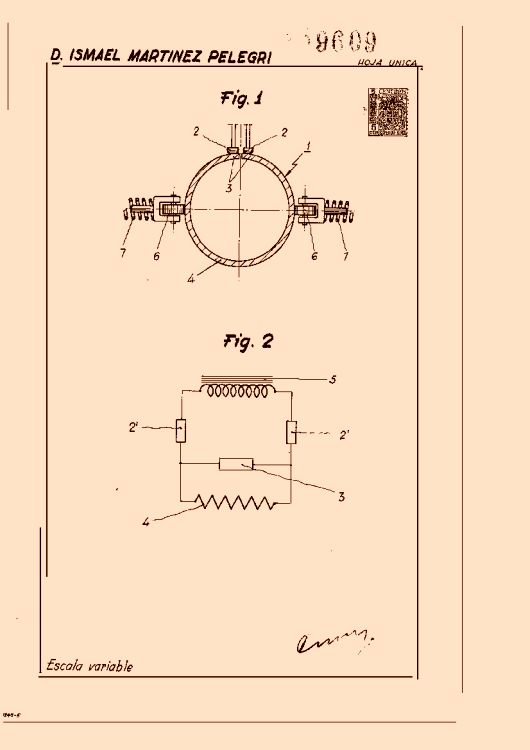
DISPOSITIVO PARA EQUILIBRAR LA REPARTICION DE CAMPOS ELECTRICOS.
Sección de la CIP Física
(16/12/1965). Ver ilustración.
{kind=link}
Resumen no disponible.
Sección de la CIP Física
(16/12/1965). Ver ilustración.
Resumen no disponible.
Sección de la CIP Física
(16/03/1961). Ver ilustración. Clasificación: G11C.
Perfeccionamientos en los procedimientos de calentamiento inductivo de piezas y materiales ferromagnéticos, caracterizados porque el ciclo de calentamiento inductivo de las piezas ferromagnéticas, comprende por lo menos dos fases que corresponden a profundidades de penetración distintas, viniendo determinada la diferencia entre estas dos profundidades por un campo magnético continuo de polarización aplicado a la pieza a tratar durante una de dichas fases.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1961). Clasificación: B23D45/18.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
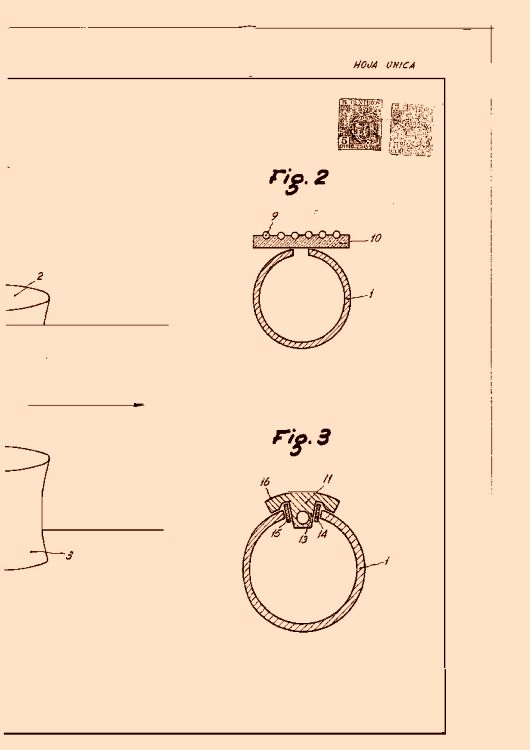
(01/02/1961). Ver ilustración. Clasificación: B65D.
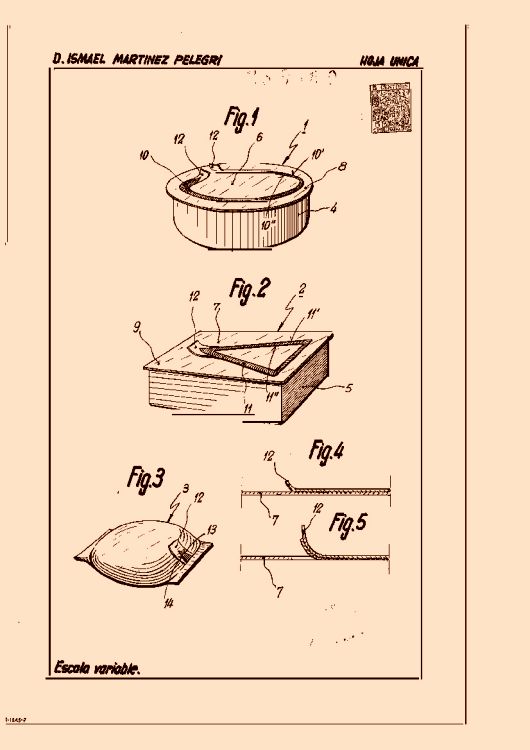
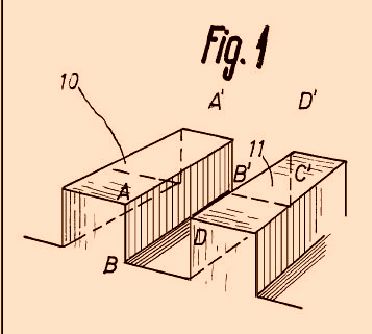
Perfeccionamientos en las disposiciones de apertura de envases de plástico, caracterizados porque se solidariza, según una zona definida sin solución de continuidad, una banda de material plástico a la lámina del mismo material constituyente del envase, determinándose una zona de mayor resistencia y grueso que ésta última, de manera que, por tirado de una parte no solidarizada de la banda, se desgarra la lámina del envase según los bordes de la indicada zona definida, quedando separada la banda compuesta por la zona de lámina del envase desgarrada mas la banda solidarizada por soldadura a la misma.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1960). Ver ilustración. Clasificación: B65B.
Mejoras en los procedimientos para llenado y cierre mecánico de envases de plástico, caracterizadas porque de acuerdo con ellas cada envase está dotado de dos orificios sin comunicación con la parte interna del envase, por los cuales se sujeta a sendos bulones de la máquina cuya distancia mútua entre sí es inicialmente inferior a la de los orificios del envase, efectuándose durante esta primera fase el llamado y sometiéndose seguidamente cada par de bulones, además del movimiento propio de la cadena de producción, a un desplazamiento mútuo de manera que su distancia pase a ser ligeramente superior a la de los orificios del envase, y, quedando tensados los bordes de la boca del envase, se someten seguidamente a soldadura, para, finalmente, por nueva aproximación de dichos bulones, realizar la extracción del envase llenado y cerrado.
Sección de la CIP Química y metalurgia
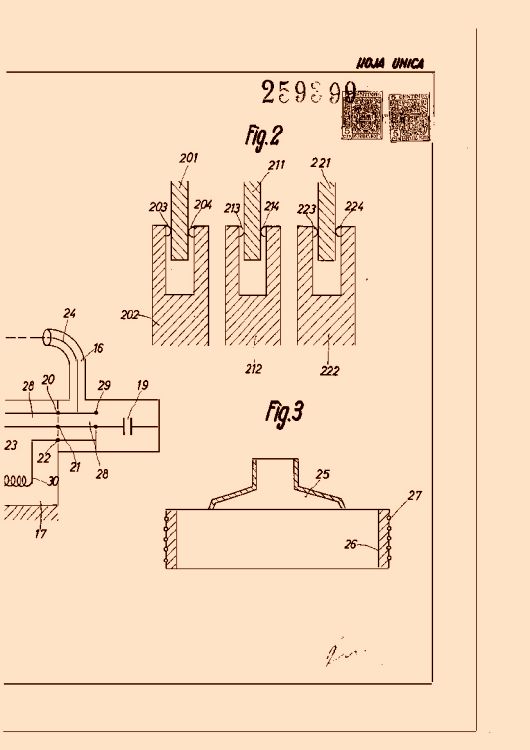
(16/10/1960). Ver ilustración. Clasificación: C09J5/10.
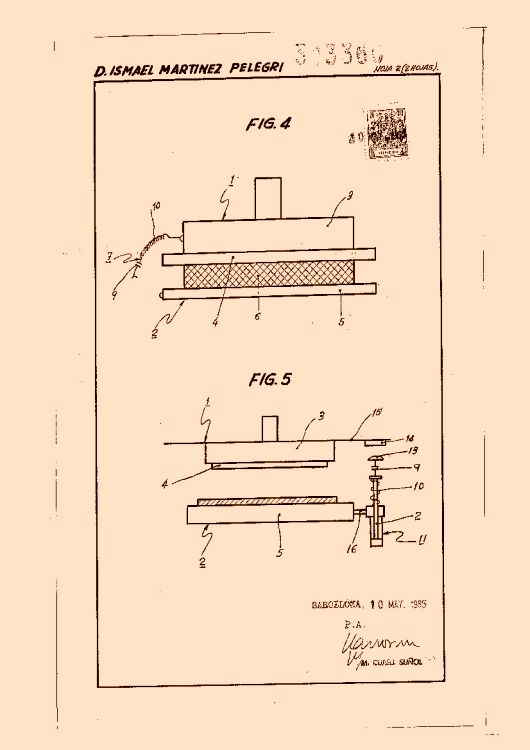
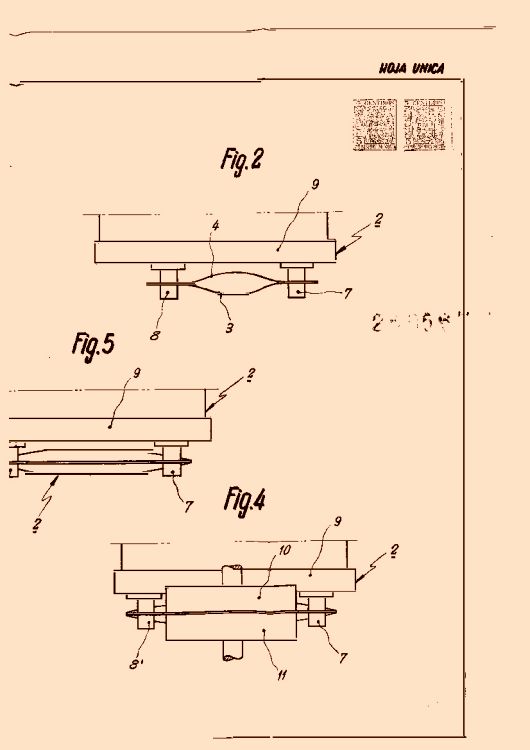
Perfeccionamientos en los equipos de soldadura de envases de plástico, caracterizados por dotar a dichos equipos de un par de electrodos conectados a una fuente de energía eléctrica, entre los cuales se comprimen y calientan hasta plasticidad las láminas dispuestas para soldadura por pares, disponiéndose entre cada para de ellas una lámina de material cuyas características físicas y químicas permanezcan inalterables a la temperatura de soldadura, y además, no presente afinidades físicas ni químicas con dichas láminas de plástico.
Sección de la CIP Química y metalurgia
(16/10/1960). Ver ilustración. Clasificación: C21D1/62.
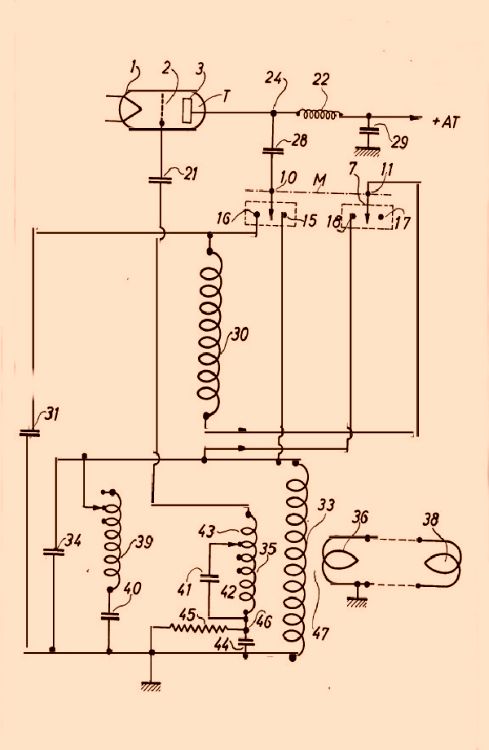
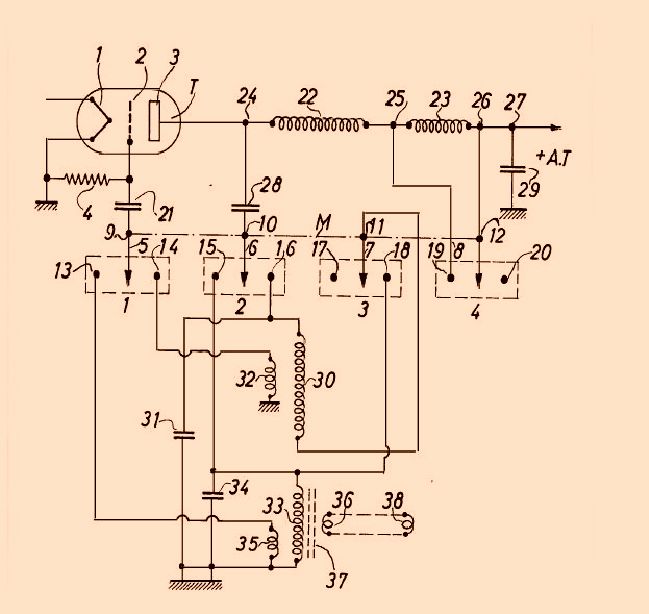
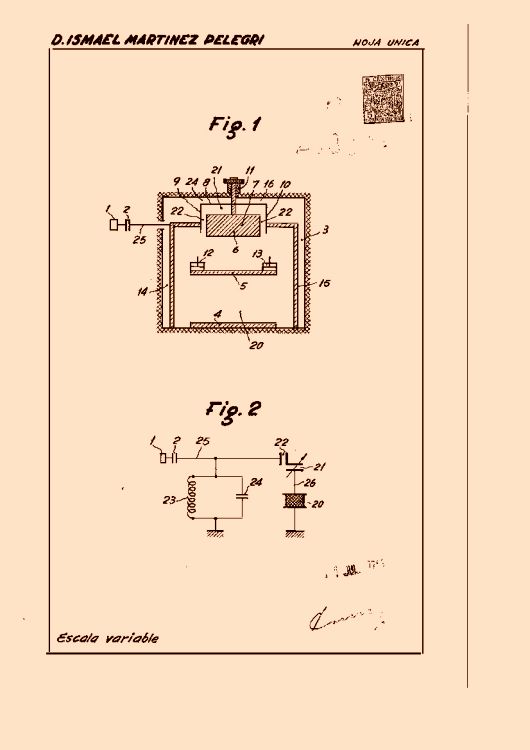
Mejoras introducidas en los dispositivos de temple por inducción, caracterizado por la disposición de un transformador de intensidad de aire en combinación con: un generador único de tipo electrónico; un circuito oscilante de baja frecuencia y un circuito oscilante de alta frecuencia, cuya inductancia constituye el primario del transformador de salida del generador, de manera tal que la rama inductancia del circuito oscilante de baja frecuencia contiene en serie el circuito oscilante de alta frecuencia; medios de conmutación que permiten intercalar en el circuito de placa de un triodo oscilador bien sea el circuito oscilante de baja frecuencia, bien sea el circuito oscilante de alta frecuencia; y un inductor único.
Sección de la CIP Electricidad
(16/10/1960). Ver ilustración. Clasificación: H01L.
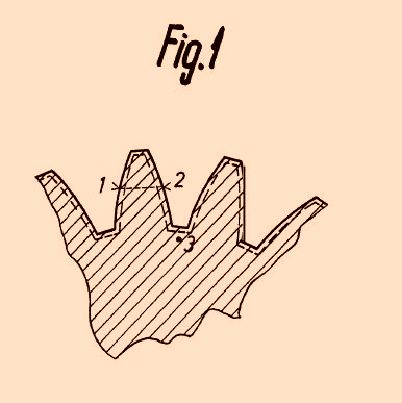
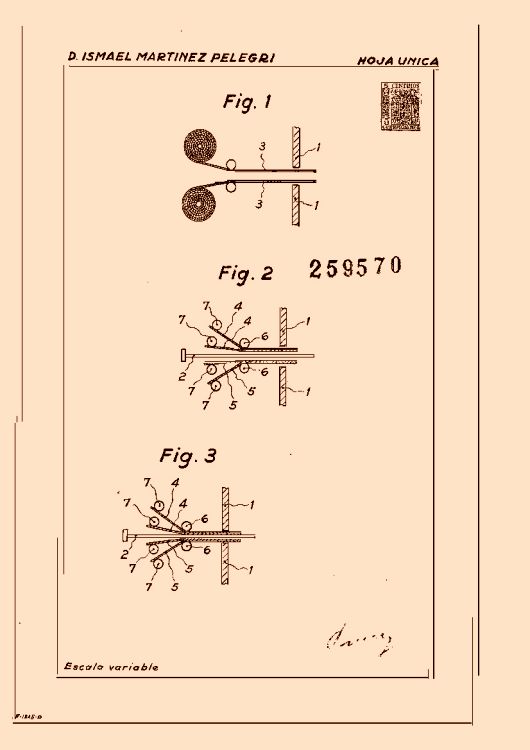
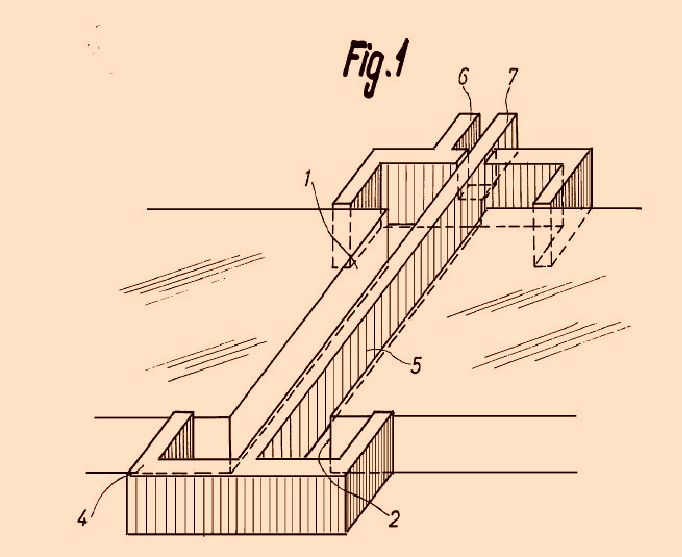
Dispositivo para tratamiento térmico por corrientes eléctricas de alta frecuencia, caracterizado por presentar un conductor central de llegada de corriente cuyo perfil se adapta estrechamente al perfil contiguo de las superficies a calentar, tales como flancos de dientes de engranajes o de coronas, y que se dispone en la cavidad delimitada por estas superficies, cuyo conjunto constituye el elemento esencial del circuito de retorno.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/10/1960). Ver ilustración. Clasificación: F24H.
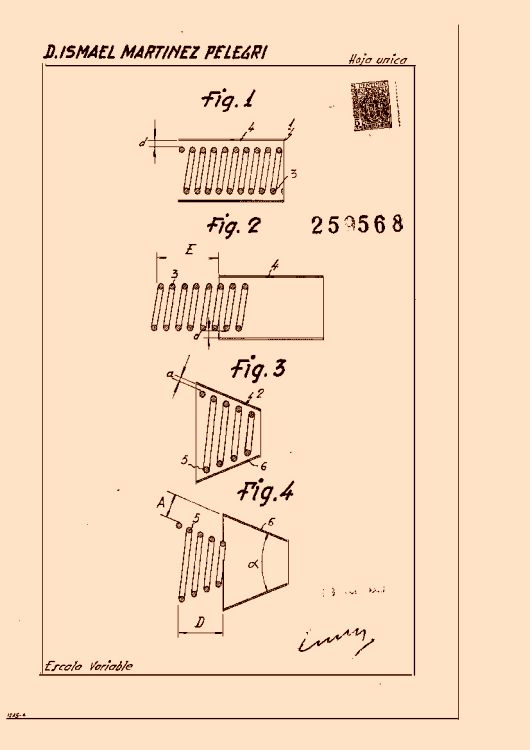
Perfeccionamientos en los generadores para calentamiento inductivo, caracterizados porque al transformador sin núcleo para acoplamiento de las características eléctricas de los distintos inductores, dispone sus bobinas primaria y secundaria según arrollamientos de diámetros crecientes y geométricamente complementarias entre sí, siendo una de ellas susceptible de desplazamiento axial respecto a la otra.
Sección de la CIP Electricidad
(16/10/1960). Ver ilustración. Clasificación: H01C1/08.
Procedimiento para calendario por corrientes eléctricas de alta frecuencia y dispositivo correspondiente, en el que se reivindica y dispositivo correspondiente, en el que se reivindica esencialmente el hecho de que la inducción de corrientes de alta frecuencia en determinadas zonas es la superficie de piezas conductoras se realice por medio de un elemento conductor de forma sensiblemente homóloga a la de las zonas de calentar, en combinación con piezas conductoras de cortocircuito.
Sección de la CIP Química y metalurgia
(16/10/1960). Ver ilustración. Clasificación: C21D1/62.
Perfeccionamientos en los dispositivos para templar por inducción, caracterizados por la combinación de : un triodo oscilador, en cuyo circuito de placa van dispuestos un circuito oscilante de baja frecuencia, y un circuito oscilante de alta frecuencia, cuya inductancia constituye el primario del transformador de salida del generador, de manera tal que la rama de inductancia del circuito oscilante de baja frecuencia contiene en serie el circuito oscilante de alta frecuencia; medios de conmutación que permiten intercalar en el circuito de placa del triodo bien sea el circuito oscilante de baja frecuencia, bien sea el circuito oscilante de alta frecuencia; y un inductor único.
Sección de la CIP Electricidad
(16/10/1960). Ver ilustración. Clasificación: H05B.
Perfeccionamientos en los circuitos de calentamiento por pérdida dieléctrica de sustancias aislantes de pérdidas muy pequeñas, caracterizados porque el circuito de calentamiento presenta en el circuito de ánodo del triodo oscilador, un circuito oscilante que comprende un conductor central, una primera envolvente formando un primer conductor coaxial cerrado por un extremo y abierto por el extremo opuesto, y una segunda envolvente formando un segundo conductor coaxial cerrado por el extremo por donde está abierto el primer conductor y recíprocamente.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1960). Ver ilustración. Clasificación: B23K.
Perfeccionamientos en la fabricación de tubos metálicos soldados, caracterizados porque de acuerdo con ellos, dicha unión se lleva a cabo en forma continua a lo lago de una generatriz del tubo formado a partir de una banda metálica indefinida, haciendo circular a través de dicha generatriz, y normalmente a ella, una corriente alterna de alta frecuencia por medio de dos contactos apoyados en ambas partes contiguas a la generatriz presionadas entre sí por una acción exterior, de manera que cobrando importancia la reactancia de la parte continua del tubo entre ambos contactos, su impedancia es tan superior a la de la generatriz de unión, cuya reactancia carece de importancia frente a su resistencia óhmica, que la corriente que circula por ella es sumamente inferior a la que circula a través de dicha generatriz de unión.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1960). Ver ilustración. Clasificación: B23K.
Procedimiento para soldadura de tubos por alta frecuencia y dispositivo correspondiente, en el que se reivindica un procedimiento que consiste en ofrecer a las corrientes inducidas en los labios de la hendidura a cerrar en forma de V; un camino de cierre por la parte de la V opuesta a su vértice.
Sección de la CIP Electricidad
(01/10/1960). Ver ilustración. Clasificación: H02K.
Perfeccionamientos introducidos en los generadores de alta frecuencia para calentamiento dieléctrico, caracterizados por el hecho de que los elementos inductancia y capacidad de los circuitos de carga y de potencia en alta frecuencia están por completo y exclusivamente situados en el interior del blindaje del recinto.
Sección de la CIP Necesidades corrientes de la vida
(01/10/1960). Ver ilustración. Clasificación: A21B2/00.
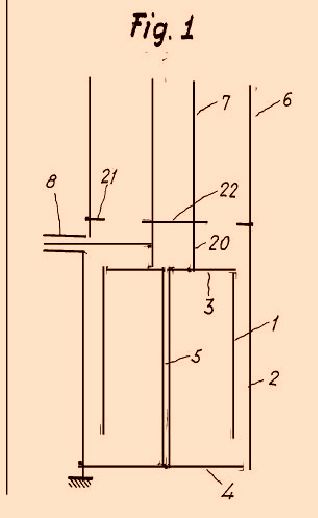
Perfeccionamientos introducidos en las instalaciones de calentamiento por alta frecuencia, caracterizados por el hecho de que el generador de alta frecuencia, colocado en un mueble fijo, presenta en esencia un triodo oscilador que contiene en su circuito de placa un potenciómetro inductivo comprendiendo una parte variable sobre la cual va montada en paralelo una capacidad variable, y una parte fija acoplada por mutual con una inductancia colocada en el circuito de rejilla del triodo.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1959). Ver ilustración. Clasificación: B29C35/00.
Aparato precalentador electrónico de materias plásticas caracterizado por el hecho de que el circuito auto-oscilante, que origina la potencia electrónica para el calentamiento de la materia plástica depositada sobre el aparato, está organizado de modo, que el cátodo de la válvula triodo osciladora, está conectado a un chasis de chapa metálica, aislado de la caja del aparato, y en el espacio comprendido entre dicho chasis aislado y la caja, se ha interpuesto una chapa metálica conectada al circuito de reja, a través de la correspondiente bobina, obteniéndose la capacidad de reja por la diferencia de potencial entre dicha placa intermedia y el chasis del cátodo y la capacidad de cátodo por la diferencia de potencial entre el referido chasis y la caja del aparato, actuando el aire como dieléctrico.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}