MEJORAS EN LA FABRICACIÓN DE CIERRES CORREDIZOS SEPARABLES.
Sección de la CIP Necesidades corrientes de la vida
(16/11/1964). Ver ilustración. Clasificación: A44.
{kind=link}
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/11/1964). Ver ilustración. Clasificación: A44.
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/08/1961). Ver ilustración. Clasificación: A44B19/36, A44B19/62.
Resumen no disponible.
Sección de la CIP Construcciones fijas
(16/08/1961). Ver ilustración. Clasificación: E06B.
Resumen no disponible.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(01/08/1960). Ver ilustración. Clasificación: A44B19/36, B29D5/00, B29D5/02.
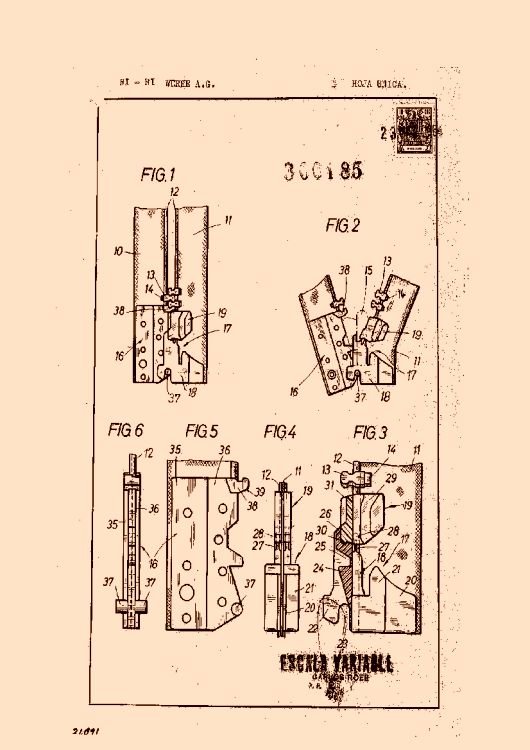
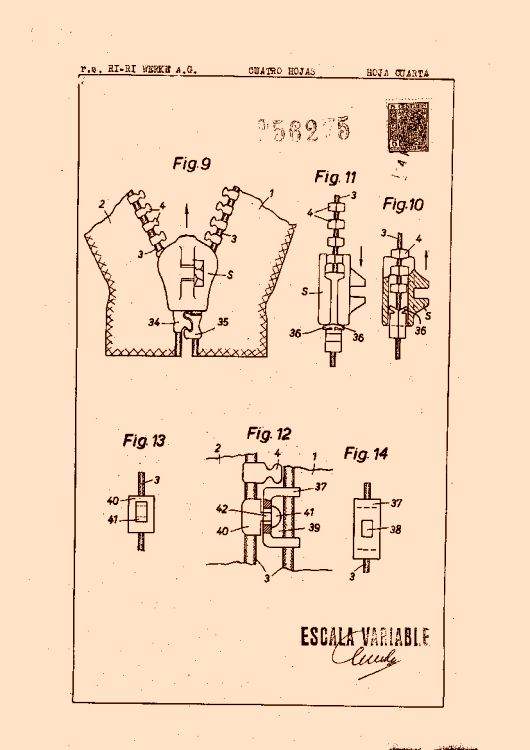
Mejoras en la fabricación de cierres corredizos con eslabón terminal, caracterizadas porque el eslabón terminal se compone de varias partes y porque las partes del eslabón terminal están constituidas de tal modo que si bien son acoplables por la corredera, sin embargo no son desacoplables y muestran un órgano de retención para la corredera.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(16/07/1960). Ver ilustración. Clasificación: A44B19/36, B29D5/00, B29D5/02.
Procedimiento para la fabricación de un cierre corredizo con eslabón terminal, en el que los eslabones de cierre se vacían inmediatamente sobre la cinta soportadora según el procedimiento de fundición a presión o fundición inyectada, caracterizado porque el eslabón terminal se aplica sobre las cintas soportadoras en la misma fase de trabajo y en el mismo molde de inyección que los eslabones de cierre, dándosele al mismo tiempo la forma definitiva requerida para la unión de ambas mitades del cierre y para la retención de la corredera en su posición terminal.
Sección de la CIP Construcciones fijas
(16/08/1959). Ver ilustración. Clasificación: E05.
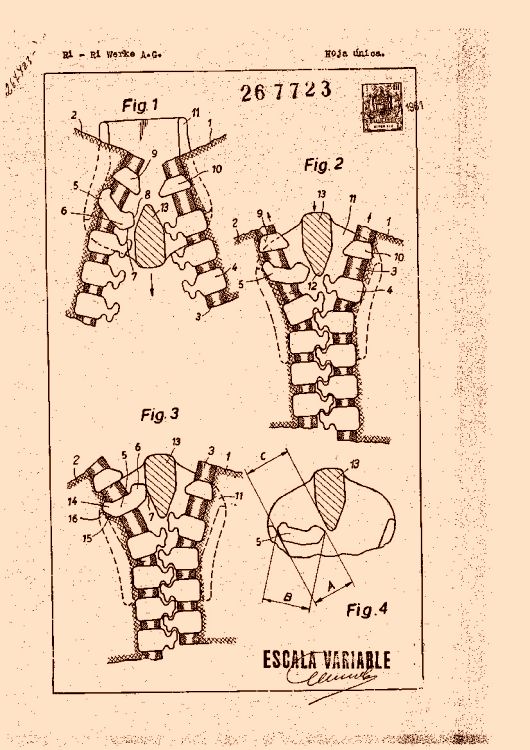
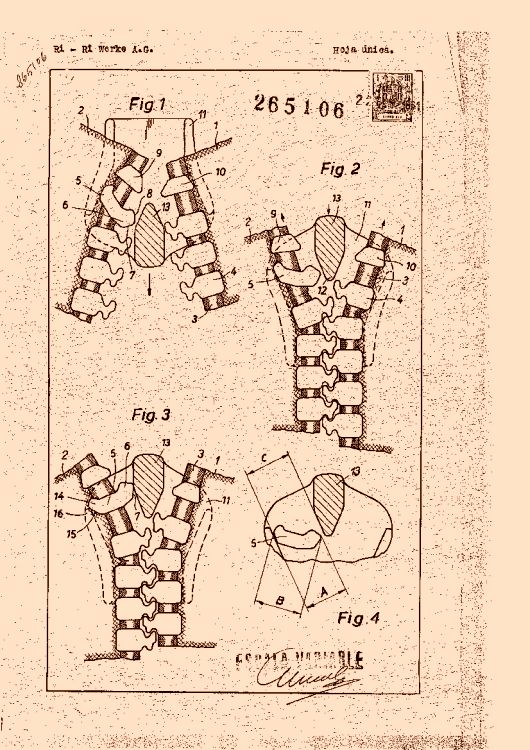
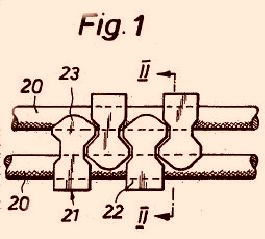
Mejoras en la cosntrucción de cierres corredizoscaracterizadas por un cordón soportador pasante longitudinalmente en cada lado del cierreque está encerrado anularmente por las partes del pie de los eslabones de cierre enfilados sobre el mismo y queestando cerrado el cierrecon sus zonas situadas entre partes de pie de eslabones de cierre vecinosen el sentido de un bloqueo transversal del engrane de los eslabones de cierreagarra en hendiduras longitudinales frontales de als cabezas de los eslabones de cierre de la fila opuesta de eslabones de cierre.
Sección de la CIP Necesidades corrientes de la vida
(16/01/1954). Ver ilustración. Clasificación: A44.
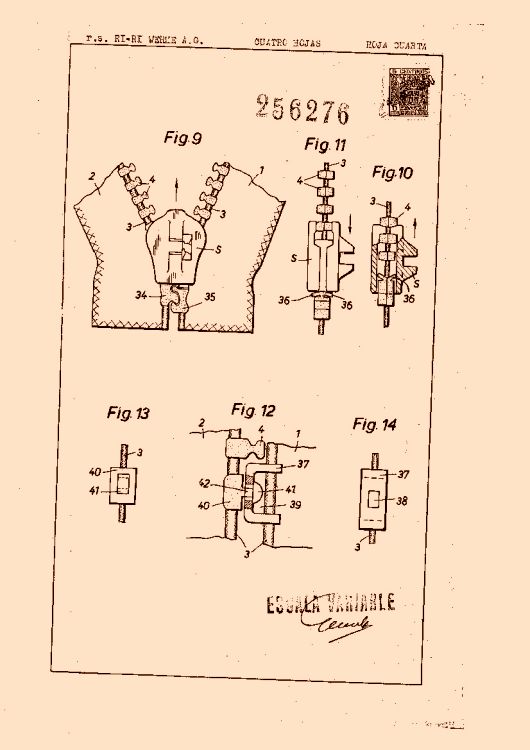
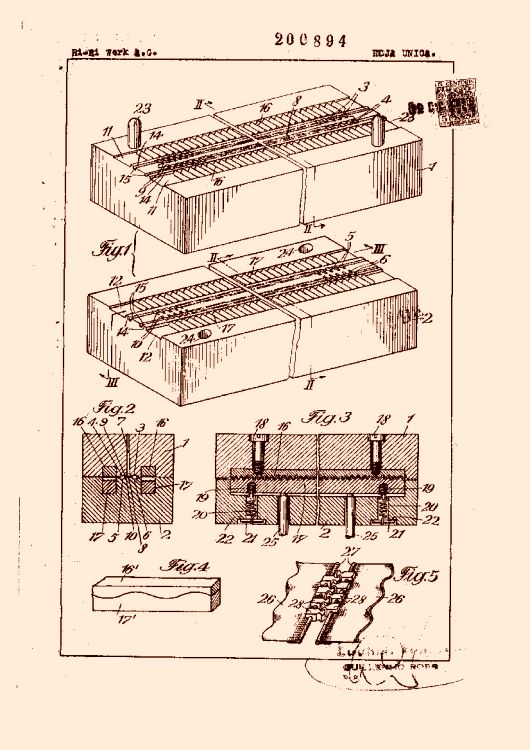
Procedimiento para la fabricación de cierres de cremallera, en el que se tensan cintas portadoras en un molde, en el que se producen eslabones de cierre por fundición inyectada en filas sobre las cintas portadoras, caracterizado porque una parte de cada cinta se estira, por medios dispuestos en el molde, antes de la inyección de los eslabones de cierre.
Sección de la CIP Necesidades corrientes de la vida
(01/04/1949). Ver ilustración. Clasificación: A44.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}