17 patentes, modelos y diseños de PLAXATS OLLE, SALVADOR
PROCESO Y APARATO PARA MOLDEO POR SOPLADO DE RESINAS TERMOPLASTICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1996). Inventor/es: PLAXATS OLLE, SALVADOR. Clasificación: B29C49/04, B29C49/08, B29C49/06, B29C49/48, B29C47/20, B29C47/26, B29C49/28, B09C49/02.
SE DESCRIBE UN PROCESO Y APARATO PARA MOLDEADO POR SOPLADO DE RESINAS TERMOPLASTICAS, PARTICULARMENTE CUERPOS HUECOS, Y QUE CONSISTE EN LLEVAR A CABO, EN UN PRIMER PASO, UNA INYECCION DE RESINA EN ESTADO TERMOPLASTICO EN UN PRIMER MOLDE CALEFACTOR FORMADO POR CAVIDADES TABULARES ESTRECHAS QUE TIENEN UNA ZONA SUPERFICIAL, DESDE DONDE, UNA VEZ QUE LA RESINA HA ALCANZADO EL ESTADO TERMOELASTICO, ES EXTRUDE EN UN SEGUNDO PASO PARA FORMAR UN HUECO ORIENTADO EN UN SEGUNDO MOLDE DONDE, EN UN TERCER PASO, SE COMPLETA EL MOLDEO MEDIANTE SOPLADO, HASTA QUE SE OBTIENE EL CUERPO FINAL HUECO. SE DESCRIBE UN APARATO QUE PUEDE REALIZAR UN GRUPO DE CUATRO PRE-MOLDEOS, SITUADO EN UN PLANO SUPERIOR, MONTADO SOBRE UN FILM Y CON POSIBILIDAD DE ROTACION DE 90 ORES EN FRENTE DE LOS MODULOS DE PRE-MOLDEO, EN PARES. EL PROCESO Y APARATO SE PUEDEN APLICAR EN LA INDUSTRIA DE RECIPIENTES, QUE REQUIERE UNAS PAREDES MUY REGULARES EN TODO EL RECIPIENTE.
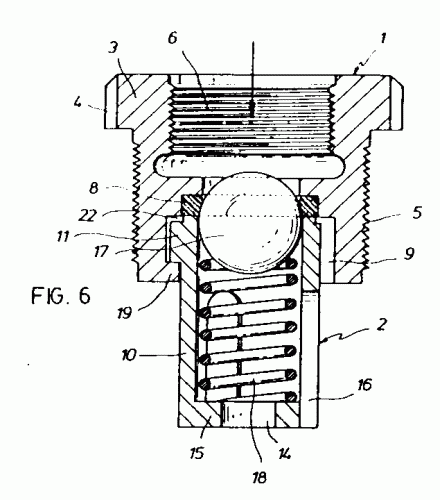
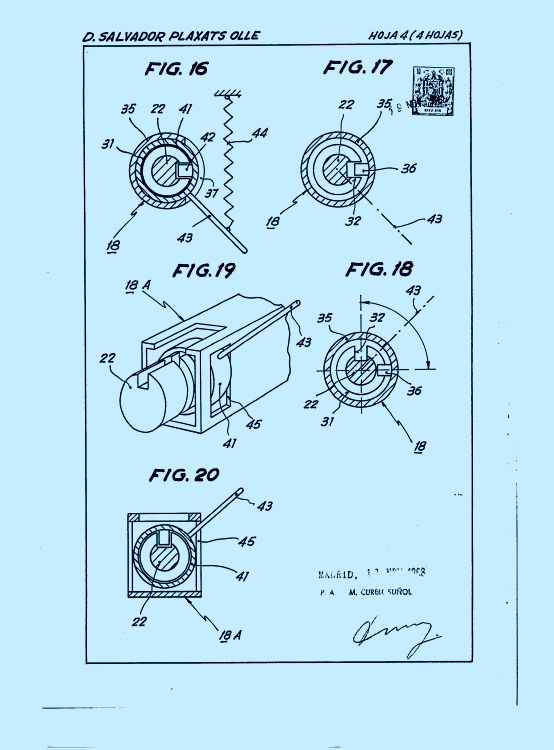
VALVULA DE RETENCION PARA BOMBONAS DE GAS LICUADO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/07/1992). Ver ilustración. Clasificación: F16K1/30, F16K1/34.
VALVULA DE RETENCION PARA BOMBONAS DE GAS LICUADO, CONSTITUIDA POR UN CUERPO TUBULAR DE SOPORTE Y POR UN CASQUILLO TUBULAR ACOPLADO AL MISMO, EN LA QUE EL ACOPLAMIENTO ESTA CONSTITUIDO POR UNA DISPOSICION DE BAYONETA PRACTICABLE PRSENTANDO EL CUERPO DE SOPORTE, UNA VALONA INTERIOR DISCONTINUA, EN LA QUE SE DEFINE UN NUMERO DE SECTORES DE CORONA CIRCULAR SEPARADOS POR OTRO NUMERO IGUAL DE ESCOTADURAS DE MAYOR LONGITUD MIENTRAS QUE EL CASQUILLO PRESENTA JUNTO A SU EXTREMO ABIERTO, UN NUMERO DE ALETAS RADIALES IGUAL AL DE ESCOTADURAS EN FORMA DE SECTOR DE CORONA CIRCULAR DE LONGITUD MENOR QUE LA DE LAS CITADAS ESCOTADURAS. LAS ALETAS DEL CASQUILLO PRESENTAN EN SU CARA INTERIOR, OPUESTA AL EXTREMO ABIERTO DEL MISMO, UNA ZONA CENTRAL HUNDIDA QUE DEFINE DOS RESALTES RADIALES DE MAGNITUD DIFERENTE EN SENTIDO AXIAL E IGUAL EN SENTIDO RADIAL. ESTA VALVULA PERMITE SER DESMONTADA EN SUS ELEMENTOS FUNCIONALES PARA SU REPARCION O SUSTITUCION, EVITANDOSE, ASI, SU DESECHO.
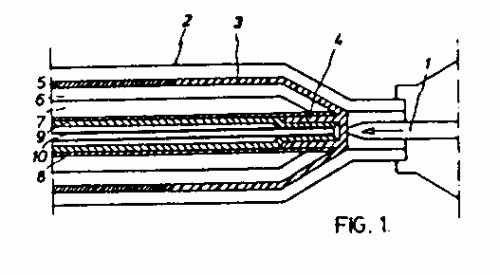
PROCEDIMIENTO PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1992). Ver ilustración. Clasificación: B29C49/06, B29L22/00.
ESTE PROCEDIMIENTO PARA EL MOLDEO DE RSINAS TERMOPLASTICAS POR SOPLADO, TIENE LUGAR MEDIANTE UN MOLDE O GRUPO DE MOLDES QUE CONSTITUYEN CAVIDADES TUBULARES TERMOACONDICIONADORAS DE GRAN SUPERFICIE Y REDUCIDO ESPESOR, INYECTANDOSE EN ELLAS LA RESINA QUE ALCANZA UN EQUILIBRIO TERMICO IDONEO PARA PASAR DEL ESTADO TERMOPLASTICO AL ESTADO TERMOELASTICO QUE PERMITE LA OBTENCION DE UNA PREFORMA HUECA BIORIENTADA, DE MODO QUE, POR UNOS MEDIOS MECANICOS INTERIORES DEL MOLDE SE PROCEDE A LA INTRODUCCION DE LA RESINA AL MOLDE O GRUPO DE MOLDES DE SOPLADO ENFRENTADOS CON LOS ANTERIORES, Y FACULTATIVAMENTE DOTADOS DE UN FONDO MOVIL, RESULTANDO UN CUERPO HUECO CON REGULACION DE ESPESORES. CON ESTE PROCEDIMIENTO SE REDUCEN LOS TIEMPOS DE MOLDEO, SE AHORRA ENERGIA Y SE OBTIENEN ENVASES CON FONDO PLANO DE ESPESOR UNIFORME.
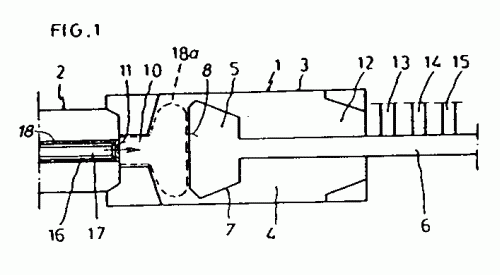
DISPOSITIVO PARA MOLDEAR POR SOPLADO EL FONDO DE CUERPOS HUECOS EN RESINA TERMOPLASTICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1992). Ver ilustración. Clasificación: B29C49/42, B29L22/00, B29C49/66.
ESTE DISPOSITIVO PARA MOLDEAR POR SOPLADO EL FONDO DE CUERPOS HUECOS DE RESINA TERMOPLASTICA, CONSISTE EN UN NUCLEO MOVIL ALOJADO A MODO DE EMBOLO DENTRO DEL MOLDE DE SOPLADO Y UNIDO A UN ARBOL AXIAL PARA DESPLAZAMIENTO, PRESENTANDO SU CARA FRONTAL APLANADA Y ENCARADA HACIA LA BOCA DE ENTRADA DE LA RESINA DESDE EL MOLDE DE EXTRUSION CON SOPLADO, EL CUAL NUCLEO ESTA DOTADO DE CIRCUITOS PARA AIRE Y VACIO Y PARA ACEITE DE REFRIGERACION, EFECTUANDO UN DESPLAZAMIENTO OPERATIVO DE RETROCESO A PARTIR DEL MOMENTO EN QUE SE ADHIERE AL NUCLEO MOVIL EL CUERPO HUECO INICIAL O PREFORMA Y TERMINA EN LA BASE DEL MOLDE. ESTE DISPOSITIVO PROPORCIONA CUERPOS HUECOS CON FONDO PLANO DE ESPESOR UNIFORME Y ADECUADA RESISTENCIA EN TODA SU EXTENSION.
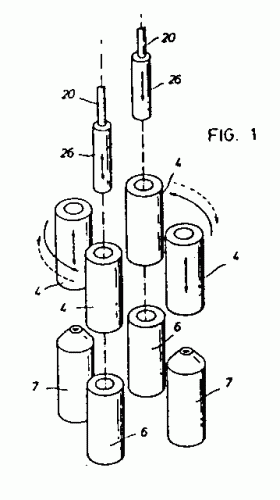
MAQUINA PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1992). Ver ilustración. Clasificación: B29C49/64, B29L22/00, B29C49/30.
ESTA MAQUINA PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO, SE COMPONE DE UNO O MAS MOLDES DE PREMOLDEO EN RELACION INTERCAMBIABLE CON UNO O MAS MOLDES DE MOLDEO FINAL, EN LOS CUALES MOLDES DE PREMOLDEO SE INYECTA LA RESINA PARA SER OBJETO DE UN TERMOACONDICIONAMIENTO QUE DETERMINA EL PASO DEL ESTADO TERMOPLASTICO AL ESTADO TERMOELASTICO MERCED A LA FORMACION DE UNA PREFORMA INYECTADA EN UNA CAMARA TUBULAR DE GRAN SUPERFICIE Y REDUCIDO ESPESOR, ESTANDO DOTADOS DICHOS PRIMEROS MOLDES DE UN MECANISMO QUE EXTRUYE LA RESINA EN FORMA DE MACARRON CERRADO. LOS MOLDES DE MOLDEO FINAL POR SOPLADO RECIBEN POR EXTRUSION LA RESINA QUE ADOPTA EN PRINCIPIO LA FORMA ESFERICA Y SE MOLDEA, OPTATIVAMENTE, CON LA PARTICIPACION DE UNA BASE DE FONDO MOVIL QUE ATRAE EL CUERPO HUECO EN CONFORMACION. ESTA MAQUINA PERMITE EJECUTAR EL MOLDEO CON REDUCCION DE TIEMPO Y ENERGIA.
APARATO PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1982). Clasificación: B29F1/02.
APARATO PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO. CONSTA DE UN CIERTO NUMERO DE MOLDES DE INYECCION , DOTADOS DE NOYOS , PARA LA OBTENCION DE UNAS PREFORMAS DE CUERPOS HUECOS DE ESPESOR VARIABLE, Y DE OTRO NUMERO IGUAL DE MOLDES DE SOPLADO QUE RECIBEN DICHOS NOVOS PORTADORES DE LAS CITADAS PREFORMAS PARA LA CONFORMACION DEFINITIVA DE LOS CUERPOS HUECOS CON UN ESPESOR CONTROLADO. LOS MOLDES DE INYECCION Y LOS DE SOPLADO SE SITUAN EN YUXTAPOSICION, AL OBJETO DE QUE EN CADA CICLO OPERATIVO SE DETERMINEN UNAS FASES SIMULTANEAS DE INYECCION EN UNOS MOLDES Y DE SOPLADO EN OTROS.
(16/05/1980) Portavasos, caracterizado porque está constituido por una gaveta de contorno y fondo rígidos, de planta poligonal de lados opuestos dos a dos, en que la pared periférica consta de una sucesión de alternativa de columnas y huecos verticales, inscritos con respecto a un borde periférico superior, estando dispuestos tales columnas y huecos de modo que, para dos lados opuestos, un mismo extremo termina en columna y el otro extremo termina en hueco, de suerte que superponiendo dos gavetas en el mismo sentido con respecto a dicha disposición de sus extremos, las columnas de la gaveta superior se apoyan sobre las columnas de la inferior, permitiendo mantener la superposición estable con penetración limitada,…
PERFECCIONAMIENTOS EN LAS DISPOSICIONES PARA LA RETENCION DE VARILLAS TENSADAS EN EL ARMADO DE HORMIGONES.
Sección de la CIP Construcciones fijas
(01/03/1980). Clasificación: E04C5/12.
Perfeccionamientos en las disposiciones para la retención de varillas tensadas en el armado de hormigones, del tipo de las constituidas por una base de soporte, atravesable por la varilla a tensar, en la que articula una palanca que presenta una sección de leve, para acuñar a la varilla contra una sufridera, y está solicitada por un resorte que tiende a posicionarla, automáticamente, en la situación de máximo acuñamiento en cada instante, producido éste por la propia tensión de recuperación elástica de la varilla, y permite ser vencido por un esfuerzo mayor de sentido contrario al de dicha tensión de recuperación.
PERFECCIONAMIENTOS EN LOS DISPOSITIVOS PARA EL PRETENSADO DE VARILLAS EN HORMIGON ARMADO.
Sección de la CIP Construcciones fijas
(16/01/1977). Clasificación: E04G21/12.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS APARATOS TENSORES DE LAS VARILLAS DE ARMADO DE HORMIGON.
Sección de la CIP Construcciones fijas
(16/03/1976). Clasificación: E04C5/16.
Resumen no disponible.
(01/03/1976) Peine plegable, caracterizado porque está constituido por dos piezas planas y alargadas, sustancialmente iguales entre si, formadas por un soporte longitudinal del que se derivan una pluralidad de púas coplanarias, en que en una dé las piezas las púas son finas y espesas, y en la otra pieza son más gruesas y espaciadas, estando articuladas mutuamente dichas piezas por un eje transversal próximo a uno de los extremos de cada una de ellas adosadas entre sí, habiendo en el extremo de articulación de una de tales piezas un bucle de retención en el que se aloja giratoriamente el extremo de la restante pieza, en orden a…
PERFECCIONAMIENTOS EN LAS DISPOSICIONES PARA EL TENSADO DE VARILLAS EN HORMIGONES ARMADOS.
Sección de la CIP Construcciones fijas
(01/02/1976). Clasificación: E04G17/08.
Resumen no disponible.
DISPOSITIVO PARA EL TENSADO DE VARILLAS EN HORMIGONES ARMADOS.
(01/12/1975) Dispositivo para tensado de varillas en hormigones armados, caracterizado porque está constituido por un soporte formado por un cuerpo tubular con una abertura lateral alargada y con un extremo dotado de una base con un orificio central para el paso de la correspondiente varilla, habiendo dentro de dicho soporte una corredera formada por una pieza tubular con roscado exterior, acoplada a una tuerca adyacente al extremo libre del cuerpo soporte y provista de una manija para accionamiento giratorio manual, derivándose de la citada pieza tubular unas aletas laterales que salen por la abertura del soporte y articulan en una palanca de retención dotada de dientes para mordido de la varilla a través de aquella abertura y de otra abertura adyacente…
MORDAZA PARA LA FIJACION RAPIDA DE ESTRUCTURAS PORTANTES EN AUTOMOVILES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1975). Clasificación: B60R.
Mordaza para la fijación rápida de estructuras portantes en automóviles, caracterizada porque la presión presionadora para fijado, se ejerce por medio de dos piezas acoplables entre sí y en mutua relación por unos medios elásticos de articulación, una de cuyas piezas es interior y posee medios de apoyo dentro de un canalón del vehículo, mientras la restante pieza es exterior, poseyendo medios para fijación en el citado canalón y medios para articulación regulable, en que el efecto de mordaza se ejerce conjuntamente por los referidos medios de apoyo y de fijación, de modo que la situación operante del mecanismo, estando fija la pieza interior, se consigue mediante un desplazamiento de la pieza exterior para colocarla debajo del canalón y seguidamente abatirla contra la pieza interior, venciendo el punto muerto de los medios elásticos de articulación, hasta lograr el estable acoplamiento de bloqueo.
PERFECCIONAMIENTOS EN LAS DISPOSICIONES PARA REGULACION DEL ABATIMIENTO DE RESPALDOS EN ASIENTOS DE AUTOMOVILES.
(01/04/1975) Perfeccionamientos en las disposiciones para regulación del abatimiento de respaldos en asientos de automóviles, caracterizados porque la relación entre el respaldo inclinable y el asiento estable, tiene lugar por medio de un dispositivo situado en un flanco del asiento, constando de una barra longitudinal con dentado de cremallera, que articula con el extremo inferior del armazón del respaldo, por debajo del punto de giro anteroposterior del mismo, y de un cajetín oscilante auto-orientable, montado en el eje transversal, que contiene unos dientes para acoplamiento con la citada cremallera, habiendo unos medios de accionamiento para las operaciones de engatillado y desengatillado accionados por un eje transversal dotado de mando manual por palanca,…
PORTAEQUIPAJES PARA AUTOMOVIL.
(16/08/1970) Portaequipajes para automóvil, caracterizado por el hecho de estar constituido de un armazón metálico que comprende un entramado soportante y una barandilla exterior, en que dicho entramado soportante se compone de dos travesaños tubulares entre los que se apoyan en sentido longitudinal una pluralidad de largueros tubulares dotado de terminales elásticos acanalados para acoplamiento a fricción en los citados travesaños, mientras que la barandilla consta de dos largueros tubulares acoplados por ensamble con dos montantes transversales tubulares de entremos acodados, relacionándose entre sí el entramado soportante y la barandilla por medio de unas bridas montadas alrededor de los extremos de los largueros de la barandilla y cuyas alas, presionadas para cierre por atornillado, son atravesadas por los extremos de los travesaños…
PERFECCIONAMIENTOS EN LOS MECANISMOS PARA ARTICULACION DE RESPALDOS DE ASIENTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1970). Ver ilustración. Clasificación: B60N2/22.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}