31 patentes, modelos y diseños de NISSEI ASB MACHINE CO., LTD.
Procedimiento de moldeo por soplado para recipiente con asa.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2019). Inventor/es: OGIHARA, SHUICHI. Clasificación: B29L22/00, B29C49/20.
Un procedimiento de moldeo por soplado que comprende:
mantener una preforma y un asa en un estado sin contacto usando un soporte de transferencia de soplado común que se puede abrir y cerrar, y
transferir la preforma y el asa a un espacio situado entre un par de moldes de cavidad de soplado en un estado abierto; sujetar el par de moldes de cavidad de soplado para colocar la preforma y el asa dentro del par de moldes de cavidad de soplado ; y
moldear por soplado la preforma en un recipiente dentro del par de moldes de cavidad de soplado para integrar el asa con el recipiente.
PDF original: ES-2735096_T3.pdf
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma.
(11/04/2018) Una unidad de moldeo por soplado que comprende:
un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de soplado para sujetarse al poner superficies de separación del mismo en contacto entre sí, y una pluralidad de moldes de fondo levantado que definen una pluralidad de formas de fondo levantado para una pluralidad de cavidades definidas por el primer y el segundo molde dividido de cavidad de soplado ;
una primera y una segunda placa de recepción de presión que reciben la presión de sujeción del molde al poner superficies de separación del mismo en contacto entre sí;
una primera placa de fijación a la que el primer molde dividido de cavidad de soplado y la primera placa de recepción de presión están fijados;
una segunda placa de fijación a la que…
Máquina de moldeo por soplado.
(21/09/2016) Un aparato de moldeo por soplado que comprende:
N filas de placas de sustentación, siendo N un número entero igual o mayor de 2, en el que cada una de las N filas de placas de sustentación destinadas a ser transferidas a lo largo de una dirección de transferencia que sustenta una pluralidad de moldes de garganta;
un miembro (20A a 20D) de transferencia de soporte que transfiere las N filas de placas de sustentación, soportando el miembro (20A a 20D) de transferencia de soporte las N filas de placas de sustentación de manera que se pueda modificar un paso entre filas de las N filas de placas de sustentación;
una estación de moldeo por inyección que moldea por inyección una pluralidad de preformas (1A), incluyendo la estación de moldeo por inyección…
Procedimiento de moldeo por soplado para recipiente con empuñadura y equipamiento de moldeo por soplado.
(11/05/2016) Un procedimiento de moldeo por soplado para moldear por soplado un recipiente con una empuñadura que incluye la disposición de una preforma y la empuñadura entre un par de moldes de cavidades de soplado y el moldeo por soplado de la preforma dentro del recipiente para integrar la empuñadura con el recipiente, comprendiendo el procedimiento de moldeo por soplado:
calentar la preforma , en un estado en el que la preforma es mantenida por una plantilla de transferencia de calentamiento; y
suministrar la empuñadura a la plantilla de transferencia de calentamiento en un estado vacío después de la culminación del calentamiento de la preforma para que la empuñadura sea mantenida por la plantilla de transferencia…
Unidad de molde de soplado y máquina de moldeo por soplado que utiliza la misma.
(23/07/2014) Una unidad de molde de soplado que está fijada sobre una base de un aparato de moldeo por soplado, en la que la unidad de molde de soplado comprende:
- un molde de soplado que incluye
-- un primer molde partido (62A) con cavidad de soplado y
-- un segundo molde partido (62B) con cavidad de soplado, en el que el primer molde partido (62A) con cavidad de soplado y el segundo molde partido (62B) con cavidad de soplado están cerrados, de forma que una superficie de separación del primer molde partido (62A) con cavidad de soplado y una superficie de separación del segundo molde partido (62B) con cavidad de soplado hacen contacto entre sí y definen una pluralidad…
ENVASE CON ASA Y SU PROCEDIMIENTO DE FABRICACION.
(15/12/2009) Un envase con asa, que comprende: un cuerpo de envase formado mediante moldeo por soplado en un molde de soplado , y un asa de transporte formada integralmente con el cuerpo del envase mediante el moldeo por soplado, en el que: el asa tiene un asidero , una placa de refuerzo localizada sustancialmente paralela al asidero , y una pareja de porciones de brazos (329 que conecta, respectivamente, extremos opuestos del asa y la placa de refuerzo , y un espacio de inserción está formado entre el asidero y la placa de refuerzo para insertar dos o más dedos, caracterizado porque el cuerpo del envase…
APARATO Y PROCEDIMIENTO DE MOLDEO POR INYECCION CON SOPLADO Y ESTIRADO.
(01/08/2007) UN APARATO Y METODO DE MOLDEO POR INYECCION DE SOPLADO DE ESTIRAMIENTO EN DONDE MIENTRAS LAS PREFORMAS SON AMPLIAMENTE REFRIGERADAS SE REDUCE EL TIEMPO DEL CICLO DE MOLDEO POR INYECCION Y ADEMAS SE UTILIZA UN PEQUEÑO NUMERO DE CAVIDADES DE SOPLADO Y AUMENTA LA VELOCIDAD DE OPERACION DE ESTAS CAVIDADES DE SOPLADO. EN UNA SECCION DE MOLDEO POR INYECCION , N (N (MAYOR O IGUAL) 2) PREFORMAS SON MOLDEADAS POR INYECCION Y A CONTINUACION LIBERADAS DEL MOLDE DE CAVIDAD DE INYECCION A UNA TEMPERATURA DE LIBERACION DEL MOLDE RELATIVAMENTE ALTA. MIENTRAS LAS PREFORMAS SON ENFRIADAS POR EL MOLDE DE NUCLEO DE LA SECCION DE INYECCION , SON TRANSPORTADAS A UNA SECCION…
APARATO DE MOLDEO POR SOPLADO EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2003). Ver ilustración. Inventor/es: SATO, KOICHI, TAKADA, MINORU, SAKURAI, ATSUSHI, NETSU, YOICHI. Clasificación: B29C49/68, B29C49/30.
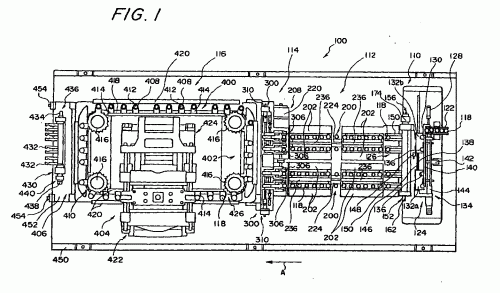
UN APARATO DE MOLDEO POR INSUFLACION DE AIRE DE CALOR CONSTA DE UNA SECCION DE SUMINISTRO 110, DE UNA ESTACION DE CALENTAMIENTO 112, DE UNA SECCION DE TRANSFERENCIA 114 Y DE UNA ESTACION DE MOLDEO POR INSUFLACION DE AIRE 116, TODAS ELLAS DISPUESTAS LINEALMENTE EN UNA DIRECCION A, EN LA QUE SE TRANSPORTAN LAS PREFORMAS 118. LA SECCION DE SUMINISTRO 110 SUMINISTRA LAS PREFORMAS 118, CADA UNA CON UNA SECCION DE CUELLO EN SU ESTADO INVERSO. LA ESTACION DE CALENTAMIENTO 112 CALIENTA SIMULTANEAMENTE LAS PREFORMAS INVERTIDAS 118 MIENTRAS SON TRANSPORTADAS PARALELAMENTE ENTRE SI. LA SECCION DE TRANSFERENCIA 114 TRANSFIERE LAS PREFORMAS INVERTIDAS 118 UNA VEZ HAN SIDO CALENTADAS POR LA ESTACION DE CALENTAMIENTO. LA ESTACION DE MOLDEO POR INSUFLACION DE AIRE 116 MOLDEA POR INSUFLACION SIMULTANEAMENTE LAS PREFORMAS INVERTIDAS 118 TRANSFERIDAS DE LA SECCION DE TRANSFERENCIA 114 A LOS RECIPIENTES.
SISTEMA DE PROCEDIMIENTO DE MOLDEO POR INYECCION Y SOPLADO.
(01/07/2003) SISTEMA DE MOLDEO DE SOPLADO POR INYECCION QUE INCLUYE UNA ESTACION DE MOLDEO POR INYECCION 22, UNA PRIMERA SECCION DE ALIMENTACION 24, UNA ESTACION DE REFRIGERACION 26, UNA ESTACION DE CALENTAMIENTO 30, UNA SEGUNDA SECCION DE ALIMENTACION 32 Y VARIAS ESTACIONES DE MOLDEO DE SOPLADO 34. LA ESTACION DE MOLDEO POR INYECCION 22 ESTA DISEÑADA PARA LA INYECCION SIMULTANEA DE LAS M FILAS DEL MOLDE DE N PREFORMAS 36 DISPUESTAS EN UNA SEGUNDA DIRECCION B PERPENDICULAR A UNA PRIMERA DIRECCION A EN LA CUAL SE MUEVEN LAS PREFORMAS 36. LA PRIMERA SECCION DE ALIMENTACION 24 ESTA DISEÑADA PARA EXTRAER LAS M FILAS DE PREFORMAS 36 MOLDEADAS POR INYECCION POR LA ESTACION DE MOLDEO POR INYECCION 22 MEDIANTE…
RECIPIENTE CON UNA CANTIDAD REDUCIDA DE ACETALDEHIDO LIBERADO DEL MISMO Y PROCEDIMIENTO PARA SU MOLDEO.
(16/06/2003) LA INVENCION SE REFIERE A UN METODO QUE COMPRENDE LAS SIGUIENTES FASES: MOLDEAR UNA PREFORMA MEDIANTE MOLDEO POR SOPLADO Y ESTIRADO, FORMANDO UN ARTICULO MOLDEADO POR SOPLADO PRIMARIO ; REDUCCION DE LA CANTIDAD DE ACETALDEHIDO LIBERADA A PARTIR DE DICHO ARTICULO MOLDEADO POR SOPLADO PRIMARIO; FASE DE FINAL DE MOLDEO POR SOPLADO Y ESTIRADO DEL ARTICULO PRIMARIO, QUE TIENE UNA CANTIDAD REDUCIDA DE ACETALDEHIDO EN UN RECIPIENTE FINAL . LA FASE PRIMARIA DE MOLDEO PRODUCE EL ARTICULO MOLDEADO POR SOPLADO PRIMARIO, QUE ES DE TAMAÑO SUPERIOR QUE EL RECIPIENTE FINAL Y TIENE UN GROSOR DE PARED MEDIO (12A) DE UNA PORCION ESTIRADA DEL CUERPO, IGUAL O INFERIOR A 0,3 MM, QUE…
PROCEDIMIENTO Y APARATO DE MOLDEO POR INYECCION ESTIRADO SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2003). Ver ilustración. Inventor/es: SATO, KOICHI, TAKADA, MINORU, YOKOBAYASHI, KAZUYUKI, OGIHARA, SHYUICHI. Clasificación: B29C49/42.
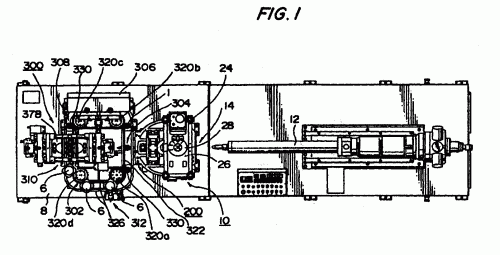
PROCEDIMIENTO Y APARATO DE MOLDEO POR INYECCION CON INSUFLACION DE AIRE COMPRIMIDO Y ALARGAMIENTO EN EL CUAL UNAS PREFORMAS SON MOLDEADAS POR INYECCION EN UNA ESTACION DE MOLDEO DE PREFORMAS Y ESTAS SON TRASLADADAS A UNA ESTACION DE MOLDEO POR INSUFLACION DE AIRE COMPRIMIDO Y SE MOLDEAN EN BASES POR INSUFLACION DE AIRE COMPRIMIDO A PARTIR DE LAS PREFORMAS QUE CONSERVAN CALOR DE CUANDO ESTAS PREFORMAS FUERON MOLDEADAS POR INYECCION. PARA INCREMENTAR LA PRODUCTIVIDAD SE PREVE CONMUTAR BIEN SEA A UNA MODALIDAD DE MOLDEO DE ENVASES O UNA MODALIDAD DE MOLDEO DE PREFORMAS; Y CUANDO LA MODALIDAD DE MOLDEO DE PREFORMAS SE CAMBIA, EN SU RECORRIDO A LO LARGO DE UN CAMINO DE CONDUCCION DE PREFORMAS QUE CONDUCE A LA ESTACION DE MOLDEO POR INSUFLACION DE AIRE COMPRIMIDO, LA DESCARGA DE LAS PREFORMAS SON MOLDEADAS REPETIDAMENTE EN LA ESTACION DE MOLDEO DE PREFORMAS PARA SALIR DEL CAMINO DE CONDUCCION DE LAS PREFORMAS.
APARATO DE MOLDEO POR SOPLADO.
(01/01/2003) UN APARATO DE MOLDEO POR SOPLADO COMPRENDE MIEMBROS DE SOPORTE PARA SOPORTAR PRE-MOLDES O RECIPIENTES APOYADOS EN EL MISMO, Y UNA CADENA DE SOPORTE PARA RECIBIR LOS MIEMBROS DE SOPORTE, DE FORMA CIRCULAR E INTERMITENTE A LO LARGO DE UN RECORRIDO DE SOPORTE. DICHO APARATO INCLUYE UNA SECCION DE RECEPCION QUE RECIBE LOS PRE-MOLDES QUE SE ALIMENTAN DESDE EL EXTERIOR Y HACER QUE ESTOS PRE-MOLDES VAYAN APOYADOS SOBRE LOS CITADOS MIEMBROS DE SOPORTE, UNA SECCION DE CALENTAMIENTO PARA CALENTAR LOS PRE-MOLDES SOBRE LOS MIEMBROS DE SOPORTE, UNA SECCION DE MOLDEO POR SOPLADO PARA MOLDEAR POR SOPLADO AL MENOS UN PRE-MOLDE CALENTADO EN DICHA SECCION DE CALENTAMIENTO EN AL MENOS UN RECIPIENTE, Y UNA…
Aparato de moldeo por inyección estirado soplado.
(16/12/2002) Un aparato de moldeo por inyección estirado soplado, que comprende: Una estación de moldeo por inyección , que incluye dos moldes núcleo de inyección para moldear preformas por inyección simultáneamente, teniendo cada una un gollete , un cuerpo cilíndrico y un asa que se forma adyacente al límite entre el mencionado gollete y el mencionado cuerpo cilíndrico; y una estación de moldeo por soplado para moldear las preformas por estirado soplado en forma de recipientes; caracterizado porque la mencionada estación de moldeo por inyección incluye: un órgano giratorio que gira alrededor de un árbol giratorio, que soporta los mencionados dos moldes núcleo de inyección en posiciones enfrentadas unas a otras con el mencionado…
Aparato de moldeo estirado soplado.
(16/12/2002) Un aparato de moldeo por estirado soplado, que comprende: un recorrido de transporte para llevar de forma intermitente una preforma que tiene un gollete y un cuerpo cilíndrico ; unos medios de giro para hacer girar la mencionada preforma alrededor de su eje longitudinal cuando la preforma es transportada a lo largo de un recorrido dado del mencionado recorrido de transporte; unos medios calefactores para calentar el mencionado cuerpo cilíndrico de la preforma cuando la preforma se hace girar; y una sección de moldeo por soplado para el moldeo por estirado soplado del mencionado cuerpo cilíndrico de la preforma en forma de un recipiente una vez que la preforma ha pasado a través del mencionado medio calefactor;…
PROCEDIMIENTO DE MOLDEO POR SOPLADO DE UN RECIPIENTE RESISTENTE AL CALOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2002). Ver ilustración. Inventor/es: TSUCHIYA, YOICHI. Clasificación: B29C49/64.
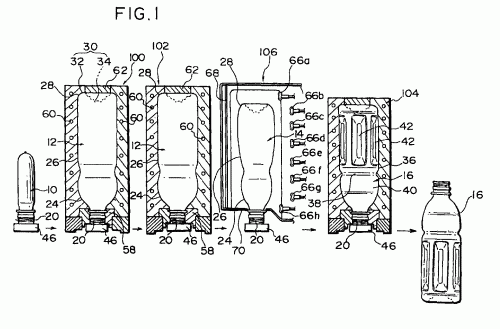
SE DESCRIBE UN METODO DE MOLDEO DE UN RECIPIENTE TERMORRESISTENTE QUE COMPRENDE UNA ETAPA PRIMARIA DE MOLDEO POR SOPLADO, UNA ETAPA PRIMARIA DE TERMOTRATAMIENTO, UNA SEGUNDA ETAPA DE TERMOTRATAMIENTO Y UNA ETAPA SECUNDARIA DE MOLDEO POR SOPLADO. EN LA ETAPA PRIMARIA DE MOLDEO POR SOPLADO, UNA PREFORMA DE RESINA SINTETICA SE MOLDEA POR SOPLADO PARA DAR UN ARTICULO PRIMARIO MOLDEADO POR SOPLADO. EN LA ETAPA PRIMARIA DE TERMOTRATAMIENTO, EL ARTICULO PRIMARIO MOLDEADO POR SOPLADO SE MANTIENE EN UN MOLDE DE TERMOTRATAMIENTO Y SE SOMETE AL TERMOTRATAMIENTO. EL ARTICULO PRIMARIO MOLDEADO POR SOPLADO RECUPERADO DEL MOLDE SE ENCOGE Y FORMA UN ARTICULO MOLDEADO INTERMEDIO. EN LA ETAPA SECUNDARIA DE TERMOTRATAMIENTO, EL ARTICULO MOLDEADO INTERMEDIO SE SOMETE A TERMOTRATAMIENTO FUERA DEL MOLDE, DONDE NO OCURRE PRACTICAMENTE ENCOGIMIENTO. EN LA ETAPA SECUNDARIA DE MOLDEO POR SOPLADO, EL ARTICULO MOLDEADO INTERMEDIO SE MOLDEA POR SOPLADO DENTRO DE UN MOLDE FINAL PARA FORMAR UN PRODUCTO MOLDEADO FINAL.
APARATO DE MOLDEO POR ESTIRADO-SOPLADO Y APARATO DE MOLDEO POR INYECCION ESTIRADO-SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/2002). Ver ilustración. Inventor/es: OGIHARA, SHUICHI, FUKUNISHI, YOSHIHIRO. Clasificación: B29C49/42, B29C49/64, B29C49/06, B29C45/04.
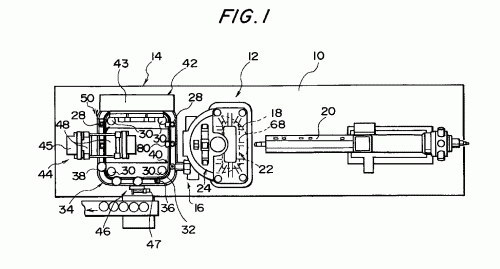
UN APARATO DE MOLDEO POR SOPLADO CON ESTIRADO QUE TIENE UNA SECCION DE CALENTAMIENTO Y UNA SECCION DE MOLDEO POR SOPLADO , DISPUESTAS A LO LARGO DE UNA RUTA DE TRANSPORTE UTILIZADA PARA TRANSPORTAR PREFORMAS CADA UNA DE LAS CUALES TIENE UN MANGO DE FORMA INTERMITENTE. UNA CADENA Y UNAS RUEDAS DENTADAS HACEN ROTAR A LAS PREFORMAS ALREDEDOR DE SUS EJES CUANDO SON TRANSPORTADAS A ALA SECCION DE CALENTAMIENTO. HAY UNA SECCION DE ESPERA COLOCADA ENTRE LA SECCION DE CALENTAMIENTO Y LA SECCION DE MOLDEO POR SOPLADO . LA SECCION DE ESPERA COMPRENDE UNAS PLACAS DE GUIA QUE ACTUAN A MODO DE ELEMENTOS DE POSICIONAMIENTO PARA COLOCAR LOS MANGOS QUE SE EXTIENDEN DE LAS PREFORMAS RESPECTIVAS EN UNA DIRECCION DADA. DE ESTE MODO SE PUEDEN ORIENTAR TODOS LOS MANGOS EN LA DIRECCION EN QUE SON TRANSPORTADAS LAS PREFORMAS . ESTO IMPIDE TAMBIEN QUE LOS MANGOS QUEDEN ATRAPADOS EN UN MOLDE DE LA CAVIDAD DE SOPLADO.
APARATO Y PROCEDIMIENTO DE MOLDEO POR INYECCION, ESTIRADO Y SOPLADO.
(01/09/2000) UN APARATO DE MOLDEO POR SOPLADO-INYECCION CON ESTIRADO QUE TIENE UNA SECCION DE MOLDEO POR INYECCION Y UNA ESTACION DE MOLDEO POR SOPLADO , CON UNA ESTACION DE TRANSFERENCIA COLOCADA ENTRE ELLAS. LA ESTACION DE MOLDEO POR INYECCION TIENE UNA SECCION DE MOLDEO POR INYECCION QUE MOLDEA PREFORMAS Y UNA ESTACION DE DESMOLDEO PARA DESMOLDEAR LAS PREFORMAS DE UN MOLDE DE NUCLEOS DE INYECCION. LA ESTACION DE MOLDEO POR SOPLADO LLEVA A CABO UNA TRANSFERENCIA CIRCULANTE DE LOS MIEMBROS DE TRANSPORTE QUE SOPORTAN LAS PREFORMAS Y, EN LA SECCION DE MOLDEO POR SOPLADO , LAS PREFORMAS SON MOLDEADAS POR SOPLADO EN UNOS RECEPTACULOS . LA ESTACION DE TRANSFERENCIA TIENE UN MECANISMO DE RECEPCION 54 QUE RECIBE…
RECIPIENTE HUECO DE RESINA SINTETICA CON ASA Y METODO PARA MOLDEARLO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1992). Inventor/es: NAKAMURA, YOSHINORI NISSEI ASB MACHINE CO.,LTD., MIYAZAWA, YOSHIKI NISSEI ASB MACHINE CO., LTD., YOSHIZAWA, SHIGEO NISSEI ASB MACHINE CO., LTD. Clasificación: B29C49/00, B29C45/14, B65D23/10, B29C49/48.
SE DESCRIBE UN RECIPIENTE, COMO UNA BOTELLA DE RESINA SINTETICA, FORMADO POR MOLDEO Y ESTIRADO POR INSUFLACION DE AIRE COMPRIMIDO DE UN PARISON MOLDEADO POR INYECCION. EL RECIPIENTE TIENE UN CUERPO CUYO LADO LLEVA UN ASA OBTENIDA EN MOLDEO SECUNDARIO. SE DESCRIBE IGUALMENTE EL METODO PARA MOLDEAR UN RECIPIENTE HUECO CON ASA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1992). Inventor/es: NAKAMURA, YOSHINORI NISSEI ASB MACHINE CO.,LTD., KOGA, KOUHEI NISSEI ASB MACHINE CO.,LTD., KOSUGE, SATORU NISSEI ASB MACHINE CO.,LTD., FUKUNISHI, YOSHIHIRO NISSEI ASB MACHINE CO.,LTD. Clasificación: B29C49/06, B29C45/26, B29C45/06.
UNAPARATO DE MOLDEO CON UNA MATRIZ EN LA SUPERFICIE INFERIOR DE UN PLATO DE AGARRE ROTATORIO MONTADO UN ASIENTO DE LA MAQUINA SIENDO LA MATRIZ MOVIL HACIA EL NUCLEO DEL MOLDE CON LA APERTURO DE EXTRACCION VERTICAL CON RESPECTO A LA MATRIZ O SIN MOVIMIENTO VERTICAL PARA TRANSFERIR EL MOLDE JUNTO CON LA MATRIZ CON RESPECTO A LA CAVIDAD FIJA.
MAQUINA DE MOLDEO DE TIPO ROTATIVO.
(16/07/1990) MAQUINA DE MOLDEO DE TIPO ROTATIVO. LA PRESENTE INVENCION SE REFIERE A UNA MAQUINA DE MOLDEO DE TIPO ROTATIVO PARA MOLDEAR UNA PIEZA PREFORMADA Y UN PRODUCTO HUECO MOLDEADO, EN LA CUAL UNA PLACA DE TRANSFERENCIA CIRCULAR QUE TIENE MOLDES DE BOCA EN CUATRO PORCIONES DE SU PARTE INFERIOR ESTA SITUADA DE MANERA GIRATORIA EN LA PARTE SUPERIOR DE UNA BANCADA DE MAQUINA QUE SOPORTA UNA PORCION CENTRAL DE UN CUERPO DE PLACA POR MEDIO DE UN EJE ROTATIVO, TENIENDO LOS MOLDES DE BOCA UNAS POSICIONES DE PARADA AJUSTADAS EN UNA PORCION DE OPERACION DE MOLDEO POR INYECCION, UNA PORCION DE OPERACION DE CONTROL DE TEMPERATURA, UNA PORCION DE OPERACION DE MOLDEO POR SOPLADO ORIENTADO, Y UNA PORCION DE OPERACION DE EXTRACCION DE LOS PRODUCTOS MOLDEADOS, EN DICHO…
MAQUINA DE MOLDEO POR INYECCION, SOPLADO Y ESTIRAMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1987). Clasificación: B29C49/06.
MAQUINA DE MOLDEO POR INYECCION, SOPLADO Y ESTIRADO. CONSTA DE UNA CHAPA DE BASE DISPUESTA ENCIMA DE LA BANCADA DE LA MAQUINA , UN DISCO ROTATIVO EN LA SUPERFICIE INFERIOR DE DICHA CHAPA, CONECTADO ESTE CON UN ELEMENTO DE ACCIONAMIENTO INTERMITENTE, MOLDES DE CUELLO MONTADOS EN LA SUPERFICIE INFERIOR DEL DISCO ROTATIVO, POSICIONES DE TOPE DE LOS MOLDES DE CUELLO Y MOLDES DISPUESTOS ENTRE LA BANCADA DE LA MAQUINA Y LA CHAPA DE BASE. EL DISCO ROTATIVO DE LA MAQUINA DE MOLDEO POR INYECCION, SOPLADO Y ESTIRADO TIENE FORMA ANULAR, Y TIENE UNA CREMALLERA EN LA PERIFERIA QUE ENGRANA CON EL ELEMENTO DE ACCIONAMIENTO INSTALADO EN LA CHAPA BASE.
METODO DE MOLDEAR UN RECIPIENTE DE CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1987). Clasificación: B29C45/16.
METODO PARA EL MOLDEO DE UN RECIPIENTE DE CAPAS MULTIPLES. CONSISTE EN USAR UNA TOBERA DOBLE DOTADA DE UN PASO EXTERNO DE FLUJO EN COMUNICACION CON UN ORIFICIO DE TOBERA Y UN PASO INTERNO DE FLUJO ABIERTO A UN EXTREMO DE DICHO PASO EXTERNO DE FLUJO; EN INYECTAR UNA PRIMERA RESINA QUE FORMA UN CUERPO DE UN PARISON , A UNA CAVIDAD DESDE EL MENCIONADO PASO INTERNO DE FLUJO; EN INYECTAR UNA SEGUNDA RESINA PARA FORMAR LA CAPA INTERMEDIA DEL CUERPO EN CONEXION CON LA PRIMERA RESINA; Y EN MOLDEAR POR SOPLADO EL PARISON DE CAPAS MULTIPLES FORMADO, HASTA OBTENER UN RECIPIENTE DE TRES CAPAS EN EL QUE LA CAPA INTERNA TENGA MAYOR GROSOR DE PARED QUE LA CAPA EXTERNA.
UNA BOTELLA DE ORIENTACION BIAXIAL,RESISTENTE AL CALOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1986). Clasificación: B65D1/02.
Una botella de orientación biaxial, resistente al calor, en la que se toma una preforma moldeada por inyección o extrusión, formada en una resina cristalina, tal como polietileno-tereftalato , y se estira biaxialmente dentro de un molde de soplado y se expande mediante presión de aire, la cual presenta el perfeccionamiento según el cual se constituyen en continuo, yuxtapuestas, sobre la porción límite, para mejorar el grado de cristalinidad y resistencia mecánica de la porción límite.
ENVASE DE RESINA SINTETICA Y CAPAS MULTIPLES.
(16/10/1986) Envase de resina sintética y capas múltipLes, cuyo cuerpo y fondo son integrales y que tiene un borde abierto que puede proporcionar una sutura en un lado inferior de una porción extendida, haciéndose dicho cuerpo de envase moldeando un parisón con fondo hecho de resina termoplástica tal como tereftalato de polietileno por moldeo por inyección o extrusión, dando a dicho parisón forma de miembro intermedio en forma de botella, orientado biaxialmente, que tiene, de forma continua, una porción extendida que se forma expandiéndola más hacia afuera que el cuerpo en el extremo superior del cuerpo usando un molde de soplado y una varilla estiradora preparada previamente, y cortando dicho miembro intermedio en el lado inferior de la mencionada…
UN ENVASE ORIENTADO BIAXIALMENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1986). Clasificación: B29C69/02.
METODO DE MOLDEO DE UN ENVASE ORIENTADO BIAXIALMENTE. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE MEZCLA UNA CANTIDAD DETERMINADA DE FIBRAS DE VIDRIO Y RESINA DE POLIETILENOTEREFTALATO DENTRO DE UN CILINDRO DE INYECCION; SEGUNDA, SE INYECTAN LAS RESINAS EN UN MOLDE DE INYECCION PARA CONSTITUIR UN CUERPO PREVIAMENTE MOLDEADO; TERCERA, SE SEPARA EL ENVASE MOLDEADO A UNA TEMPERATURA LO MAS ALTA POSIBLE Y SE SOMETE A UN MOLDEADO POR TENSION DE SOPLADO EN UNA BOTELLA, AL MISMO TIEMPO QUE SE CALIENTA EL ENVASE POR MEDIO DEL MOLDE DE SOPLADO, DURANTE UN TIEMPO PREDETERMINADO; Y POR ULTIMO, SE SACA EL ENVASE DEL MOLDE, QUEDANDO FIJADO TERMICAMENTE EN UNA PROPORCION EN LA QUE LAS FIBRAS DE VIDRIO REPRESENTAN ENTRE EL 0,3 Y EL 10% EN PESO DE ENVASE. DE APLICACION EN LA FABRICACION DE ENVASES PARA BEBIDAS, ALIMENTOS, PRODUCTOS COSMETICOS, MEDICINAS Y SIMILARES.
UN APARATO DE MOLDEO POR INYECCION,CON SOPLADO Y ESTIRADO PARA UN RECIPIENTE EN FORMA DE CUENCO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1986). Clasificación: B29C69/02.
APARATO DE MOLDEO POR INYECCION. COMPRENDE: UNA FASE DE OPERACION DE MOLDEO POR INYECCION, CON INCLUSION DE UN MOLDE DE SUSTENTACION DISPUESTO SOBRE LA CARA INFERIOR DE UN DISCO DE TRANSFERENCIA INTERMITENTEMENTE GIRATORIO; UN MOLDE DE INYECCION PARA UNA PREFORMA PLANA ; UN DISPOSITIVO DE APERTURA Y CIERRE DE MOLDE DESTINADO A DESPLAZAR HACIA ARRIBA Y HACIA ABAJO EL MOLDE INFERIOR Y EL MOLDE DE NUCLEO Y UN DISPOSITIVO DE INYECCION ; Y UNA FASE DE OPERACION DE MOLDEO POR SOPLADO Y ESTIRADO, QUE INCLUYE UN MOLDE DE SOPLADO; UN NUCLEO DE SOPLADO INSERTADO EN EL MOLDE DE SUSTENTACION. SE EMPLEA PARA LA FABRICACION EN SERIE DE RECIPIENTES EN FORMA DE CUENCO.
UNA BOTELLA MEJORADA DE RESINA SINTETICA.
(01/07/1986) Una botella mejorada de resina sintética, resistente al calor, orientada biaxialmente mediante estirado axial y soplado por aire, de un paresón inyectado o extruido, de extremo cerrado, en un molde de soplado, para llevar a efecto el moldeo, con lo que se esconza una pared de fondo;inferior de dicha botella hacia su interior, en forma de una cúpula, y se forma un borde periférico anular para la autosustentación de dicha botella, en torno a la citada pared inferior de fondo, esconzándose hacia arriba una porción superior de dicha pared inferior de fondo que se ha formado con un espesor gradual en aumento desde dicho borde periférico anular, hasta una porción central de la misma, desde el lado inferior de dicha porción superior, con el fin de adelgazar dicha porción superior, y la mencionada pared de fondo inferior entre dicha porción…
UNA BOTELLA DE RESINA SINTETICA.
(16/06/1986) Una botella de resina sintética, resistente al calor, orientada biaxialmente mediante estirado axial y soplado por aire, de un paresón inyectado o extruido, de extremo cerrado, en un molde de soplado, para llevar a efecto el moldeo, con lo que se esconza una pared de fondo inferior de dicha botella hacia su interior, en forma de una cúpula, y se forma un borde periférico anular para la autosustentación de dicha botella, en torno a la citada pared inferior de fondo, caracterizada porque se esconza hacia arriba una porción superior de dicha pared inferior de fondo que se ha formado con un espesor gradual en aumento desde dicho borde periférico anular, hasta una porción central de la misma, desde el lado inferior de dicha porción superior, con…
UN METODO DE MOLDEO POR INYECCION DE UN PARISON CON FONDO MULTICAPA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1986). Clasificación: B29C45/16.
METODO DE MOLDEO POR INYECCION DE UN PARISON CON FONDO MULTICAPA. COMPRENDE: A) INYECTAR EN UNA CAVIDAD DEL MOLDE UNA CANTIDAD PREDETERMINADA DE UNA PRIMERA RESINA FUNDIDA (6A) PROCEDENTE DEL PRIMER CANAL DE FLUJO DE LA BOQUILLA ; B) INTRODUCIR UNA CANTIDAD PREDETERMINADA DE UNA SEGUNDA RESINA (7A) FUNDIDA PROCEDENTE DEL SEGUNDO CANAL DE FLUJO DE LA BOQUILLA PARA INCORPORARLA A PRESION EN LA PRIMERA RESINA FUNDIDA (6A) E INYECTAR LA SEGUNDA RESINA FUNDIDA (7A) JUNTO CON LA PRIMERA RESINA FUNDIDA; C) INYECTAR UNA TERCERA RESINA FUNDIDA (8A) PROCEDENTE DEL TERCER CANAL DE FLUJO DE LA BOQUILLA , PARA INTRODUCIRLA A PRESION EN LA SEGUNDA RESINA FUNDIDA (7A) E INYECTAR A LA TERCERA RESINA (8A) JUNTO CON LA PRIMERA (6A) Y LA SEGUNDA RESINAS FUNDIDAS (7A).
UN CUERPO DE ENVASE DE RESINA SINTETICA Y CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1986). Clasificación: B29C49/22.
METODO DE FABRICAR UN CUERPO DE ENVASE DE RESINA SINTETICA Y CAPAS MULTIPLES. COMPRENDE: A) OBTENER UN PARISON CON FONDO DE TRES CAPAS Y CON UN BORDE TERMINAL FRONTAL DE UNA CAPA INTERMEDIA COLOCADO DEBAJO DE LA PORCION DE CUELLO, MEDIANTE MOLDEO DE UNA BOQUILLA QUE TIENE DOS PASOS DE RESINA EN FORMA DE CIRCULOS CONCENTRICOS; B) MOLDEAR Y ESTIRAR UN MIEMBRO INTERMEDIO DEL PARISON DE A) EN FORMA DE BOTELLA, PARA PRODUCIR UNA PORCION EXTENDIDA CON UNA SOLA CAPA; Y C) CORTAR A LA PORCION EXTENDIDA DEL MIEMBRO INTERMEDIO DEL PARISON EN EL LADO INFERIOR, PARA PRODUCIR UN ENVASE QUE TIENE UN CUERPO Y UN FONDO CON TRES CAPAS Y BORDE ABIERTO JUNTO AL LADO INFERIOR CON UNA SOLA CAPA. LAS RESINAS QUE FORMAN EL CUERPO SE ELIGEN ENTRE TEREFTALATO DE POLIETILENO Y CLORURO DE POLIVINILO Y LAS RESINAS QUE FORMAN LA CAPA INTERMEDIA SE ELIGEN ENTRE RESINAS DE POLIAMIDA, COPOLIMERO ETILENO-ALCOHOL VINILICO Y POLIESTORENO.
UN METODO PARA FABRICAR CUERPOS DE TARROS DE RESINA SINTETICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1985). Clasificación: B29D23/02.
METODO PARA FABRICAR CUERPOS DE TARROS DE RESINA SINTETICA.COMPRENDE: A) MOLDEAR UN PARESON CON UN FONDO CONSTITUIDO POR RESINA TERMOPLASTICA, COMO TEREFTALATO DE POLIETILENO Y POR MOLDEO DE INYECCION O DE EXTRUSION; B) UTILIZAR UN MOLDE DE ACABADO Y UNA VARILLA DILATADORA PREPARADOS PREVIAMENTE PARA FORMAR DICHO PARESON EN UN CUERPO INTERMEDIO, SIMILAR A UNA BOTELLA, ORIENTADO BIAXIALMENTE Y QUE PRESENTA CONTINUAMENTE UNA PORCION EXTENDIDA EN FORMA DE CIRCULO CONCENTRICO CONSTITUIDO SOBRE UN EXTREMO SUPERIOR DE UNA PORCION DE CUERPO POR EXPANSION HACIA FUERA DE LA CITADA PORCION DE CUERPO; C) CORTAR EL ELEMENTO INTERMEDIO POR UN EXTREMO INFERIOR DE LA PORCION EXTENDIDA; Y D) OBTENER UN CUERPO DE TARRO CON UN FONDO Y CON UNA PORCION DE CUERPO INTEGRALES ENTRE SI, Y QUE PRESENTA UNA PESTAÑA ORIENTADA BIAXIALMENTE, DIRIGIDA LATERALMENTE POR EL LADO INFERIOR EN UN BORDE PERIFERICO ABIERTO DE LA PORCION DE CUERPO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}