14 patentes, modelos y diseños de KATASHI AOKI
UNA BOTELLA DE TEREFTALATO DE POLIETILENO CON CUELLO DE DOBLE COPA.
(16/01/1987) Una botella de tereftalato de polietileno con cuello de doble capa, en la que el referido cuello forma parte inseparable del cuerpo de la botella, que es de material de tereftalato de polietileno y del tipo de las que se obtienen mediante soplado por estiramiento, en la que la pared de tal botella, desde la parte inferior del cuello hasta la propia parte inferior del cuerpo de la botella, es sometida a una orientación biaxial, de manera tal que únicamente el cuello presenta una construcción de dos capas, caracterizada porque la capa interior del referido cuello es prolongación del cuerpo de la botella y del mismo material que ésta, mientras que la capa exterior…
UNA BOTELLA DE TEREFTALATO DE POLIETILENO.
(01/06/1986) Una botella de tereftalato de polietileno, que obteniéndose mediante soplado y estiramiento, en la que una porción desde una porción inferior del cuello hasta la parte inferior se somete a orientación biaxial y sólo el cuello tiene construcción de dos capas, y estando constituida de tal forma que una capa exterior de dicho cuello incluye un cuerpo de capa exterior preformado de resina termorresistente tal como policarbonato o tereftalato de polietileno cristalizado con roscas de tapón o análogos moldeadas en su periferia exterior, siendo la capa interior del aludido cuello de tereftalato de polietileno del que se hace la botella, y uniéndose entre sí ambas capas mediante moldeo de inserción antes de moldear la botella, quedando expuesta dicha capa interior en una abertura del cuello y cubriendo…
UNA BOTELLA DE TEREFTALATO DE POLIETILENO.
(01/06/1986) Una botella de tereftalato de polietileno, que obteniéndose mediante soplado y estiramiento, en la que una porción desde una porción inferior del cuello hasta la parte inferior se somete a orientación biaxial y sólo el cuello tiene construcción de dos capas, y estando constituida de tal forma que una capa exterior de dicho cuello incluya un cuerpo de capa exterior preformado de resina termorresistente tal como policarbonato o tereftalato de polietileno cristalizado con roscas de tapón o análogos moldeadas en su periferia exterior, y en donde la capa interior del cuello es de tereftalato de polietileno del que se hace la botella, uniéndose entre si ambas capas mediante moldeo de inserción antes de moldear la botella, quedando expuesta dicha capa interior en una abertura del cuello y cubriendo…
UN METODO PARA MOLDEAR POR INYECCION UN PARISON COMPUESTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1985). Clasificación: B29D23/02.
METODO Y APARATO PARA MOLDEAR POR INYECCION UN PARISON COMPUESTO.EL APARATO CONSTA DE UNA CHAPA DE TRANSPORTE ROTATIVA CIRCULAR QUE SE HACE GIRAR DE FORMA INTERMITENTE UN ANGULO DE 72 GRADOS, MEDIANTE UN DISPOSITIVO DE ACCIONAMIENTO COLOCADO EN LA PORCION CENTRAL DE UNA CHAPA DE BASE ; DE DOS MOLDES DE MOLDEO FIJADOS A LA CHAPA DE FIJACION DE UN DISPOSITIVO DE FIJACION ; Y DE DOS MOLDES DE NUCLEO MONTADOS SOBRE LA CHAPA MOVIL DE UN DISPOSITIVO HIDRAULICO SUJETADO MEDIANTE BARRAS DE UNION A AMBOS LADOS DE LA ESTACION DE MOLDEO POR INYECCION.
UN METODO PARA MOLDEAR POR SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1985). Clasificación: B29B3.
UN METODO PARA MOLDEAR PIEZAS HUECAS Y TRANSPARENTES DE POLIPROPILENO POR SOPLADO DE ESTIRAMIENTO BIAXIL.COMPRENDE: MEZCLAR TOTALMENTE POLIPROPILENO PLASTIFICADO DENTRO DE UN CILINDRO DE INYECCION POR ROTACION; ELIMINAR UN MATERIAL CRISTALINO; VERTER DICHO POLIPROPILENO EN UN MOLDE PARA MOLDEAR UN PARISON; LIBERAR DICHO PARISON CUYO INTERIOR ESTA TODAVIA A GRAN TEMPERATURA Y EN ESTADO AMORFO DEL MOLDE; EXTENDER Y EXPANDIR DICHO PARISON DENTRO DE UN MOLDE DE CONTROL DE LA TEMPERATURA; PONIENDOLOS EN CONTACTO INTIMO; LIBERAR EL PARISON PARA CONSEGUIR SU CONTRACCION A TEMPERATURA CONTROLADA; Y MOLDEAR POR SOPLADO DE ESTIRAMIENTO EL PARISON DE TEMPERATURA CONTROLADA.
UN PROCEDIMIENTO PARA EL CONTROL DE LA TEMPERATURA DE LA MASA EN UN METODO DE MOLDEO POR SOPLADO DE ESTIRADO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1985). Clasificación: B29D23/00.
PROCEDIMIENTO MEJORADO PARA EL CONTROL DE LA TEMPERATURA DEL PARISON EN UN METODO DE MOLDEO POR SOPLADO, ESTIRAMIENTO E INYECCION.CONSISTE EN: A) ESTIRAR AXIALMENTE AL PARISON UNA DIMENSION NECESARIA ANTES DE LA EXPANSION; B) ENFRIAR (5A) AL PARISON DURANTE SU AUTOENCOGIMIENTO, CUANDO SE ELIMINA LA PRESION CON RELACION AL PARISON; Y C) SUSPENDER EL ENFRIAMIENTO Y UNIFORMAR LA TEMPERATURA DEL PARISON DESPUES DEL ENFRIAMIENTO.
PRENSA DE MOLDEO PARA MOLDEAR PIEZAS PREFORMADAS DE DOS CAPAS EN UNA MAQUINA DE MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1984). Clasificación: B29F1/00.
PRENSA DE MOLDEO PARA PIEZAS PREFORMADAS DE DOS CAPAS, EN MAQUINAS DE MOLDEO POR INYECCION.VARIOS MOLDES DE GOLLETE CONTENEDORES DE LAS PIEZAS ESTAN MONTADOS A INTERVALOS EN LA SUPERFICIE INFERIOR DE UNA PLATINA DE TRANSFERENCIA DISPUESTA SOBRE LA BASE DE LA MAQUINA . ESTA PLATINA GIRA INTERMITENTEMENTE DE MODO QUE LOS MOLDES PUEDAN SER ABIERTOS Y CERRADOS. LOS DISPOSITIVOS NECESARIOS PARA LAS OPERACIONES DE MOLDEO POR INYECCION, CALENTAMIENTO, ESTIRADO Y SOPLADO, ESTAN DISPUESTOS EN POSICIONES DE PARADA DE DICHOS MOLDES DE GOLLETE.
METODO DE CONTROLAR LA TEMPERATURA DEL MOLDE PARA CONTROLAR DE MANERA UNIFORME LAS TEMPERATURAS DE LAS CAVIDADES DE UN MOLDE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1984). Clasificación: B29F1/00.
METODO DE CONTROL DE LA TEMPERATURA DE UN MOLDE PARA CONTROLAR DE MANERA UNIFORME LAS TEMPERATURAS DE LAS CAVIDADES DE MOLDES QUE TIENEN UNA PLURALIDAD DE CAVIDADES YUXTAPUESTAS A INTERVALOS REGULARES.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PERFORAN PASOS DE CIRCULACION PRINCIPALES A TRAVES DE LAS SUPERFICIES DE SEPARACION DEL MOLDE; SEGUNDA, SE PERFORAN PASOS DE CIRCULACION BIFURCADOS QUE CRUZAN LOS PASOS DE CIRCULACION PRINCIPALES; TERCERA, SE PONEN EN COMUNICACION ENTRE SI LOS PASOS DE CIRCULACION BIFURCADOS Y LOS PASOS DE CIRCULACION PRINCIPALES, PARA CONSTITUIR UN PASO DE CONTROL DE LA TEMPERATURA EN FORMA DE ESCALERA; Y POR ULTIMO, SE DEJA FLUIR UN MEDIO DE REFRIGERACION O DE CALENTAMIENTO A TRAVES DE DICHO PASO DE CIRCULACION DE CONTROL.
PROCEDIMIENTO PARA LA OBTENCION DE UN CUERPO HUECO DE DOS CAPAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1984). Clasificación: B29D23/03.
PROCEDIMIENTO PARA LA OBTENCION DE UN CUERPO HUECO DE DOS CAPAS.CONSISTE EN: A) MOLDEAR POR INYECCION UN PARISON INTERIOR UTILIZANDO RESINA SINTETICA DE BAJA TEMPERATURA DE TRABAJO, EXTRAYENDO A CONTINUACION DICHO PARISON INTERIOR QUE ES DEPOSITADO EN UN NUEVO MOLDE, ENTRE CUYA PARED Y LA SUPERFICIE EXTERNA DE TAL PARISON INTERIOR SE DEFINE UNA SEPARACION SOBRE LA QUE SE INYECTA RESINA SINTETICA DE ELEVADA TEMPERATURA DE TRABAJO DETERMINANDOSE EL MOLDEO DE UN SEGUNDO PARISON EXTERIOR. DURANTE EL MOLDEO DEL PARISON EXTERIOR SE PROCEDE A ENFRIAR LA SUPERFICIE EXTERNADEL PARISON INTERIOR HASTA LA TEMPERATURA MAS BAJA POSIBLE, OBTENIENDOSE UN PARISON DE DOS CAPAS QUE ES INMEDIATAMENTE PASADO A UN MOLDE DE ACABADO EN EL QUE SE ESTIRA LONGITUDINALMENTE Y SE MOLDEA POR SOPLADO PARA OBTENER EL CUERPO HUECO DEFINITIVO DE DOS CAPAS.
MAQUINA DE INYECCION, ESTIRADO Y MOLDEO POR SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1984). Clasificación: B29D23/03.
MAQUINA DE INYECCION, ESTIRADO Y MOLDEADO POR SOPLADO.COMPRENDE UNA BANCADA Y UN DISCO GIRATORIO ENTRE LOS CUALES ESTA DISPUESTO UN MOLDE DE INYECCION, UN ELEMENTO DE CONTROL DE TEMPERATURA, UN MOLDE DE SOPLADO Y UN MECANISMO DE APERTURA Y CIERRE DEL MOLDE DE SOPLADO. EXISTE UN MECANISMO DE APERTURA Y CIERRE DEL MOLDE DE INYECCION, UN MECANISMO DE CONTROL DE TEMPERATURA, UN MECANISMO DE ESTIRADO Y SOPLADO, ASI COMO UN MECANISMO DE DESCARGA DEL PRODUCTO MOLDEADO.
UN METODO PARA MOLDEAR UNA BOTELLA DE PLASTICO RESISTENTE A LA PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1983). Clasificación: B29D23/03.
METODO PARA MOLDEAR UNA BOTELLA DE PLASTICO RESISTENTE A LA PRESION.LA PORCION INFERIOR DE UN PARISON PLENAMENTE ESTIRADO AXIALMENTE DENTRO DE UNA CAVIDAD DE SOPLADO SE EMPUJA DE NUEVO HACIA EL INTERIOR DE UNA PORCION DE PARED PERIFERICA EXTERIOR MOLDEADA PREVIAMENTE MOVIENDO UN MOLDE INFERIOR MIENTRAS LA PORCION INFERIOR DEL PARISON CONSERVA TODAVIA LA TEMPERATURA DE DEFORMACION PARA MOLDEAR UNA PORCION DE PARED PERIFERICA INTERIOR Y UNA PORCION CENTRAL DE LA PARED INFERIOR Y PARA MOLDEAR AL MISMO TIEMPO LA PORCION ANULAR EN CONTACTO CON EL SUELO.
MAQUINA DE MOLDEO POR INYECCION, ESTIRADO Y SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1982). Clasificación: B29C24/00.
MAQUINA PARA MOLDEO POR INYECCION, ESTIRADO Y SOPLADO. CONSTA DE LOS SIGUIENTES ELEMENTOS: 1 UNA PLACA DE BASE SUJETA ENCIMA DE UNA BANCADA DE MAQUINA Y PARALELA A ELLA. 2 UN DISCO GIRATORIO. 3 UN DISPOSITIVO DE ACCIONAMIENTO SITUADO EN LA PARTE CENTRAL DE LA PLACA DE BASE PARA HACER GIRAR DE MANERA INTERMITENTE EL DISCO. 4 UN PUESTO DE CONTROL DE TEMPERATURA, UN PUESTO DE MOLDEO POR ESTIRADO Y SOPLADO Y UN PUESTO DE SEPARACION DE LOS PRODUCTOS MOLDEADOS. LOS MOLDES Y SUS MECANISMOS DE APERTURA Y CIERRE, PUEDEN DESPLAZARSE HACIA ARRIBA Y ABAJO, DE MODO QUE PUEDAN TOMAR UNA POSICION MAS BAJA CUANDO LAS FORMAS INTERMEDIAS DE BOTELLA Y LOS PRODUCTOS MOLDEADOS SE DESPLAZAN CONJUNTAMENTE CON EL DISCO GIRATORIO, ALCANZANDO UNA POSICION SUPERIOR CUANDO SE EFECTUA EL MOLDEO POR SOPLADO Y ESTIRADO. LOS MOLDES DE GOLLETE, SITUADOS EN LA SUPERFICIE INFERIOR DEL DISCO ESTAN EN HILERAS PARALELAS A UNA TANGENTE DEL DISCO GIRATORIO DE MODO QUE PUEDEN SER ABIERTOS Y CERRADOS EN UNA DIRECCION RADIAL DEL DISCO.
MOLDEADOR POR INSUFLADO E INYECCION PARA ARTICULOS HUECOS DE DOBLE PARED.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1980). Clasificación: B29D23/03.
Moldeador por insuflado e inyección para el moldeo de artículos huecos de doble pared, de tipo de los que incluyen una placa de transferencia dispuesta horizontalmente por encima de una base de la máquina y con el número requerido de moldes de cuello equidistantemente espaciados en su superficie inferior; medios accionadores para mover intermitentemente la placa de transferencia en un plano horizontal; y cuatro puestos de operaciones, uno de moldeo por inyección, uno de calentamiento, uno de estirado y de insuflado y uno de liberación de moldes, cada uno de ellos dispuesto, sobre la base de la máquina en una de las posiciones de detención de los moldes de cuello.
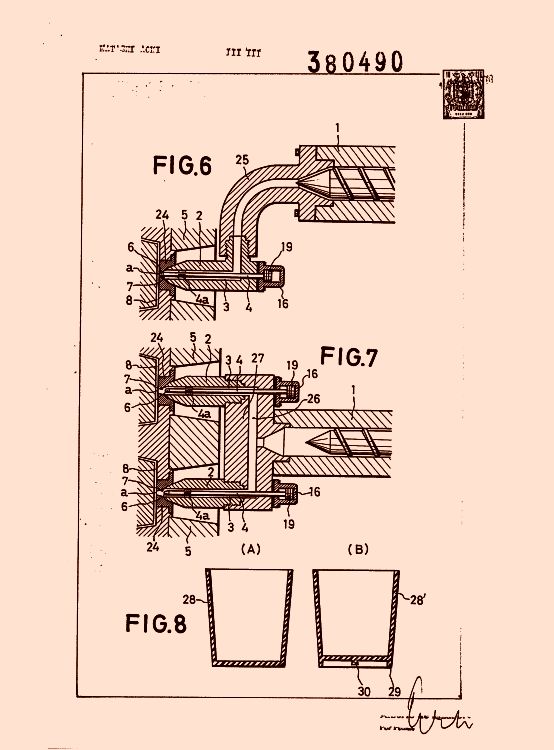
UNA MAQUINA DE MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1972). Ver ilustración. Clasificación: B29C45/28, B29C45/23.
Resumen no disponible.
{kind=link}