9 patentes, modelos y diseños de ISHIKAWAJIMA-HARIMA HEAVY INDUSTRIES CO., LTD. BHP STEEL (JLA) PTY. LTD.
PROCEDIMIENTO PARA LA COLADA DE BANDAS METALICAS DE DOBLE CILINDRO.
(16/07/2004) Procedimiento para la colada de bandas metálicas que comprende la introducción de metal fundido entre un par de cilindros de colada refrigerados que conforman entre sí una línea de contacto (16A), para formar una balsa de metal fundido soportada por los rodillos y limitada en los extremos de la línea de contacto por los cierres limitadores extremos , girando los rodillos de manera que se cuele una banda solidificada entregada en sentido descendente desde la línea de contacto (16A), y el transporte de la banda alejándola de la línea de contacto, caracterizado por las etapas de inspeccionar la banda mientras está siendo transportada fuera…
COLADA DE FLEJES DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2004). Inventor/es: KATO, HEIJI, RUSSELL, WAYNE. Clasificación: B22D11/06.
RODILLO DE FUNDICION SIN EJE PARA BANDA DE ACERO DE FUNDICION QUE INCLUYE UN TUBO CILINDRICO DE COBRE O DE ALEACION DE COBRE CON UN ESPESOR DE PARED DE 30 A 200 MM Y UNA SERIE DE ORIFICIOS QUE DEFINEN CONDUCTOS LONGITUDINALES PARA EL PASO DE AGUA . UN PAR DE EJES DE MANGUETA DE ACERO DISPUESTOS UNO EN CADA EXTREMO DEL TUBO TIENEN FORMACIONES FINALES QUE ENCAJAN EXACTAMENTE EN LOS EXTREMOS DEL TUBO Y TIENEN BRIDAS CIRCULARES COLINDANTES CON LOS EXTREMOS DEL TUBO. LOS FIJADORES SE PROLONGAN A TRAVES DE LAS BRIDAS DENTRO DE AL MENOS UNO DE LOS ORIFICIOS PARA FIJAR LOS EJES DE MANGUETA AL TUBO DE FORMA QUE ESTE QUEDE SIN SOPORTE ENTRE LOS EJES DE MANGUETA . LOS CONDUCTOS PARA EL PASO DEL AGUA EN LAS FORMACIONES FINALES DEL EJE DE MANGUETA PERMITEN QUE EL AGUA CIRCULE HACIA Y DESDE LOS CONDUCTOS PARA EL PASO DEL AGUA.
FUNDICION DE BANDA METALICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2002). Ver ilustración. Inventor/es: BLEJDE, WALTER,, BARLOW, CHRISTIAN. Clasificación: B22D11/06.
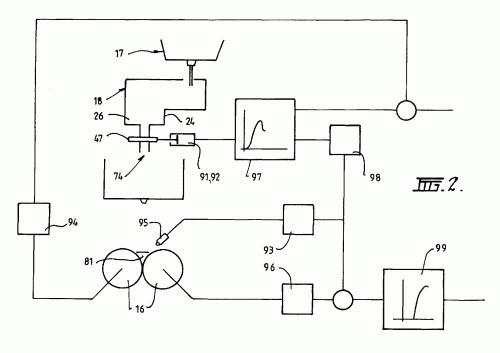
SE DESCRIBE LA FUNDICION DE FLEJE METALICO SUMINISTRANDO EL METAL DERRETIDO A UNA CUBETA DE FUNDICION APOYADA SOBRE UN PAR DE RODILLOS DE FUNDICION PARALELOS Y HACIENDO PASAR EL METAL BAJANDO ENTRE LOS RODILLOS PARA PRODUCIR UN FLEJE EN ESTADO SOLIDO . EL FLUJO DEL METAL A LA CUBETA DE FUNDICION SE CONTROLA POR UNA VALVULA DE CONTROL DEL FLUJO DE ENTRADA. AL INICIARSE LA FUNDICION, CUANDO SE ESTA LLENANDO LA CUBETA , LA VELOCIDAD DE LOS RODILLOS SE CAMBIA EN RESPUESTA A LAS VARIACIONES ENTRE EL NIVEL REAL INSTANTANEO DE LA CUBETA Y EL NIVEL PREVISTO HASTA QUE LA CUBETA SE ACERCA AL NIVEL DE FUNCIONAMIENTO DESEADO. A CONTINUACION, CUALQUIER VARIACION ENTRE LA VELOCIDAD INSTANTANEA DE LOS RODILLOS Y LA VELOCIDAD DE FUNCIONAMIENTO DESEADA DE LOS MISMOS ES CAUSADA PARA ACOPLAR LA VALVULA AL NIVEL EXISTENTE DE LA CUBETA Y LA VELOCIDAD DE LOS RODILLOS A LOS NIVELES DE FUNCIONAMIENTO DESEADOS.
APARATO PARA LA COLADA DE BANDAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2000). Ver ilustración. Inventor/es: FOLDER, WILLIAM JOHN. Clasificación: B22D11/06.
UNA BOQUILLA PARA EL SUMINISTRO DE METAL FUNDIDO A UN RECIPIENTE DE MOLDEADO DE UN FUNDIDOR DE BANDAS DE LAMINADOR DOBLE SE FORMA EN DOS MITADES Y COMPRENDE UNA ABERTURA QUE MIRA HACIA ARRIBA PARA RECIBIR LAS CORRIENTES DE SUMINISTRO DE METAL FUNDIDO Y UNA ABERTURA DE SALIDA Y ABERTURAS DE SALIDA EN EL FONDO DE LA CUBETA. UNAS FORMACIONES EN EL EXTREMO DE LA BOQUILLA DEFINEN DEPOSITOS PARA RECIBIR CORRIENTES DE SUMINISTRO SEPARADAS DE METAL FUNDIDO Y CONDUCTOS DE FLUJO PARA DIRIGIR EL METAL DESDE LOS DEPOSITOS A TRAVES DE LOS CERRAMIENTOS DE LOS EXTREMOS QUE CONFINAN EL RECIPIENTE DEL FUNDIDOR. CADA DEPOSITO ESTA SEPARADO DE LA CUBETA POR UNA PARED VERTICAL QUE FUNCIONAN COMO UNA REPRESA PARA EL METAL DEL DEPOSITO, DE MANERA QUE EL METAL PUEDA FLUIR SOBRE ELLA AL INTERIOR DE LA CUBETA CUANDO EL DEPOSITO ESTA LLENO.
COLADO DE BANDA DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2000). Inventor/es: STREZOV, LAZAR, MAHAPATRA, RAMA BALLAV, DE SYLVA, FRED, MUKUNTHAN, KANNAPPAR. Clasificación: B22D11/06.
EN COLADA CONTINUA DE BANDA DE ACERO, UN BAÑO DE COLADA DE METAL FUNDIDO ES APORTAD SOBRE SUPERFICIES DE COLADA MOVIL QUE SE TEMPLAN PARA PROVOCAR LA SOLIDIFICACION DEL ACERO SOBRE LAS SUPERFICIES DE COLADA. LAS SUPERFICIES DE COLADAS SON TEXTURIZADAS SIEMPRE QUE TENGAN FORMACIONES DE ARISTA Y RANURAS QUE DEFINEN RANURAS EN FORMA DE V Y ARISTAS CON BORDES CORTANTES. LA PROFUNDIDAD (D) DE LA TEXTURA DEL PICO DE REBORDE A LA RAIZ DE LA RANURA ES DE 5 A 50 MICRONES Y EL DECLIVE (P) ENTRE LAS RANURAS ES DE 100 A 250 MICRONES. LAS SUPERFICIES DE COLADA PUEDEN SUPERFICIES PERIFERICAS DE CILINDROS DE COLADA DE UN VACIADOR DE CILINDROS DOBLE.
FUNDICION DE BANDA METALICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1999). Inventor/es: STREZOV, LAZAR, FREEMAN, JOHN, OSBORN, STEVE. Clasificación: B22D11/06.
METODO Y APARATO PARA FUNDIR DE FORMA CONTINUADA LAMINAS DE METAL DEL TIPO EN EL QUE LA HERRAMIENTA DE FUNDICION DE METAL FUNDIDO SE FORMA EN CONTACTO CON UNA SUPERFICIE DE FUNDICION (16A) MOVIBLE DE MODO QUE EL METAL SOLIDIFICA DESDE LA PISCINA SOBRE LA SUPERFICIE DE FUNDICION MOVIBLE. AL FABRICAR LA SUPERFICIE DE MOLDEO (16A) MUY SUAVE E INDUCIENDO UN MOVIMIENTO VIBRATORIO RELATIVO ENTRE EL METAL FUNDIDO Y LA SUPERFICIE DE FUNDICION CON UNA FRECUENCIA Y AMPLITUD SELECCIONADAS, LA TRANSFERENCIA DE CALOR DESDE EL METAL SOLIDIFICANTE SE MEJORA DE FORMA DRAMATICA. LA SUPERFICIE DE FUNDICION TIENE UN VALOR DE ASPEROSIDAD MEDIO ARITMETICO (RA) DE MENOS DE 5 MICRONS Y EL MOVIMIENTO VIBRATORIO INDUCIDO TIENE PREFERIBLEMENTE UNA FRECUENCIA DE NO MAS DE 20 KHZ. ESTO MEJORA LA PRODUCTIVIDAD DE LA FUNDICION Y TAMBIEN PRODUCE UNA REFINACION MARCADA DE LA ESTRUCTURA DE LA SUPERFICIE DEL METAL FUNDIDA.
FUNDICION CONTINUA DE BANDA DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1999). Inventor/es: ASSEFPOUR-DEZFULLY, MASSOUD, BROWNE, KENNETH M. Clasificación: B22D11/06.
UNA BANDA DE ACERO SE MOLDEA DE FORMA CONTINUA A PARTIR DE UN RECIPIENTE DE METAL FUNDIDO QUE ESTA SOPORTADO EN UNA O MAS SUPERFICIES DE MOLDEADO CONGELADAS (22A). LAS SUPERFICIES DE MOLDEADO (22A) SE MUEVEN PARA PRODUCIR UNA BANDA SOLIDIFICADA QUE SE MUEVE DESDE EL RECIPIENTE DE MOLDEADO A LO LARGO DE UN CAMINO DE TRANSITO . LA FORMACION DE ESCAMAS SOBRE LA BANDA SOLIDIFICADA A MEDIDA QUE PASA A TRAVES DEL CAMINO DE TRANSITO SE CONTROLA CONFINANDO LA BANDA SOLIDIFICADA EN EL INTERIOR DE UN CERRAMIENTO DEL CUAL SE EXTRAE EL OXIGENO POR OXIDACION DE LA BANDA Y QUE SE SELLA PARA CONTROLAR LA ENTRADA DEL OXIGENO CONTENIDO EN LA ATMOSFERA.
(01/10/1997) METODO Y APARATO PARA FUNDIR LAMINAS METALICAS EN EL QUE SE INTRODUCE EL METAL FUNDIDO ENTRE UN PAR DE RODILLOS DE FUNDICION PARALELOS A TRAVES DE UN "TUNDISH" Y DE UNA BOQUILLA DE DESCARGA DE METAL. LOS RODILLOS DE FUNDICION SE ENFRIAN DE MANERA QUE LOS CASCOS SE SOLIDIFIQUEN EN LA SUPERFICIE DE LOS RODILLOS EN MOVIMIENTO Y SEAN LLEVADOS JUNTOS ENTRE SI A LAS PINZAS PARA PRODUCIR UN PRODUCTO DE LAMINAS SOLIDIFICADAS EN LA SALIDA DEL RODILLO. EL "TUNDISH" , LA BOQUILLA DE DESCARGA Y UN PAR DE PLACAS DE CIERRE LATERALES QUE ENCIERRAN LA FUSION DE METAL SOBRE LOS RODILLOS DE FUNDICION SON PREVIAMENTE CALENTADOS SEPARADAMENTE A LA TEMPERATURA DE TRABAJO Y A CONTINUACION LLEVADOS RAPIDAMENTE A UN CONJUNTO OPERATIVO Y EMPIEZA LA FUNDICION ANTES DE QUE UN ENFRIAMIENTO LOCALIZADO O IRREGULAR Y PERJUDICIAL DE LOS…
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1996). Inventor/es: FOLDER, WILLIAM JOHN, FREEMAN, JOHN. Clasificación: B22D11/06, B22D11/10, B22D41/50.
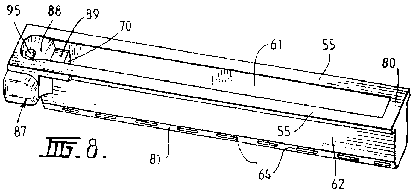
CON REFERENCIA A LA FIGURA 4, UNA TOBERA DE DESCARGA METALICA PARA DESCARGAR UN METAL FUNDIDO EN UN PRENSADOR ENTRE UN PAR DE RODILLOS DE FUNDIDO EN TIRAS COMPRENDE UNA CUBETA DE ENTRADA DE APERTURA HACIA ARRIBA PARA RECIBIR UNA SERIE DE CORRIENTES VERTICALES DE CAIDA LIBRE DE METAL FUNDIDO Y UN PASAJE DE FLUJO DE METAL QUE SE EXTIENDE HACIA ABAJO DESDE LA PARTE INFERIOR DE LA CUBETA DE ENTRADA A UNA RANURA DE SALIDA DE FLUJO DE METAL . LA CUBETA TIENE UNA SUPERFICIE DE PARED LATERAL QUE SE INCLINA HACIA ABAJO Y POR LA CUBETA AL EXTREMO SUPERIOR DEL PASAJE DE FLUJO DE METAL . LAS CORRIENTES DE CAIDA LIBRE INCIDEN CADA SUPERFICIE DE LA PARED LATERAL EN UN ANGULO AGUDO DE INCIDENCIA QUE EL METAL FUNDIDO TIENDE A ADHERIRSE A LA SUPERFICIE DE LA PARED Y A ESPARCIRSE EN EL INTERIOR EN FORMA DE UNA LAMINA QUE FLUYE POR LA SUPERFICIE DE LA PARED LATERAL.
{kind=link}
{kind=link}