7 patentes, modelos y diseños de QUENTEL DESCHAMPS, ELISABETH
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS DE PREPARACIÓN DE ALEACIONES DE ACERO.
Sección de la CIP Química y metalurgia
(16/02/1957). Clasificación: C22.
Perfeccionamientos en los procedimientos de preparación de aleaciones de acero caracterizados por la combinación de acero anormal con molibdeno y un equilibrio controlado de otros elementos en proporciones variables según el grado de profundidad de endurecimiento que se desee obtener.
PERFECCIONAMIENTOS EN LOS DISPOSITIVOS DE CALENTAMIENTO POR INDUCCIÓN DE ALTA FRECUENCIA COMBINADOS CON DISPOSITIVO DE TEMPLE.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/01/1957). Ver ilustración. Clasificación: F24.
Perfeccionamientos en los dispositivos de calentamiento por inducción de alta frecuencia combinados con dispositivo de temple, caracterizados porque los inductores, constituídos por dos mordazas amovibles, son colocados previamente sobre las piezas a tratar y en que cada inductor es alimentado sucesivamente por el generador cuando llega a su nivel.
PROCEDIMIENTO PARA INCREMENTAR LA RESISTENCIA AL DESGASTE POR EL ROCE DE BLOQUES, CAMISAS, SEGMENTOS, CIGÜEÑALES, ÁRBOLES DE LEVAS, BALANCINES, EJES DE BALANCINES, VALVULAS Y GUIAS DE VALVULAS DE MOTORES COMPRESORES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/1956). Clasificación: F16H.
Un procedimiento para incrementar la resistencia al desgaste por roce de bloques, camisas, segmentos, cigüeñales, árboles de levas, balancines, ejes de balancines, válvulas y guías de válvulas de motores y compresores, caracterizado porque las piezas son tratadas superficialmente para obtener la formación de una capa autolubrificante de azufre, mediante su inmersión en un baño de sales que contenga una proporción de 0 a 30% de cianuros alcalinos y de 0,02 a 1% de azufre, a una temperatura oscilante entre 500º y 700º.
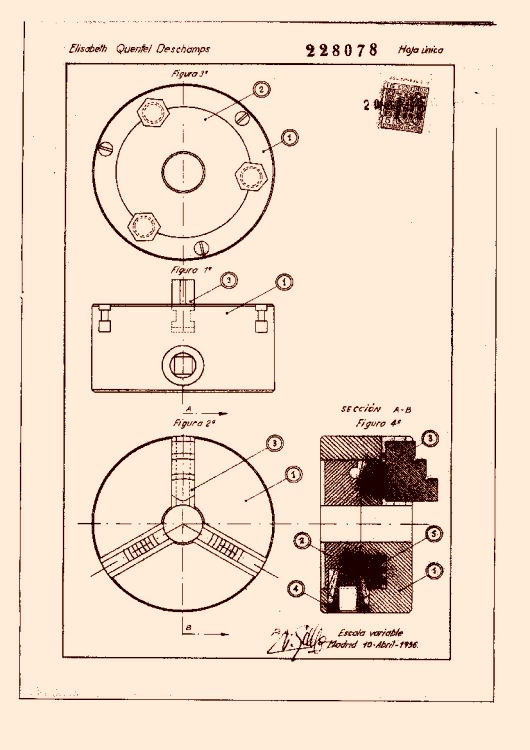
PERFECCIONAMIENTOS EN EL PROCESO DE FABRICACIÓN DE MANDRILES UNIVERSALES PARA TORNOS Y MÁQUINAS-HERRAMIENTAS EN GENERAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1956). Ver ilustración. Clasificación: B21.
Perfeccionamientos en el proceso de fabricación de mandriles universales para tornos y máquinas herramientas en general, caracterizados por que el cuerpo principal del mandril y el platillo, de fundición perlítica modular, son tratados superficialmente para obtener la formación de una capa autolubrificante de azufre, mediante su inmersión, en un baño de sales, a temperatura preferida de 600 grados, que contenga una proporción de 0 a 30% de cianuros alcalinos y de 0,02 al 1% de azufre.
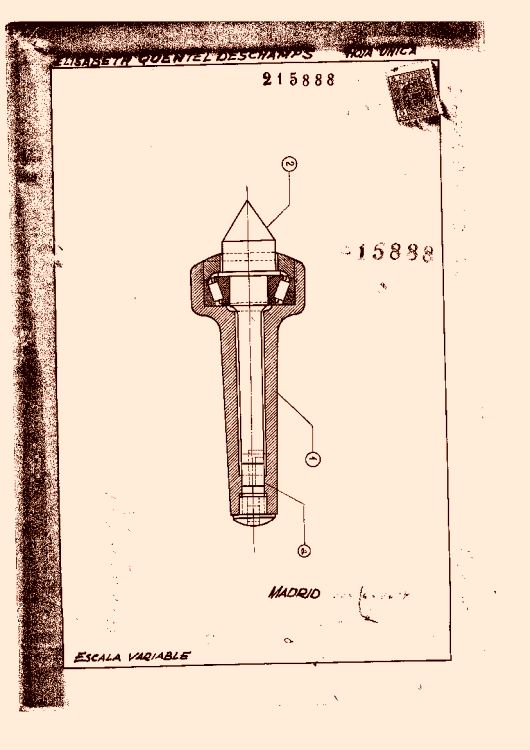
PERFECCIONAMIENTOS EN LOS PUNTOS GIRATORIOS PARA TORNOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1955). Ver ilustración. Clasificación: B23.
Perfeccionamientos en los puntos giratorios par tornos, caracterizado porque se sustituye el rodamiento a bolas o de rodillos de la aprte trasera, por un roce a base de girio directo de un eje de acero indeformable tratado en un cuerpo de acero al carbono.
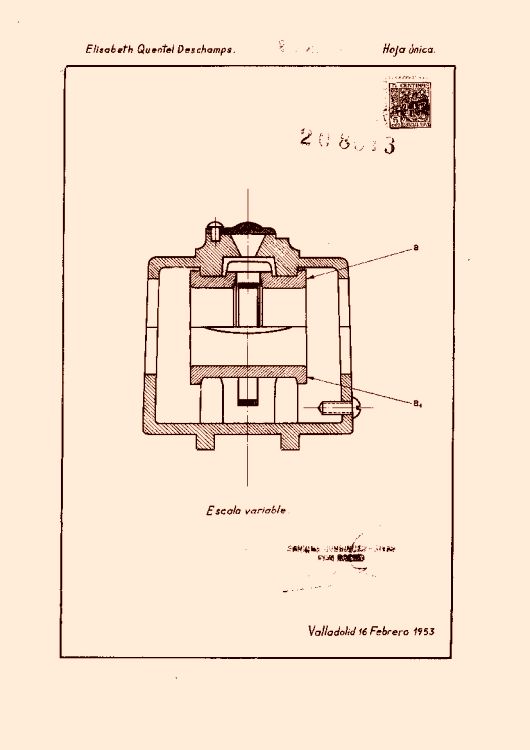
NUEVO PROCEDIMIENTO PARA EL REVESTIMIENTO DE COJINETES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/11/1953). Ver ilustración. Clasificación: F16.
Resumen no disponible.
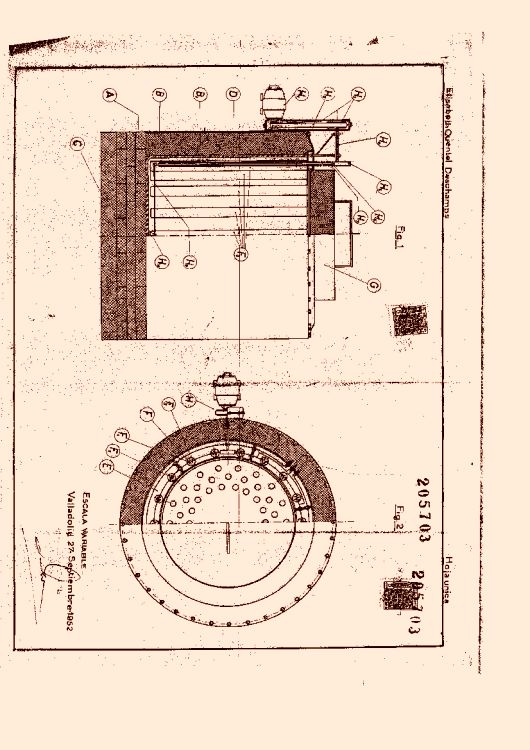
UN HORNO DE TRATAMIENTO TÉRMICO POR SALES QUÍMICAS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/02/1953). Ver ilustración. Clasificación: F27.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}