17 patentes, modelos y diseños de KLOCKNER-WERKE AKTIENGESELLSCHAFT
PROCEDIMIENTO PARA LA FABRICACION DE HIERRO.
Sección de la CIP Química y metalurgia
(16/01/1985). Clasificación: C21B13/02.
PROCEDIMIENTO PARA LA FABRICACION DE HIERRO.SE PARTE DE UN MINERAL DE OXIDO DE HIERRO, QUE SE REDUCE EN UN RECIPIENTE DE REDUCCION DE MINERAL , CON UN GAS DE REACCION PROCEDENTE DE UN RECIPIENTE DE FUSION , PARA DESPUES EN EL MISMO CON LA ADICION DE COMBUSTIBLES CON CONTENIDO EN CARBONO Y DE GASES CON CONTENIDO EN OXIGENO. LOS GASES DE REACCION SON QUEMADOS EN PARTE DENTRO DEL RECIPIENTE DE FUSION.
PROCEDIMIENTO PARA LA FABRICACION DE ACERO PARTIENDO DE UNOS VEHICULOS PORTADORES METALICOS SOLIDOS DE HIERRO.
Sección de la CIP Química y metalurgia
(01/03/1984). Clasificación: C21C5/28.
PROCEDIMIENTO PARA LA FABRICACION DE ACERO PARTIENDO DE UNOS VEHICULOS PORTADORES METALICOS SOLIDOS DE HIERRO.COMPRENDE UN PRIMER CICLO (I) EN EL CUAL SE INTRODUCE UNA CANTIDAD DE CHATARRA EN UN CONVERTIDOR Y UNA CANTIDAD DE HIERRO Y ACERO PROCEDENTE DE UN CALDERO AUXILIAR , ASI COMO CARBON Y OXIGENO . SE SANGRA MEDIANTE DOS CAZOLETAS AUXILIARES . EN EL SIGUIENTE CICLO (II) ESE ACERO ES SANGRADO A OTRA CAZOLETA Y PASADO HACIA EL TALLER DE FUNDICION.
RUEDA PERFECCIONADA CON LLANTA DE TRES SEGMENTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1981). Clasificación: B60B21.
Rueda perfeccionada con llanta de tres segmentos; en que por lo manos, uno de los tres segmentos preferentemente el segmento de la válvula, sirva con una o varias marcas para la orientación correcta da los segmentos de la llanta con respecto a la fijación por los tornillos tensores, sobresaliendo las marcas del pié de la llanta radialmente hacia el interior y, formando las mismas en dirección periférica topes eficaces para el cuerpo de la estrella de la rueda, caracterizada porque cada marca es formada por una zona del pié de llanta, la que es doblada desde el pié de la llanta hacia fuera por entre dos degolladuras que se extienden radialmente en el pié de la llanta y atraviesan el mismo axialmente.
PROCEDIMIENTO PARA MEJORAR EL APROVECHAMIENTO TERMICO EN LA FABRICACION DE ACERO PARTIENDO DE MATERIALES FERRICOS SOLIDOS.
Sección de la CIP Química y metalurgia
(01/10/1981). Clasificación: C21C5/30.
PROCEDIMIENTO PARA FABRICACION DE ACERO, PARTIENDO DE MATERIALES FERRICOS SOLIDOS PREVIAMENTE REDUCIDOS, CON ALTO RENDIMIENTO TERMICO. PARA LA FABRICACION DEL ACERO SE EMPLEA UN CONVERTIDOR CON DISPOSITIVOS PARA LA APORTACION DE OXIGENO POR ENCIMA Y POR DEBAJO DEL NIVEL DEL BAÑO. LAS TOBERAS DE APORTACION DE COMBUSTIBLE SE ENCUENTRAN EN LA PARED DEL CONVERTIDOR, EN LA ZONA DE COLADA. A MEDIDA QUE LA COLADA ALCANZA LAS TOBERAS, ESTAS PASAN DE SUMINISTRAR COMBUSTIBLE CON CONTENIDO EN CARBONO Y OXIGENO A SUMINISTRAR OXIGENO.
PROCEDIMIENTO PARA LA FABRICACION DE ACERO, PARTIENDO DE UNOS PORTADORES DE HIERRO SOLIDOS Y METALICOS.
Sección de la CIP Química y metalurgia
(16/06/1981). Clasificación: C21C5/34.
PROCEDIMIENTO PARA LA FABRICACION DE ACERO A PARTIR DE CHATARRA. LA CHATARRA SE DISPONE EN UN CONVERTIDOR, DONDE TIENE LUGAR UN CALENTAMIENTO PREVIO DE LA MISMA. DURANTE ESTA FASE SE HACEN TRABAJAR, COMO CALENTADORES, LAS TOBERAS DE COMBUSTIBLE Y DE OXIGENO DISPUESTAS POR DEBAJO DE LA COLADA. AL MISMO TIEMPO, POR ENCIMA DE LA COLADA SE INYECTA OXIGENO MEDIANTE DISPOSITIVOS DE SOPLADO, SIENDO INTRODUCIDO EN EL PROCESO DE AFINO ENTRE EL 20 Y EL 80 POR 100 DE LA CANTIDAD TOTAL DE OXIGENO. EL TIEMPO DE FUSION Y EL RENDIMIENTO FERMICO DEL COMBUSTIBLE SE MANTIENEN CONSTANTES, CON PEQUEÑAS FLUCTUACIONES, CONSIGUIENDOSE DE UN 10 A UN 30 POR 100 MAS DE ACERO DEL QUE SE TENGA PREVISTO. LA CANTIDAD ADICIONAL DE ACERO ES EVACUADA Y RECOGIDA EN UN CALDERO AUXILIAR PARA DESPUES SER APORTADA DE NUEVO, UNA VEZ EFECTUADA LA CARGA Y EL CALENTAMIENTO PREVIO.
PROCEDIMIENTO Y CONVERTIDOR PARA LA FABRICACION DE ACERO.
Sección de la CIP Química y metalurgia
(16/09/1980). Clasificación: C21C5/48.
Procedimiento y convertidor para la fabricación de acero; sobre la base de un material de partida en forma de chatarra, esponja de hierro u otros portadoras de hierro esencialmente metálicos, en que dentro de un convertidor, que está equipado con unas toberas dispuestas en la zona del fondo una columna constituida por el material de partida, introducida en forma sólida, es fundida y sobrecalentada en contra-corriente por combustión de un combustible y de oxígeno, caracterizados porque dentro del convertidor, en que por encima de las toberas y por la zona de su pared lateral, se encuentran dispuestos unos quemadores de combustible y de oxígeno, el material de partida es fundida por los quemadores, y que al presentarse un pozo, son suministrados por las toberas dispuestas en la zona del fondo, separados entre sí, carbono en partículas finas y oxígeno a la colada.
CILINDRO PERFECCIONADO PARA ELEVADAS PRESIONES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/08/1979). Clasificación: F16J.
Cilindro perfeccionado para elevadas presiones; en que dentro de la carcasa del cilindro está dispuesto un émbolo que está equipado con una junta y que puede ser desplazado en sentido axial caracterizado porque la junta lleva un anillo de un material cuyo alargamiento elástico es por lo menos de la misma magnitud como el alargamiento elástico del material empleado para la carcasa del cilindro y que sobre el anillo actúan en sentido axial y radial unas fuerzas de presión.
MEJORAS INTRODUCIDAS EN LOS DISPOSITIVOS PARA LA DETERMINACION DE LA ALTURA DE LA CAPA DE UN LIQUIDO FLOTANTE EN OTRO LIQUIDO.
Sección de la CIP Física
(16/06/1978). Clasificación: G01F.
Resumen no disponible.
PROCEDIMIENTO Y DISPOSITIVO PARA REGISTRAR Y SEPARAR EN LAS MAQUINAS EMPAQUETADORAS LOS ENVASES DE EMBUTICION PROFUNDA PARCIALMENTE LLENADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1978). Clasificación: B62D.
Resumen no disponible.
APARATO PARA LA DISTRIBUCION HIDRAULICA DEL PROCESO DE PRESION EN LAS MAQUINAS DE FUNDICION INYECTADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1977). Clasificación: B29F1/06.
Resumen no disponible.
INYECTOR GIRATORIO PARA MAQUINAS DE FUNDICION INYECTADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1977). Clasificación: B29F1/02.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MAQUINAS DE FUNDICION INYECTADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1977). Clasificación: B29F1/02.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN LOS DISCOS DE MANDO PARA MAQUINAS DE EMBOLOS AXIALES CON DISCOS OBLICUOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/04/1977). Clasificación: F01B.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN LAS MAQUINAS DE EMBOLOS AUXILIARES DE DISCO OBLICUO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/02/1977). Clasificación: F02F.
Apoyo perfeccionado para patines deslizantes sobre disco oblícuo en máquinas dotadas de émbolos axiales que están alojados en el tambor de cilindro para efectuar un movimiento axial y en cuyos extremos se encuentran fijados por medio de rótulos los patines que se apoyan hidrostáticamente sobre el disco oblícuo, caracterizado porque, para el mantenimiento de la película de lubricante existente entre el patín y el disco oblicuo tambien en la gama de revoluciones que se halla por debajo de aproximadamente 100 R.P.M., así como igualmente durante la para da la superficie de deslizamiento de las camisas está recubierta con un material que por el emparamiento con los materiales normalmente empleados para los émbolos es de un reducido coeficiente de fricción.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MAQUINAS PARA LA FABRICACION DE PIEZAS MOLDEADAS POR INYECCION DE MASAS CERAMICAS NO COCIDAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1977). Clasificación: B28B1/24.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN UNA AMORTIGUACION HIDRAULICA POR EMBOLO, EN PARTICULAR PARA DISPOSITIVOS DE EXPULSION Y DE CIERRE EN MAQUINAS DE FUNDICION INYECTADA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/07/1976). Clasificación: F15B15/24.
Resumen no disponible.
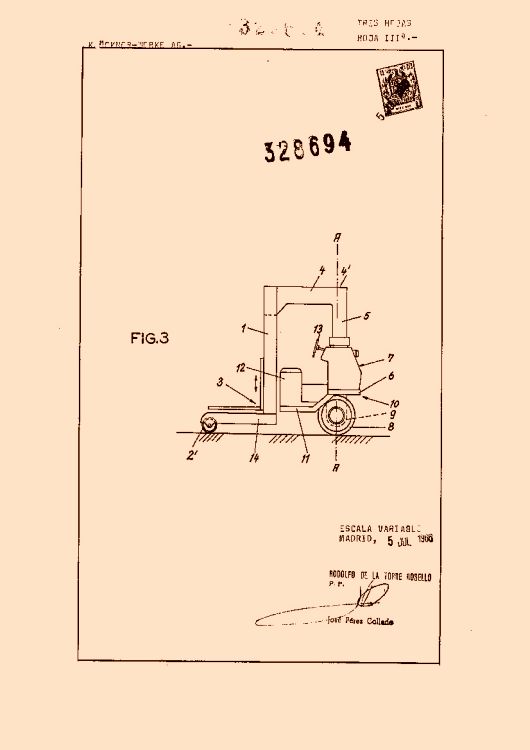
CARRETILLA ELEVADORA DE HORQUILLA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1967). Ver ilustración. Clasificación: B66F.
Resumen no disponible.
{kind=link}