Y ENARCADO, EN DONDE EL DISPOSITIVO DE ENARCADO ESTA EN UNA POSICION DE ESPERA, SIN OBSTACULIZAR LA PROGRESION DE LOS OBJETOS; SEGUNDA, SE REUNEN LOS OBJETOS, UNOS CONTRA OTROS, FORMANDO UN LOTE; TERCERA, SE COLOCA EL MARCO DEL DISPOSITIVO DE ENARCADO DE MANERA QUE RODEE COMPLETAMENTE EL LOTE DE OBJETOS FORMADO; CUARTA, SE RETIRA EL LOTE ENARCADO DEL AREA DE ACUMULACION Y ENARCADO, MEDIANTE UN ORGANO PRENSIL; Y POR ULTIMO, SE COLOCA EN POSICION DE ESPERA EL DISPOSITIVO DE ENARCADO, PARA REALIZAR UN NUEVO CICLO. DE APLICACION EN EL ALMACENAMIENTO DE BOTELLAS MEDIANTE SISTEMAS DE PALETIZACION AUTOMATICA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}