12 patentes, modelos y diseños de JAUMOT TOBELLA,ALEJANDRO
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1976). Clasificación: B65D5/56.
Envase mixto, caracterizado (porque está constituido por un receptáculo tubular hermético de reducido espesor, obtenido en resinas sintéticas de tipo flexible, en el que se contiene un producto comercial de naturaleza líquida o pastosa, y por otro receptáculo en material semirrígido, preferentemente cartón o similar, que constituye una envolvente resistente para el primer receptáculo, estando dotado de elementos practicables para la introducción de este receptáculo interior, y presentando en sus caras vistas las inscripciones relativas al producto envasado, habiendo en este receptáculo exterior una abertura por la que asoma un pico del receptáculo interior, en orden al cortado del mismo en el acto de ser utilizado el referido producto, con vaciado del receptáculo interior.
PROCEDIMIENTO DE ENVASADO CONTINUO EN RECIPIENTES DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1965). Ver ilustración.
Resumen no disponible.
PROCEDIMIENTO PARA FABRICACION DE ENVASES FLEXIBLES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1965). Ver ilustración.
Resumen no disponible.
Dispositivo valvular para envases flexibles.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1964).
Resumen no disponible.
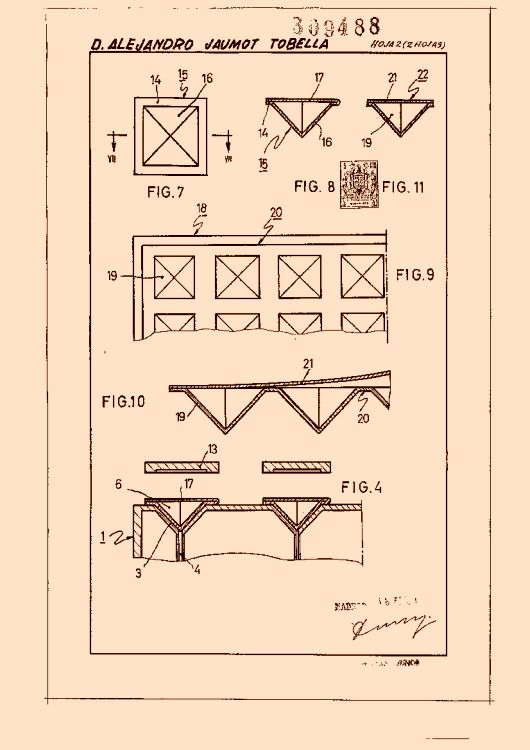
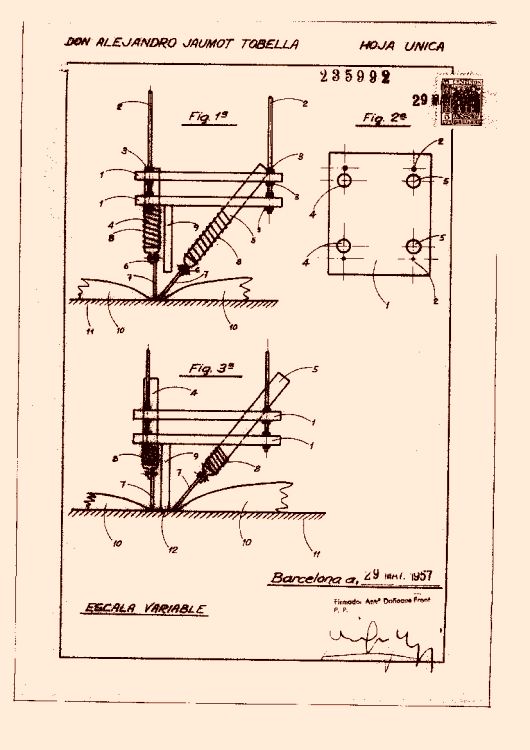
MEJORAS EN LA PREPARACIÓN DE ENVASES FLEXIBLES PARA EL LLENADO MECÁNICO DE LOS MISMOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1961). Ver ilustración. Clasificación: B65D.
Mejoras en la preparación de envases flexibles para el llenado mecánico de los mismos, que, esencialmente consiste en practicar en ambas paredes ligeros dobleces electrónicos previos, en sentido perpendicular, o no, a la línea ideal que une los puntos de fijación a la máquina y que, arrancando, o no, del borde superior, no soldado, se prolonga una cierta longitud, y de forma tal que el diedro, muy obtuso, que se forma en cada pared, en virtud del citado doblez, queda con la arista hacia el exterior del envase.
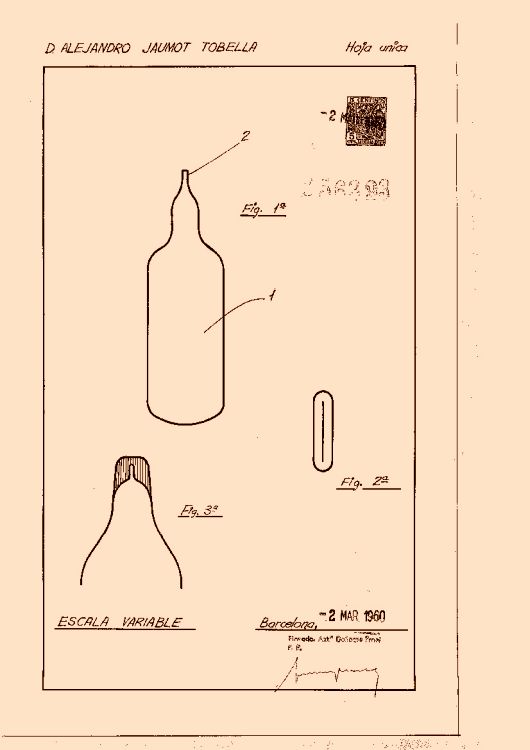
PERFECCIONAMIENTOS EN LA FABRICACIÓN DE ENVASES TERMOPLÁSTICOS HERMÉTICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1960). Ver ilustración. Clasificación: B65D.
Perfeccionamientos en la fabricación de envases termoplásticos herméticos conseguidos por soplado en forma usual de botella más o menos caprichosa, en que sus paredes son de una fina consistencia y por lo tanto muy flexibles.
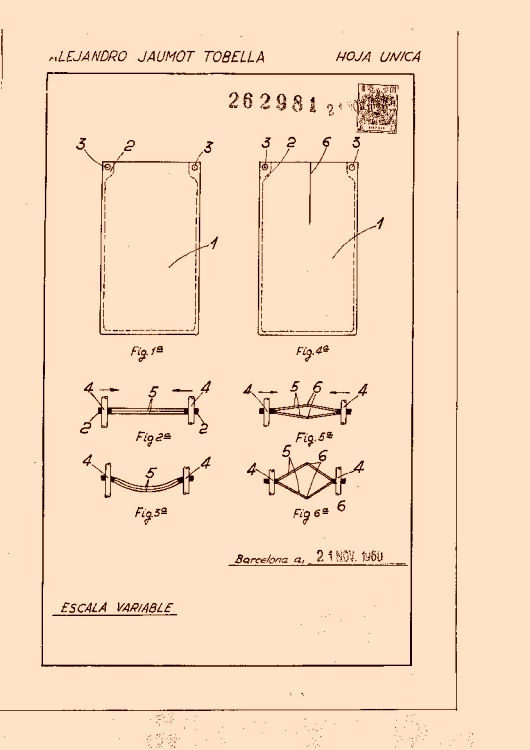
PERFECCIONAMIENTOS EN LA FABRICACIÓN DE ENVASES SOLDADOS A PARTIR DE POLIVINILO FLEXIBLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1959). Ver ilustración. Clasificación: B65D, B29D.
Perfeccionamientos en la fabricación de envases soldados a partir de polivinilo flexible en que por presión entre los electrodos a través del tubo a cerrar que logra la expulsión del líquido contenido.
PERFECCIONAMIENTOS INTRODUCIDOS EN LA FABRICACIÓN DE CUELLOS DE CAMISA DE CABALLERO.
Sección de la CIP Necesidades corrientes de la vida
(16/08/1959). Clasificación: A41D.
Perfeccionamientos introducidos en la fabricación de cuellos de camisa de caballero que se consiguen mediante el efecto electrónico de un electrodo llano y que presiona sobre dos trozos de cloruro de polivinilouno de consistencia normal y otro inferior en tamaño y superpuesto a aquel de consistencia semirígida los cuales son presionados entre si por efecto del electrodo que actúa sobre ellos y a la vezambosson presionados sobre la entretela que ha de montarse posteriormente en el interior del cuello a manufacturarpasando la corriente de alta frecuencia simultáneamente con lo que los tres gruesos quedan solidarios entre sílos dos primeros por efecto de franca soldaduray estos dos al terceroo sea la entreteladebido a que al fundir penetran en la retícula de esta tela quedando perfectamente adheridos a ella.
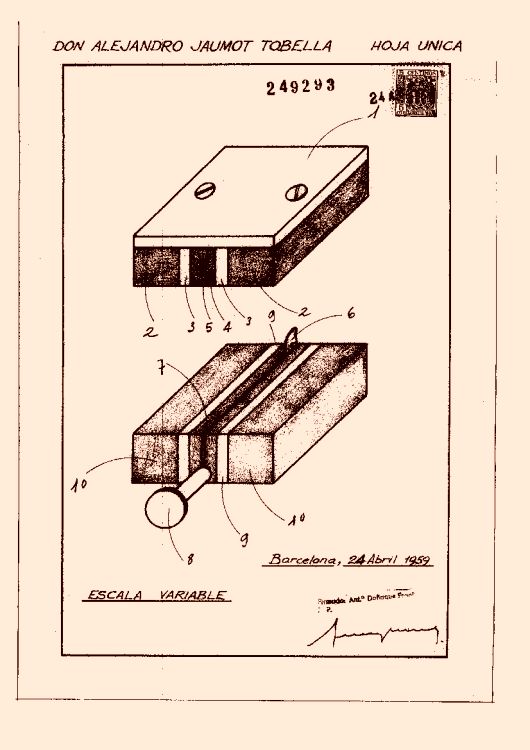
DISPOSITIVO PARA EVITAR LA SOLDADURA A TRAVES DE LIQUIDOS EN EL CERRADO DE ENVASES FLEXIBLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1958). Ver ilustración. Clasificación: B67.
Dispositivo para evitar la soldadura a través de líquido, en envases flexibles que esencialmente consiste en un bastidor, formado por dos o más placas unidas entre sí y a la máquina de soldar, mediante espárragos, y a cuya placa inferior va unido también el electrodo. Las placas van atravesadas por cuatro o más agujeros que guían la carrera ascendente o descendente de unos vástagos metálicos, vástagos que, se mantienen, en su posición de reposo, en el punto más bajo de su carrera.
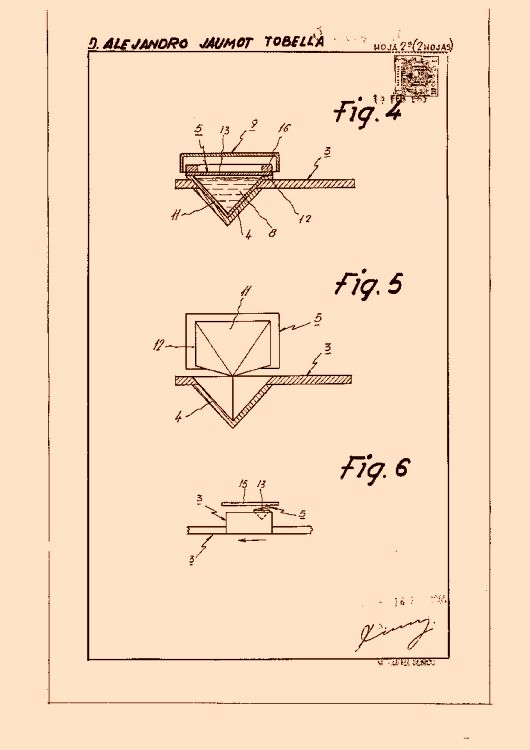
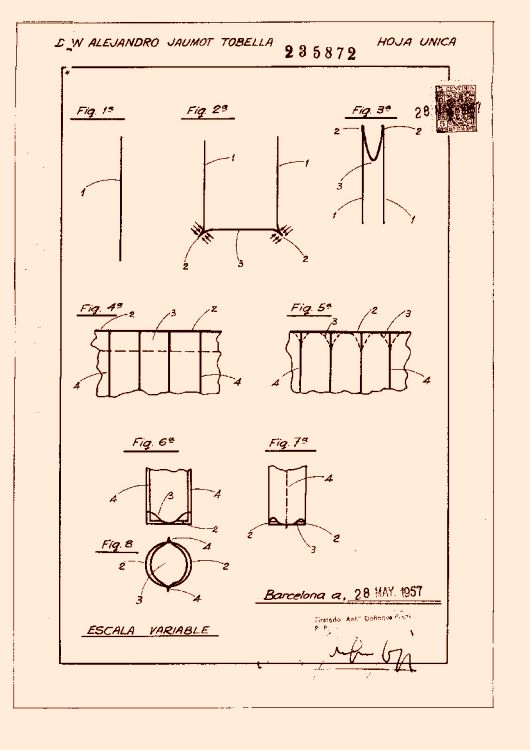
NUEVO PROCEDIMIENTO PARA LA FORMACIÓN DE ENVASES SOLDADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1957). Ver ilustración. Clasificación: B65.
Nuevo procedimiento para la formación de envases soldados, que parte de lámina flexible, y según el cual ésta se dobla hasta que su sección transversal adopta la forma de una U de cantos rectos, a los cuales cantos se aplica soldadura a todo lo largo de la lámina de modo que resulte una sección asímismo en U, pero con dos rabitos saliendo de los citados cantos, rabitos que presentan las dos soldaduras efectuadas, superponiendo a continuación las dos partes que constituyen las paredes de la U, para lo cual el fondo de la misma deberá plegarse hacia arriba, se aplican de trecho en trecho, a la tira resultante, soldaduras transversales, hecho lo cual queda formado el cuerpo de los envases y solo resta llenarlos y cerrarlos.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1957).
Resumen no disponible.
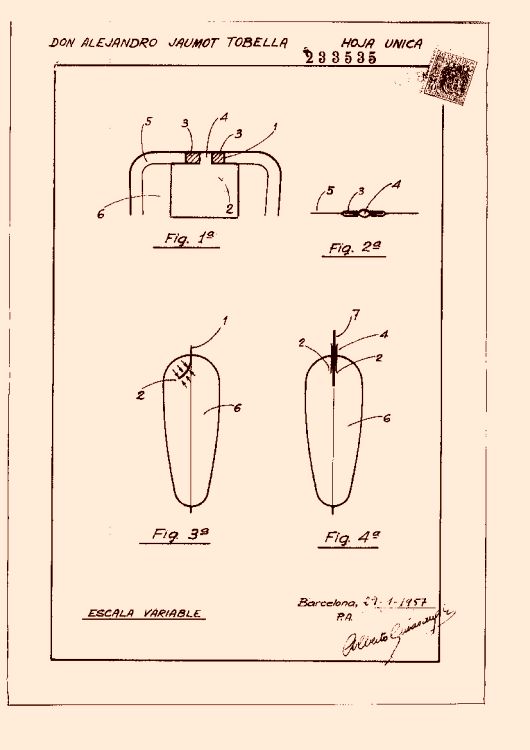
NUEVO PROCEDIMIENTO DE VERTEDOR APLICABLE A ENVASES FLEXIBLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1957). Ver ilustración. Clasificación: B65.
Nuevo procedimietno de vertedor aplicable a envase flesibles, fundado esencialmente en intercalar entre las soldaduras de éstos, y en el lugar oportuno, una lengüeta constituída por dos láminas superpuestas, soldaduras entre sí y al envase por los tercios laterales extremos de su parte superior, en tanto que el tercio central permanece sin soldar formando una conducción tubular que comunica con la atmósfera por lado y que desemboca por el otro entre las láminas yuxtapuestas no soldadas que consitituyen la parte inferior de la lengüeta, parte que queda en el interior del envase, y que por efecto de la presión interior que reina en el envase una vez lleno, se dobla hacia un lado y se mantiene con sus laminas apretadas, impidiendo que el contenido pueda encontrar paso a través de ellas, en busca del conducto de salida, acción que resulta tanto ma¿s eficaz cuanta más presión reine en el interior.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}