8 patentes, modelos y diseños de SACMI COOPERATIVA MECCANICI IMOLA SOC. COOP. A R.L.
PROCEDIMIENTO E INSTALACION PARA LA CONFORMACION DE LOSAS O BALDOSAS CERAMICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2008). Ver ilustración. Inventor/es: RIVOLA,P.,SACMI - COOP. MECC. IMOLA S.C.A.R.L, COCQUIO,A.,SACMI - COOP. MECC. IMOLA S.C.A.R.L. Clasificación: B28B3/12, B28B5/02, B28B3/00, B30B5/06.
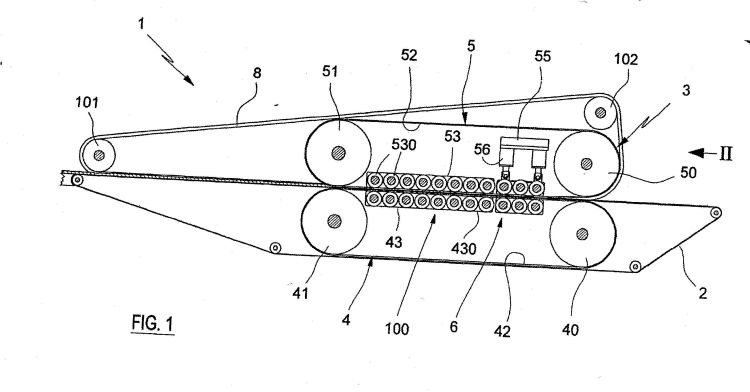
Procedimiento para la conformación de baldosas, que comprende las siguientes etapas de funcionamiento: - crear una capa continua de polvos sobre una cinta transportadora , - hacer avanzar dicha cinta a través de una estación de primer prensado de tipo continuo, con la cual están asociados unos medios para retener lateralmente los polvos, para efectuar un primer prensado de los polvos durante el avance de la cinta, y obtener un artículo coherente de polvos compactados, caracterizado porque comprende la etapa adicional de limitar y disminuir la velocidad de la dilatación de dicho articulo de polvos en la terminación de dicho primer prensado mediante unos medios adecuados.
PROCEDIMIENTO PARA EL MOLDEO POR COMPRESION DE POLIMEROS SEMICRISTALINOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2007). Ver ilustración. Inventor/es: PARRINELLO, FIORENZO. Clasificación: B29C69/02, B29C45/78, B29C35/16, B29C43/02, B29C43/52, B29C43/58, B29C43/16.
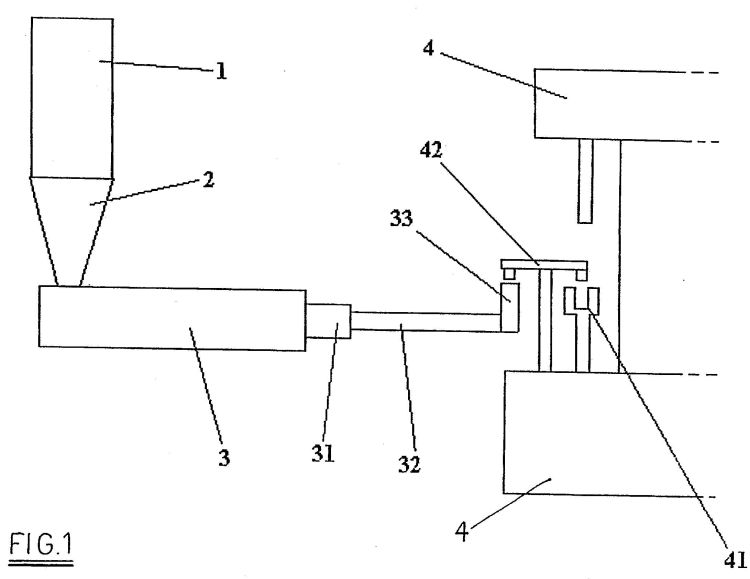
Procedimiento para el moldeo por compresión de polímeros semicristalinos, que comprende las operaciones siguientes: - suministro de cantidades medidas de material a un molde que funciona por compresión a una temperatura TLAV próxima, aunque superior, a la temperatura TIC a la que se inicia la cristalización durante la refrigeración; - conformación del artículo manteniendo la temperatura próxima a TLAV; caracterizado porque, antes de su suministro al molde a la temperatura TLAV, el material se lleva a una temperatura superior al punto de fusión del polímero TF y, después de la conformación, el artículo se somete a refrigeración a por lo menos por debajo de la temperatura TFC a la que la velocidad de cristalización del polímero se reduce a cero durante la refrigeración, siendo la velocidad de refrigeración por lo menos de 3, 5ºC/s, con el fin de mantener el artículo en un estado transparente amorfo.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE BALDOSAS Y LOSAS CERAMICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2007). Inventor/es: ACERBI, P., VALLI, S., VANDELLI, E. Clasificación: B28B3/12, B28B11/04, B28B11/08, B28B11/06.
Procedimiento para la fabricación de elementos de construcción tales como baldosas y losas cerámicas, que consiste en el prensado en una o dos etapas de una masa que comprende por lo menos dos materiales cerámicos generalmente en forma de polvo al menos parcialmente mezclados entre sí que presentan distintas propiedades, generalmente distintos colores, seguido de la cocción del producto prensado, que comprende las siguientes etapas: - preparar de manera separada unos cuerpos compactados de forma generalmente irregular comenzando a partir de por lo menos un material cerámico generalmente en forma de polvo que presenta propiedades distintas de las de dichos por lo menos dos materiales de dicha masa, - añadir dichos cuerpos compactados a dicha masa antes del prensado final, y - someter el producto a una operación de acabado de superficie antes o después de dicha etapa de cocción.
MOLDE PARA CONFORMAR EL CABEZAL DE RECIPIENTES DE PLASTICO TUBULARES DEFORMABLES.
(01/02/2007) Molde para conformar la parte superior de recipientes de plástico tubulares deformables que comprende un cuerpo tubular y un cabezal de material de plástico unido a un extremo del cuerpo tubular , comprendiendo dicho molde: - una estampa que presenta una superficie exterior (11) dispuesta para acoplarse al cuerpo tubular como un ajuste duro, y una parte extrema que sobresale axialmente del extremo inferior de la superficie exterior cilíndrica (11), y - una matriz dispuesta de manera que forma, en combinación con la superficie inferior (13) de la estampa, una cavidad (F) para la conformación del cabezal del recipiente, presentando dicha matriz una superficie cóncava (32) dispuesta para recibir como un ajuste duro, mediante…
MOLDE DE COLADA MEJORADO PARA FORMAR ARTICULOS SANITARIOS.
(16/07/2006) Molde de colada para formar artículos sanitarios, que comprende al menos dos partes perfiladas a acoplar entre sí para definir una cavidad de colada a llenar con barbotina, y desacoplar recíprocamente para permitir que el aparato sanitario ya formado sea quitado del molde, por lo menos un inserto cooperando con dichas partes de molde para formar al menos una zona de socavación en dicho aparato sanitario, caracterizado por el hecho que dicho por lo menos un inserto está asociado con una de dichas partes de molde por medio de una unidad de soporte situada dentro de la cavidad de colada y que comprende dos órganos (18 y 28) móviles…
INSTALACION PARA EL CONFORMADO DE BALDOSAS CERAMICAS DE GRANDES DIMENSIONES, Y PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2006). Ver ilustración. Inventor/es: ACERBI, PIER UGO, MONGARDI, PAOLO. Clasificación: B28B11/00, B28B13/02, B28B3/00, B28B13/04.
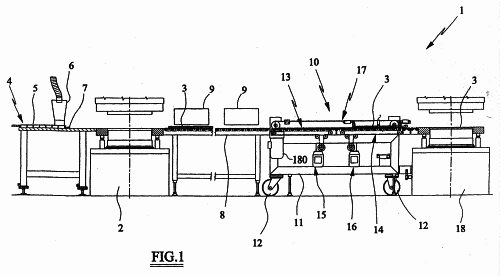
Procedimiento para el conformado de baldosas cerámicas de grandes dimensiones, que comprende las siguientes etapas operativas: a. alimentar una cantidad determinada de polvos a una cavidad de molde de una primera estación de prensado , b. prensar dicha cantidad de polvos para obtener un material consistente , c. alimentar dicha losa a por lo menos una estación de decoración , que deposita de manera controlada por lo menos una segunda capa de polvos, d. alimentar dicha losa decorada a una segunda estación de prensado , e. prensar la losa decorada, de tal modo que en la primera estación de prensado se reduce el espesor de dichos polvos en una cantidad comprendida entre el 20 y el 40%.
PROCEDIMIENTO PARA CARGAR MOLDES DE CONFORMADO DE BALDOSAS CERAMICAS, MEDIOS RELACIONADOS PARA SU REALIZACION, Y BALDOSAS OBTENIDAS DE ESTE MODO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2006). Ver ilustración. Inventor/es: RIVOLA, PIETRO. Clasificación: B28B13/02.
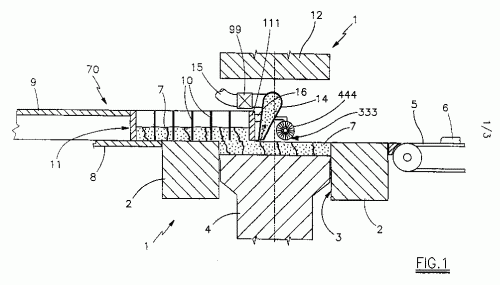
Procedimiento para la carga de moldes cerámicos que presentan una placa de matriz con por lo menos una cavidad de conformado en la que se recibe de manera deslizante una matriz, que comprende las siguientes etapas de funcionamiento para cada ciclo de carga completo: - preparar una capa de polvo que presente por lo menos en su parte superior unas propiedades que se ajusten a las características estéticas requeridas de la cara expuesta de la baldosa, y - transferir dicha capa sobre dicha por lo menos una cavidad de conformado; caracterizado porque comprende las siguientes etapas de funcionamiento: - depositar en dicha por lo menos una cavidad una capa de polvo que presente un espesor superior al necesario para obtener el espesor deseado, y - antes del prensado retirar, mediante aspiración, la capa de superficie del polvo contenido en la cavidad del molde, sin una mezcla apreciable del polvo presente en la superficie de contacto entre la capa de superficie y la capa subyacente.
APARATO VACIADO A PRESION CON MOLDES DE DOS PARTES PARA ARTICULOS SANITARIOS.
(16/06/2004) Aparato para vaciado a presión de artículos sanitarios, que comprende un bastidor exterior, al menos un bloque deslizable dentro de dicho bastidor y que comprende una parte macho del molde y una parte hembra del molde , una pieza de cierre fija de dicho bastidor estando provista de esa parte macho que se va a introducir dentro de la parte hembra de dicho al menos un bloque, un cabezal móvil de dicho bastidor estando provisto de aquella parte hembra del molde que debe recibir la parte macho de dicho al menos un bloque, medios para empujar a dicho cabezal móvil en la dirección de dicha pieza de cierre fija, y medios para alimentar la barbotina presurizada dentro de las cavidades que se forman cuando dichos bloques están situados uno contra…
{kind=link}
{kind=link}
{kind=link}
{kind=link}