15 patentes, modelos y diseños de KAISER ALUMINUM & CHEMICAL CORPORATION
TRANSFERENCIA DE BANDA A ALTA VELOCIDAD EN UNA APLICACION DE TRATAMIENTO DE BANDA EN CONTINUO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2004). Ver ilustración. Inventor/es: SANKARAN, SUBBIAH, RANLY, DANIEL, P. Clasificación: B65H19/22, B21C47/24.
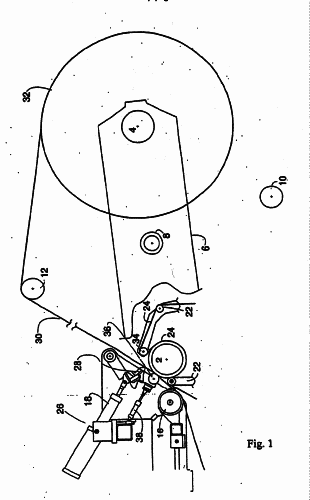
Aparato para bobinar una banda metálica móvil que comprende: un primer y segundo mandriles , siendo los mandriles capaces de bobinar una banda metálica móvil en una bobina; una cuchilla capaz de ser situada cerca de la banda metálica móvil y capaz de cortar la banda mientras la banda se está moviendo y está siendo bobinada en el primer mandril ; un medio para desviar y arrollar la banda metálica móvil alrededor del segundo mandril , caracterizado porque la cuchilla es capaz de desviar la banda metálica móvil hacia el segundo mandril.
METODO PARA FABRICAR LAMINAS DE LATAS DE BEBIDAS.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/12/2003). Inventor/es: SMITH, IAN, WYATT-MAIR, GAVIN, F., SUN, TYZH-CHIANG, BETTS, WILLIAM, HARRINGTON, DONALD, G., WESTERMAN, EDWIN, J. Clasificación: B22D11/06, C22F1/04, C22F1/047.
UN METODO MEJORADO PARA LA FABRICACION DE ENVASES PARA BEBIDAS DE ALEACIONES DE ALUMINIO, ASI COMO LOS FONDOS DE LAS LATAS Y LAS LENGUETAS PARA LOS MISMOS EN EL CUAL UNA ALEACION DE ALUMINIO FUNDIDO ES CORTADO EN TIRAS Y SOMETIDO A CONTINUACION A UNA O MAS DE UNA SERIE DE OPERACIONES DE ENFRIAMIENTO Y RECOCIDO. LA PRESENTE SOLICITUD TAMBIEN CONTEMPLA LA FABRICACION DE UNA SERIE DE LATAS DE ALEACION DE ALUMINIO UTILIZANDO RODILLOS CALIENTES INMEDIATAMENTE DESPUES DEL CORTADO EN TIRAS DEL FUNDIDO PARA REDUCIR EL GROSOR DE LA CARGA DE ENTRADA CON O SIN ENFRIAMIENTO INTERMEDIO DE LA CARGA DE ENTRADA.
PROCEDIMIENTO DE SOLDEO FUERTE DEL ALUMINIO.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/09/2002). Inventor/es: CHILDREE, DAVID L. Clasificación: B32B15/20, F28F21/08, B23K35/26, B23K101/14, B23K103/10.
SE SUMINISTRA UNA HOJA COMPUESTA DE UNA ALEACION DE SOLDADURA DE ALUMINIO QUE PUEDE UTILIZARSE TANTO EN UN PROCESO DE SOLDADURA EN VACIO COMO EN UN PROCESO DE SOLDADURA EN ATMOSFERA CONTROLADA PARA LA SOLDADURA DE PIEZAS DE ALUMINIO. LA LAMINA COMPUESTA DE ALEACION DE SOLDADURA CONSTA DE UNA ALEACION DE NUCLEO DE ALUMINIO DE TIPO 3XXX, 5XXX O 6XXX REVESTIDA AL MENOS SOBRE UNA SUPERFICIE MAYOR CON UNA ALEACION DE RELLENO DE ALUMINIO QUE CONTENGA LITIO CON UN CONTENIDO DE ENTRE UN 0.01% Y UN 0.30% DE SU PESO DE LITIO. LA ALEACION DE NUCLEO PUEDE CONTENER HASTA UN 2% DE MAGNESIO Y ADECUADA PARA PRODUCIR MONTAJES DE INTERCAMBIADORES DE CALOR DE ALEACION DE ALUMINIO TALES COMO RADIADORES O EVAPORADORES.
METODO PARA PRODUCIR ALEACIONES DE ALUMINIO CON PROPIEDADES SUPERPLASTICAS.
(01/04/2002) UN METODO DE PRODUCCION DE UNA ALEACION DE ALUMINIO CON PROPIEDADES SUPERPLASTICAS, QUE INCLUYE LAS FASES DE : CALENTAR LA ALEACION DE ALUMINIO; LAMINAR EN CALIENTE, A UNA TEMPERATURA DE SALIDA DEL ORDEN DE APROX. 650 A 70 F (DE 343 A 21 C); Y LAMINAR EN FRIO HASTA UN CALIBRE CORRESPONDIENTE A UN PORCENTAJE DE TRABAJO EN FRIO, INCLUIDO DENTRO DEL AREA DEFINIDA POR LAS LINEAS QUE UNEN LOS PUNTOS A (350 F, 177 C; 10%), B (600 F, 316 C; 99%), C (70 F, 21 C; 99%) Y D (70 F, 21 C; 10%), MOSTRADOS EN LA FIG.2, QUE REFLEJA LA RELACION ENTRE EL RANGO DE TEMPERATURAS DE LA TEMPERATURA DE SALIDA DEL LAMINADO EN CALIENTE, Y EL PORCENTAJE DE TRABAJO EN FRIO. EN OTRO METODO, UNA ALEACION DE ALUMINIO TERMOTRATABLE, SE MANTIENE,…
TRATAMIENTO DE OBJETOS DE ALUMINIO PARA UNA MEJORADA TEMPLABILIDAD EN COCCION.
Sección de la CIP Química y metalurgia
(16/12/2001). Ver ilustración. Inventor/es: SHEN, TIEN, H. Clasificación: C22F1/04.
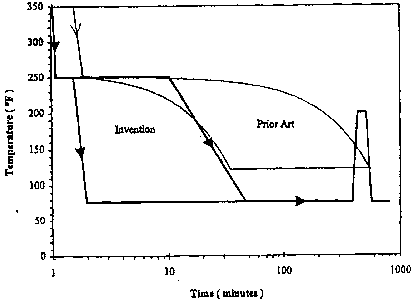
SE DESCRIBE UN METODO DE PRODUCCION DE UN ARTICULO DE ALUMINIO, QUE COMPRENDE LAS SIGUIENTES FASES: (A) PROPORCIONAR UNA CARGA QUE INCLUYE UNA ALEACION DE ALUMINIO, LA CUAL COMPRENDE APROX. ENTRE 1,0 Y 1,3 % EN PESO DE SILICIO, APROX. ENTRE 0,40 Y 0,80 % EN PESO DE MAGNESIO, APROX. ENTRE 0,02 Y 0,20 % EN PESO DE UN ELEMENTO SELECCIONADO A PARTIR DEL GRUPO FORMADO POR MANGANESO Y CROMO, NO MAS DE APROX. 0,70 % EN PESO DE COBRE, SIENDO EL RESTO BASICAMENTE ALUMINIO, ELEMENTOS E IMPUREZAS ACCIDENTALES; (B) LAMINAR EN CALIENTE LA CARGA; (C) TERMOTRATAR LA DISOLUCION; (D) EMFRIAR RAPIDAMENTE POR INMERSION, HASTA UNA TEMPERATURA UMBRAL DE APROX. 200 (GRADOS) F; (E) ENFRIAR HASTA TEMPERATURA AMBIENTE; (F) MANTENER A TEMPERATURA AMBIENTE, DURANTE NO MAS DE 6 HORAS; Y (G) RECALENTAR HASTA UNA TEMPERATURA DE APROX. 200 (GRADOS) F. EL DIBUJO MUESTRA UN GRAFICO DE ENFRIAMIENTO, A TEMPERATURA CONTROLADA, TRAS EL TERMOTRATAMIENTO DE LA DISOLUCION, SEGUN LA PRESENTE INVENCION, COMPARADO CON EL ESTADO DE LA TECNICA.
METODO Y APARATO PARA COLAR BANDAS GEMELAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2001). Inventor/es: HARRINGTON, DONALD, G. Clasificación: B22D11/128, B22D11/06.
UN APARATO Y METODO PARA EL MOLDEO DE LAMINAS DE METALES SOBRE AL MENOS UNA CINTA SIN FIN , EN EL QUE LA CINTA SE ENFRIA MEDIANTE MECANISMOS DE ENFRIAMIENTO CUANDO NO ESTA EN CONTACTO CON EL METAL FUNDIDO DEPOSITADO SOBRE SU SUPERFICIE.
TRATAMIENTO TERMICO DE PRODUCTOS BRONCEADOS PARA MEJORAR LA RESISTENCIA A LA CORROSION.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/07/1990). Inventor/es: FINNEGAN, WALTER D. Clasificación: B23K35/28, C22F1/04.
SE MEJORA LA RESISTENCIA A LA CORROSION DE UN PRODUCTO DE ALUMINIO BRONCEADO SOMETIENDOLO A UN TRATAMIENTO DE CALENTAMIENTO A UNA TEMPERATURA DE 300 A 800 F (150 A 425 GRADOS CENTIGRADOS) DURANTE 25 MINUTOS POR LO MENOS, PREFERIBLEMENTE PRECEDIDO DE UN ENFRIAMIENTO DEL PRODUCTO A UNA TEMPERATURA POR DEBAJO DE LA SELLECIONADA FINALMENTE PARA EL TRATAMIENTO Y, EN TODO CASO, POR DEBAJO DE UNOS 550 F (290 GRADOS CENTIGRADOS).
ALEACION DE NUCLEO DE ALUMINIO RESISTENTE A LA CORROSION.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/03/1990). Inventor/es: FINNEGAN, WALTER D. Clasificación: B23K35/28, C22C21/00, C22C21/08, C22F1/04, C22F1/043, C22F1/047, B23K35/24.
Material de soldadura fuerte que incluye una aleación de núcleo a base de aluminio y un revestimiento, caracterizado porque la aleación de núcleo a base de aluminio es una aleación de las series 1XXX, 3XXX y 5XXX de la Aluminum Association, que contiene también vanadio añadido bajo la forma de un elemento de aleación en una cantidad incluída en la gama de 0,02% a 0,4% del peso de la aleación del núcleo, y porque el revestimiento es una aleación de soldadura fuerte a base de aluminio.
UN METODO DE FABRICAR UN PRODUCTO LAMINAR COMPUESTO DE ALUMINIO FORJADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1986). Clasificación: B23K35/28.
PROCEDIMIENTO PARA LA FABRICACION DE UN PRODUCTO LAMINAR COMPUESTO DE ALUMINIO SOLDADO CON LATON, PARA EL USO EN LA SOLDADURA FUERTE EN VACIO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE CHAPEA UN MATERIAL DE NUCLEO A BASE DE ALUMINIO CON UNA ALEACION DE SOLDADURA FUERTE A BASE DE ALUMINIO; SEGUNDA, SE LAMINA EL MATERIAL DE CHAPEADO PARA FORMAR UN PRODUCTO LAMINAR; TERCERA, SE RECUECE DICHO PRODUCTO LAMINAR HASTA UN ESTADO SUSTANCIALMENTE EXENTO DE TENSION; Y POR ULTIMO, SE DEFORMA PLASTICAMENTE EL PRODUCTO LAMINAR. EL MATERIAL DE NUCLEO A BASE DE ALUMINIO ES UNA ALEACION QUE CONTIENE MANGANESO, MAGNESIO O LOS DOS ELEMENTOS DE ALEACION PRIMARIOS.
UN DISPOSITIVO FLOTADOR PARA METAL FUNDIDO PARA PERCIBIR EL NIVEL DE UN METAL FUNDIDO.
(16/04/1985) 1. Un dispositivo flotador para metal fundido para percibir el nivel de un metal fundido, utilizable eventualmente como limpiador de superficie, que comprende una sección superior que tiene una superficie inferior esencialmente plana, destinada a descansar sobre la superficie de metal fundido, y una sección inferior destinada a sumergirse por debajo del nivel citado metal fundido, siendo al área de la superficie inferior plana por lo menos el 10% del área de una imagen del flotador proyectado hacia abajo, y desplazado el volumen de la sección inferior del flotador sumergida por debajo del nivel del metal fundido un volumen de metal fundido esencialmente igual en peso al pleso del flotador y cualquier otra fuerza…
PERFECCIONAMIENTOS EN LAS INSTALACIONES PARA COLAR LINGOTES, TOCHOS Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1984). Clasificación: B22D11/08.
PERFECCIONAMIENTOS EN LAS INSTALACIONES PARA COLAR LINGOTES, TOCHOS Y SIMILARES.CONSISTENTES EN LA PROVISION DE ALOJAMIENTOS QUE SE SITUAN EN LA SUPERFICIE SUPERIOR EN FORMA DE PLATO Y SE ASOCIAN CON LA PORCION SUPERIOR DE DOS ORIFICIOS DE DRENAJE ; SE EXTIENDEN RADIALMENTE HACIA ADENTRO, HACIA LA PORCION CENTRAL DEL BLOQUE DE FONDO Y TIENEN UNA SUPERFICIE INFERIOR INCLINADA HACIA ARRIBA, HACIA LA PORCION CENTRAL DEL BLOQUE DE FONDO , Y SON SUSCEPTIBLES DE RECIBIR METAL FUNDIDO AL INICIO DEL PROCESO DE COLADO QUE SE SOLIDIFICA Y QUE FORMA CON ELLO APENDICES EN EL EXTREMO DEL LINGOTE QUE TIENEN LA MISMA FORMA QUE ELLOS.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN PROCEDIMIENTO DE COLADA CON ENFRIAMIENTO DIRECTO, O ELECTROMAGNETICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1983). Clasificación: B22D11/18.
PROCEDIMIENTO PARA EL CONTROL DEL NIVEL DE METAL FUNDIDO EN CONJUNTOS PARA COLADA VERTICAL, CONTINUA O SEMICONTINUA, EN PARTICULAR UNIDADES DE COLAR EN LAS QUE SE USA UN CAMPO ELECTROMAGNETICO GENERADO POR UNA INDUCTANCIA ANULAR QUE RODEA A LA COLUMNA DE METAL FUNDIDO, PARA CONFORMAR EL METAL QUE SOLIDIFICA.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE DETECTA EL NIVEL DE METAL FUNDIDO EN LOS MEDIOS DE MOLDEO Y SE GENERA UNA SEÑAL QUE REPRESENTE EL NIVEL DEL METAL FUNDIDO PERCIBIDO; SEGUNDA, SE COMPARA LA SEÑAL QUE REPRESENTA EL NIVEL DE METAL FUNDIDO PERCIBIDO CONUNA SEÑAL QUE REPRESENTA EL NIVEL DE METAL FUNDIDO DESEADO, GENERANDO UNA SEÑAL QUE REPRESENTA LA DIFERENCIA ENTRE LAS DOS SEÑALES; Y POR ULTIMO, SE CONTROLA LA VALVULA DE CONTROL DEL FLUJO CON UNOS MEDIOS DE CONTROL QUE RESPONDEN A LA SEÑAL DIFERENCIA.
"UN METODO PARA CONTROLAR EXACTAMENTE EL NIVEL DE METAL FUNDIDO EN UNA PLURALIDAD DE UNIDADES DE COLADA CONTINUA O SEMICONTINUA".
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1983). Clasificación: B22D37/00.
CONTROL EXACTO DEL NIVEL DE METAL FUNDIDO EN UNA PLURALIDAD DE UNIDADES DE COLADA CONTINUA O SEMICONTINUA, VERTICALES. PARA CONFORMAR EL METAL EN SOLIDIFICACION SE USA UN CAMPO ELECTROMAGNETICO GENERADO POR UN INDUCTOR ANULAR QUE RODEA LA COLUMNA DE METAL FUNDIDO. LOS FLUJOS DE METAL FUNDIDO A LAS UNIDADES DE COLADA INDIVIDUALES SE AJUSTAN AUTOMATICAMENTE EN RESPUESTA A UNA SEÑAL DE PUNTO AJUSTADO DE CONTROL PROCEDENTE DE UN CONTROLADOR MAESTRO CON EL FIN DE MANTENER ESENCIALMENTE EL MISMO NIVEL DE METAL FUNDIDO EN TODAS LAS UNIDADES DE COLADA. SE INCLUYEN PROCESOS DE PUESTA EN MARCHA Y TERMINACION.
"PERFECCIONAMIENTOS INTRODUCIDOS EN UN METODO DE COLADA CONTINUA O SEMICONTINUA DE PRODUCTOS DE METAL LIGERO".
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1982). Clasificación: B22D11/00.
METODO DE COLADA CONTINUA O SEMICONTINUA DE PRODUCTOS DE MATERIAL LIGERO, TALES COMO DE ALUMINIO O DE ALEACIONES DE ALUMINIO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE INTRODUCE METAL FUNDIDO EN UN EXTREMO DE ALIMENTACION DE UN INDUCTOR ELECTROMAGNETICO ANULAR; SEGUNDA, SE CONTROLA LA FORMA DE DICHO METAL FUNDIDO A MEDIDA QUE SE SOLIDIFICA TOTAL O PARCIALMENTE EN EL INDUCTOR POR MEDIO DE FUERZAS GENERADAS POR EL CAMPO ELECTROMAGNETICO; TERCERA, SE DIRIGE UNA PRIMERA CORRIENTE DE REFRIGERANTE LIQUIDO ALREDEDOR DE LA PERIFERIA DEL METAL SALIENTE BAJO UN ANGULO COMPRENDIDO ENTRE 5 Y 40 GRADOS; CUARTA, SE DIRIGE UNA SEGUNDA CORRIENTE DE FLUIDO ALREDEDOR DE LA PERIFERIA DEL METAL SALIENTE BAJO UN ANGULO COMPRENDIDO ENTRE 20 Y 95 GRADOS; Y POR ULTIMO, SE CONTROLA TANTO EL VOLUMEN COMO LA VELOCIDAD DE ESTA SEGUNDA CORRIENTE DE FLUIDO AL COMIENZO DE LA COLADA.
MEJORAS EN LOS SISTEMAS DE VALVULA AUTORECTIFICADORA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/04/1979). Ver ilustración. Clasificación: F16K1/48.
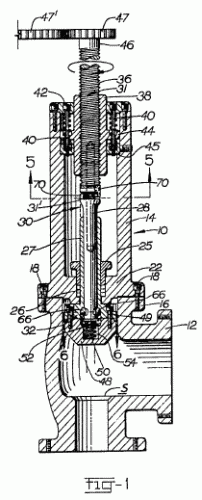
Interruptores de protección de circuitos de uno o varios polos con terminales de salida para los circuitos de corriente dispuestos seguidamente, para la disposición en serie de distribuciones, en las que aquellos están fijados sobre un carril perfilado, caracterizado porque los interruptores de protección de circuitos están reunidos para formar unidades con varios polos, las cuales tienen en cada caso sólo un terminal de entrada común.
{kind=link}
{kind=link}
{kind=link}