48 patentes, modelos y diseños de NEWFREY LLC (pag. 2)
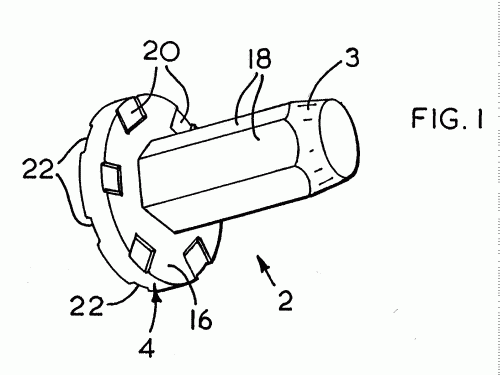
(16/03/2007) Fijador ciego que comprende un mandrino y un cuerpo cilíndrico alargado montado sobre un vástago alargado de dicho mandrino de manera que se extiende coaxialmente alrededor de un eje central (A) de dicho fijador ciego; teniendo dicho cuerpo una muesca radialmente ensanchada preconformada en un extremo de éste y una cola en el extremo opuesto para la inserción a través de un orificio en una pieza a manipular; teniendo dicho mandrino un cabezal de mandrino en acoplamiento operativo con dicha cola de dicho fijador para transmitir la fuerza a éste durante la colocación de dicho fijador, teniendo dicho cuerpo…
HERRAMIENTA DE COLOCACION DE FIJADORES PERFECCIONADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2007). Ver ilustración. Inventor/es: SMITH, DANIEL ROBIN. Clasificación: B21J15/28, B21J15/04, B21J15/06.
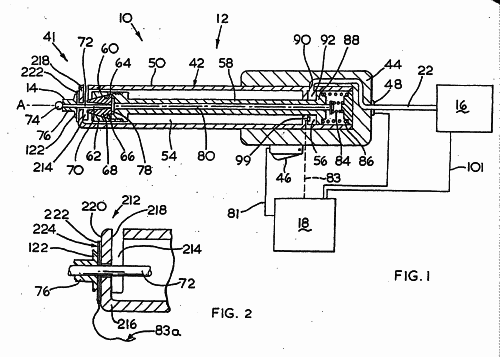
Herramienta de colocación de fijadores ciegos que tiene una cara frontal contra la cual un fijador ciego se sostiene durante una operación de colocación, y que tiene un dispositivo de medición de carga montado sobre dicha cara frontal de modo que está dispuesto y comprimido entre dicha cara frontal y un fijador durante dicha operación de colocación, caracterizada por el hecho de que dicha cara frontal está montada sobre dicha herramienta mediante un elemento de puente de manera que forma un voladizo y el dispositivo de medición de carga es un film delgado piezoeléctrico.
REMACHE CIEGO CON ESTANQUEIDAD.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/03/2007). Ver ilustración. Inventor/es: JONES, STEVEN VICTOR. Clasificación: F16B19/10.
Remache ciego con extremo abierto que comprende un mandrino con un cabezal de mandrino y un cuerpo de remache montado sobre dicho mandrino , teniendo un compuesto obturador plástico dispuesto entre dicho mandrino y dicho cuerpo de remache , caracterizado por el hecho de que dicho cabezal de mandrino está encapsulado por dicho compuesto obturador plástico de modo que la colocación de dicho remache ciego comprime el compuesto obturador entre dicho cabezal de mandrino y una superficie interior de dicho cuerpo de remache para formar una estanqueidad.
PROCEDIMIENTO Y DISPOSITIVO PARA VIGILAR LA COLOCACION DE FIJADORES CIEGOS.
(01/03/2007) Método de vigilancia de la operación de colocación para un fijador ciego que incluye un casquillo deformable tubular y un mandrino que tiene un vástago que atraviesa el casquillo tubular y un cabezal del mandrino ensanchado formado en un extremo del mismo, comprendiendo el método la etapa de: - medir, como una función de tiempo, un indicativo de señal electrónico de la carga que se aplica al fijador durante la operación de colocación; - determinar una carga de colocación y un tiempo de colocación asociados a partir de dicha señal; caracterizado por el hecho de que el método comprende las etapas…
DISPOSITIVO PARA COLOCACION DE FIJACIONES DE TIPO TUERCA, COMO TUERCAS CIEGAS.
(16/12/2006) Un dispositivo para colocación de fijaciones para colocar, en una pieza de trabajo, una fijación de tipo tuerca, como una tuerca ciega en forma de cuerpo tubular hueco con rosca interna y un extremo con un reborde o una sección de un diámetro mayor, comprendiendo dicho dispositivo para colocación de fijaciones : un mandril adaptado para que pueda roscarse dentro de dicha fijación; un cilindro hidráulico para alojar en su interior un pistón hidráulico que tira axialmente del mandril ; un depósito de aceite para contener el aceite que debe suministrarse a dicho cilindro hidráulico; un émbolo colocado para un movimiento alterno dentro del depósito de aceite ; un cilindro de aire para alojar en su interior un pistón de aire que permite que el émbolo conectado al mismo pueda avanzar y retroceder alternativamente dentro del depósito…
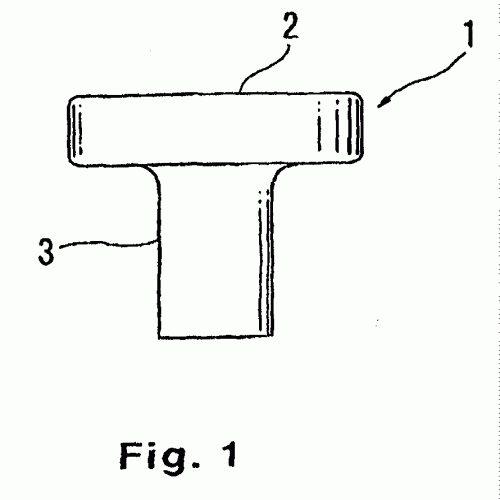
ELEMENTO DE FIJACION Y PROCEDIMIENTO PARA SU FABRICACION Y SU UTILIZACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/12/2006). Ver ilustración. Inventor/es: KORTMANN, HANS-GERHARD, SCHNEIDER, JOACHIM. Clasificación: F16B5/02, F16B35/04, F16B5/08.
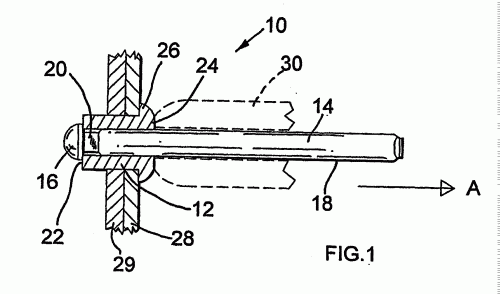
Elemento de fijación , especialmente para la fijación de al menos un componente planiforme a una distancia de un elemento de soporte , constando de un elemento base que tiene una superficie de apoyo y una superficie de fijación y un vástago que está dispuesto en la superficie de apoyo del elemento base y que es apropiado para la fijación del componente planiforme , que se caracteriza en que la superficie de fijación es menor que la superficie de apoyo.
SITEMA DE FIJACIONDE MONTAJE RAPIDO PARA ELEMENTOS PLASTICOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/12/2006). Ver ilustración. Inventor/es: PETROK, CHRISTOPHER, J., WIND, GREGORY, A. Clasificación: F16B5/02, F16B37/00.
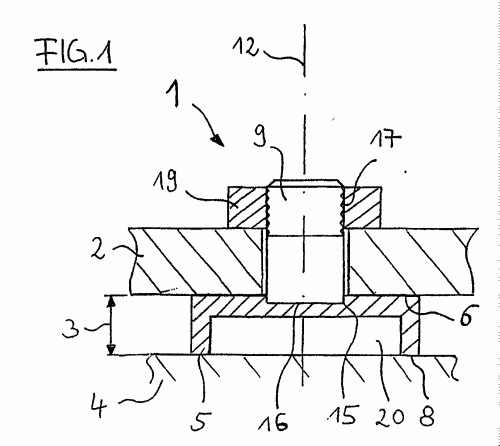
Un sistema de fijación que consta de: a. una pieza de plástico provista de una perforación en su interior; b. un perno metálico que consta de una cabeza de la que parte una espiga ; c. la espiga forma una rosca ; d. la espiga se inserta en la perforación ; e. una mordaza de plástico se acopla a presión a las roscas de la espiga y puede desconectarse, caracterizado por el hecho de que f. la cabeza tiene un estriado a lo largo de su circunferencia exterior; g. el sistema de fijación consta además de una pieza matriz de plástico que se conecta a la pieza de plástico y se acopla a la cabeza enganchándose al estriado de la misma; y h. la mordaza de plástico tiene una perforación con su interior en rosca , cuyas roscas internas se modelan y fraguan adoptando la forma de las roscas de la espiga al acoplar a presión, con la ayuda de tratamiento ultrasónico o térmico, la espiga en la perforación.
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA DE UN ESPARRAGO A PARTIR DE ALUMINIO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2006). Ver ilustración. Inventor/es: SAKODA, KANJI, C/O POP RIVET FASTENER K.K. Clasificación: B23K9/20.
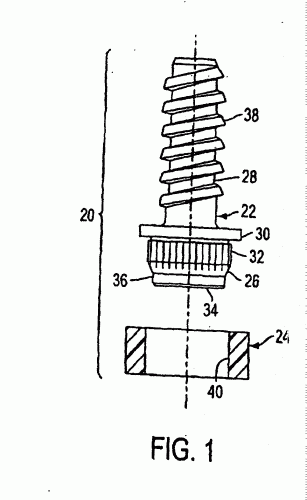
Procedimiento de soldadura comprendiendo: (a)un espárrago de aluminio o de aleación de aluminio que es llevado a entrar en contacto con un material base de aluminio o de aleación de aluminio; (b)la aplicación de tensión entre el espárrago y el material base; (c)el espárrago siendo elevado ligeramente fuera del material base; (d)generación de un arco piloto con una corriente pequeña; (e)generación de un arco principal con una corriente grande; (f)fusión de la punta del espárrago y la sección del material base que se van a fundir; (g)detención de la elevación del espárrago un momento antes de que la corriente del arco principal haya sido cortada; (h)aplicación de presión en la punta fundida del espárrago contra el material base fundido durante cinco milisegundos después de que la corriente del arco principal haya sido cortada; y (i)soldadura del espárrago y del material base juntos.
DISPOSITIVO DE SUJECION PARA UN OBJETO ALARGADO, EN PARTICULAR MAZO DE CABLES.
(16/07/2006) Dispositivo de sujeción para un objeto alargado, en particular un mazo de cables, con un soporte destinado a la aplicación del objeto alargado y teniendo una superficie de contacto para el objeto alargado, y con un elemento de fijación conectable al elemento de fijación para la fijación del soporte a un componente, estando dispuesto para la unión del soporte con el elemento de fijación un acoplamiento de enchufe rápido que puede cerrarse mediante una fuerza dirigida contra la cara superior del soporte y que pone a disposición una unión entre el soporte y el elemento de fijación desplazable en dirección longitudinal del mazo de cables,…
PISTOLA DE SOLDADURA NEUMATICA CON PISTON RECOGIBLE.
(16/05/2006) Dispositivo de pistola de soldadura neumática para aceptar una tuerca a soldar roscada desde un alimentador automático y soldar la tuerca a una superficie componente con la presencia de gases de soldadura que comprende; un cuerpo que define una cámara de trabajo , teniendo dicha cámara de trabajo una pared frontal que define un orificio a través del mismo; un pistón principal dispuesto de forma deslizable en el interior de dicha cámara de trabajo , en el que dicho pistón principal puede desplazarse entre una primera posición recogida y una segunda posición hacia delante; un primer pistón accionado acoplado a dicho pistón principal y dispuesto a través de dicho orificio de la pared delantera, definiendo dicho primer pistón accionado…
PIEZA INSERTABLE PARA COLOCACION EN UNA ABERTURA DE UNA PARED, EN ESPECIAL PARA UNA CARROCERIA DE UN VEHICULO.
(16/04/2006) Pieza insertable para su colocación en una abertura de una pared , en especial en una carrocería para vehículos, con un cuello para su introducción por la abertura , una pestaña dispuesta en el cuello que recubre la zona del borde de la pared que rodea la abertura cuando se dispone la pieza insertable en la abertura y que presenta un rebaje en la cara inferior dirigida hacia el cuello , que está limitado por un reborde periférico saliente hacia afuera, un cuerpo de material sintético que está dispuesto en el rebaje en la cara inferior de la valona y que puede ser llevado a estado líquido y con un medio de sujeción para la retención de la pieza a insertar en la abertura de la pared , caracterizada porque el cuerpo de material sintético…
ELEMENTO DE FIJACION PARA UNA ABERTURA EN UNA PARED, EN PARTICULAR DE UNA CARROCERIA DE VEHICULO.
(16/03/2006) Elemento de fijación destinado para su inserción en una abertura rectangular en una pared , particularmente en una carrocería de vehículo, con un cuello para atravesar la abertura, teniendo el contorno de la sección transversal del cuello la forma de un rectángulo, particularmente de un cuadrado, con una aleta dispuesta en el cuello y que cubre la zona marginal de la pared alrededor de la abertura cuando el elemento de fijación está situado en la abertura, con un taladro que se extiende a través de la aleta dentro del cuello para recibir un tornillo, y con unas pestañas elásticas que se proyectan hacia el exterior y están situadas por lo menos en lados…
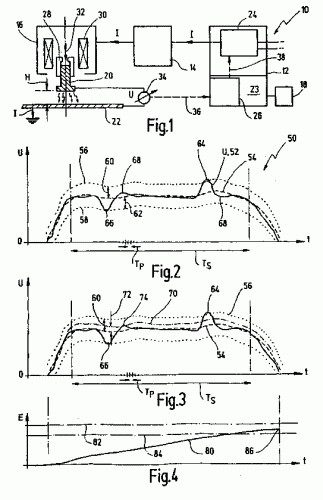
PROCEDIMIENTO PARA LA SOLDADURA POR ARCO DE CORTA DURACION Y SISTEMA DE SOLDADURA POR ARCO DE CORTA DURACION PARA LA DETECCION DE PERTURBACIONES DE ALTA FRECUENCIA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2006). Ver ilustración. Inventor/es: SCHMIDT, WOLFGANG, SCHMITT, KLAUS, GISBERT. Clasificación: B23K9/095, B23K11/00, B23K9/20.
Procedimiento para la soldadura por arco voltaico de corta duración, especialmente para la soldadura de pernos, con la etapa de explorar un parámetro de soldadura, especialmente la tensión del arco voltaico (U) durante, como mínimo, un segmento temporal (TS) del proceso de soldadura, para detectar perturbaciones , caracterizado porque la curva de medición determinada por el proceso de exploración es aplanada y, a continuación, es generada como mínimo una curva de tolerancia que presenta una distancia previamente ajustable a la curva de medición aplanada , y porque, a continuación, la curva de medición no aplanada es comparada con la curva de tolerancia , para detectar perturbaciones de alta frecuencia.
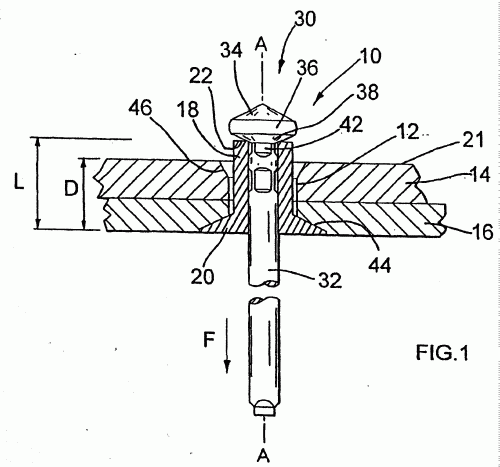
DISPOSITIVO PARA LA COLOCACION DE REMACHES AUTOPERFORADORES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2006). Ver ilustración. Inventor/es: KONDO, YOSHITERU. Clasificación: B21J15/10, B21J15/02.
Dispositivo para la colocación de remaches autoperforadores que incluye un troquel y una matriz para colocar cooperativamente un remache autoperforador que tiene una cabeza grande y una pata hueca que se prolonga hacia abajo desde dicha cabeza en una pluralidad de piezas a ensamblar , en el que dicho remache autoperforador se coloca en dichas piezas a ensamblar de tal manera que dicha pata se deforma para permitir que el extremo frontal se expanda radialmente hacia fuera mientras perfora dichas piezas a ensamblar y se mantenga en dichas piezas a ensamblar sin penetrar a través de ellas, de modo que fija dicha pluralidad de piezas a ensamblar conjuntamente mediante dicha pata expandida y dicha cabeza.
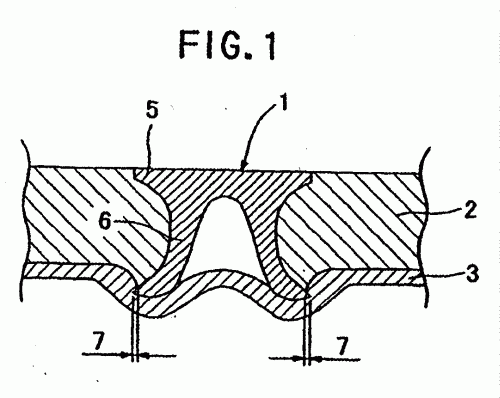
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/02/2006). Ver ilustración. Inventor/es: JONES, STEVEN VICTOR, HUGHES, JAMES, MORRIS, STEPHEN. Clasificación: F16B19/10.
Remache ciego que comprende un cuerpo tubular hueco que se extiende a lo largo de un eje y que tiene una cara de extremo de cola en un extremo y una muesca ensanchada radialmente preformada en el otro extremo; un mandrino que tiene un vástago que atraviesa coaxialmente dicho cuerpo y que tiene una cabeza ensanchada adyacente al extremo de cola de dicho cuerpo, teniendo dicha cabeza un diámetro exterior más grande que un diámetro interior de dicho cuerpo; en el que dicho mandrino tiene un resalte cónico uniforme que se extiende entre dicho diámetro exterior de dicha cabeza y dicho vástago que tiene una zona fragilizada inmediatamente adyacente a dicho resalte cónico, caracterizado por el hecho de que dicho resalte cónico está inclinado en un ángulo de entre 91 y 110 grados con respecto dicho eje.
TUERCA DE REMACHE CIEGO CON RETENCION DE CIERRE PERFECCIONADA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/06/2005). Ver ilustración. Inventor/es: SMITH, DANIEL ROBIN. Clasificación: F16B19/00, F16B37/06.
Una tuerca de remache que comprende: un cuerpo alargado que tiene un eje longitudinal ; una brida formada en un extremo del cuerpo que se extiende sustancialmente en sentido radial hacia afuera desde el eje longitudinal del cuerpo ; un orificio que pasa a través de la brida y a través de por lo menos una porción sustancial de la longitud del cuerpo y una junta de cierre hecha de material plástico, moldeada alrededor de la periferia de la brida ; caracterizada por el hecho de que la brida comprende por lo menos una muesca formada en el costado inferior de la brida , y por lo menos una muesca formada en la superficie superior de la brida , de manera que el material plástico de la junta de cierre está moldeado dentro de las muescas para ayudar a asegurar la junta de cierre a la brida.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}