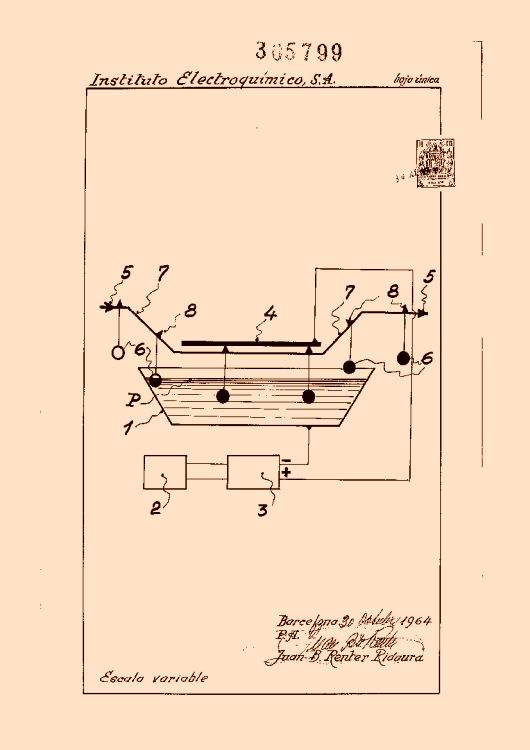
PROCEDIMIENTO DE PINTADO POR ELECTROFORESIS.
Sección de la CIP Química y metalurgia
(16/04/1965). Ver ilustración.
{kind=link}
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/04/1965). Ver ilustración.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/03/1965).
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/12/1964). Clasificación: C25D.
Resumen no disponible.
Sección de la CIP Construcciones fijas
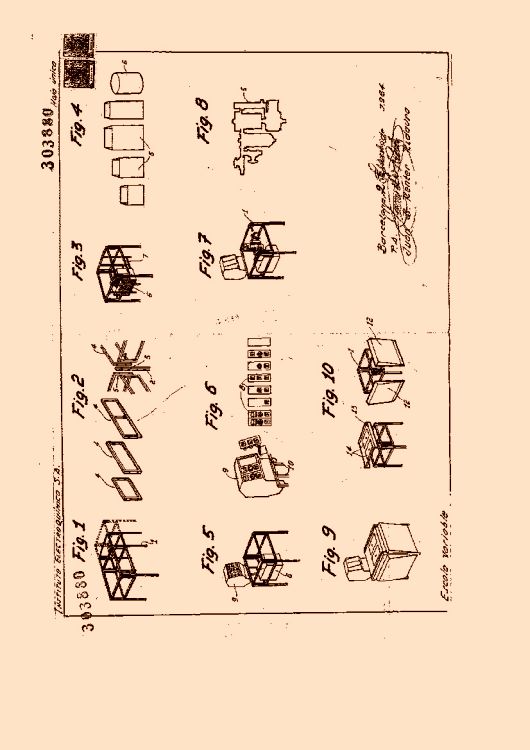
(01/11/1964). Ver ilustración. Clasificación: E04H.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/10/1964). Clasificación: C25D.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1963). Ver ilustración. Clasificación: B23K.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1963). Ver ilustración. Clasificación: B24B.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/02/1963). Ver ilustración. Clasificación: C25D.
Resumen no disponible.
Sección de la CIP Química y metalurgia
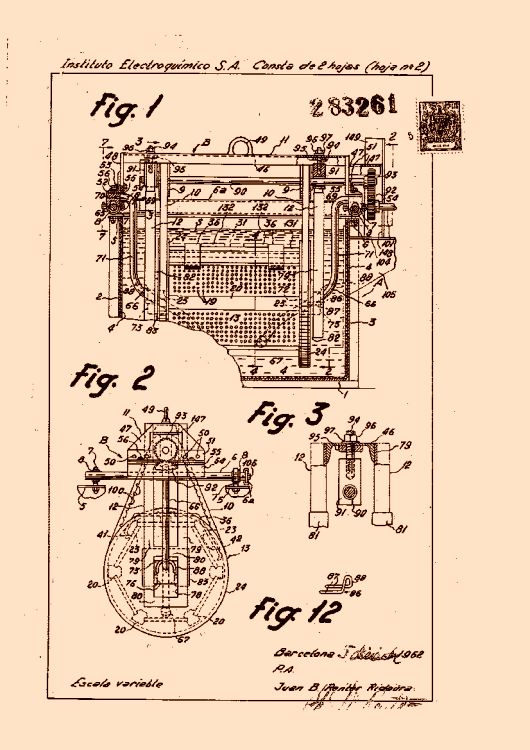
(16/07/1962). Ver ilustración. Clasificación: C25D.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/04/1962). Ver ilustración. Clasificación: C25D.
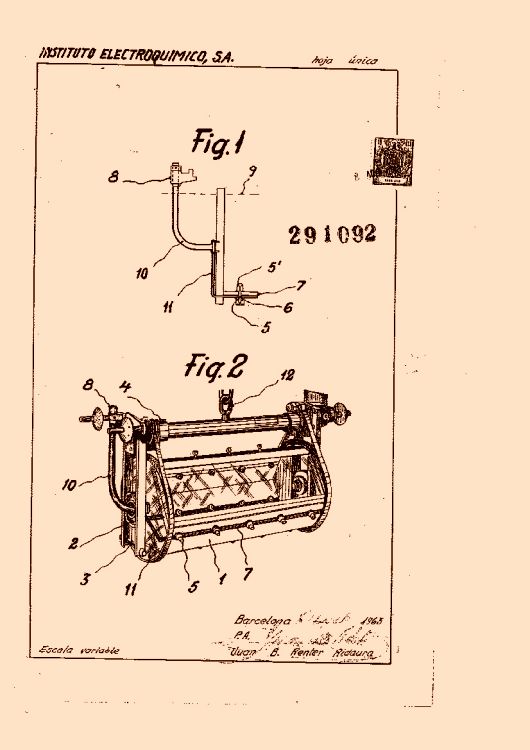
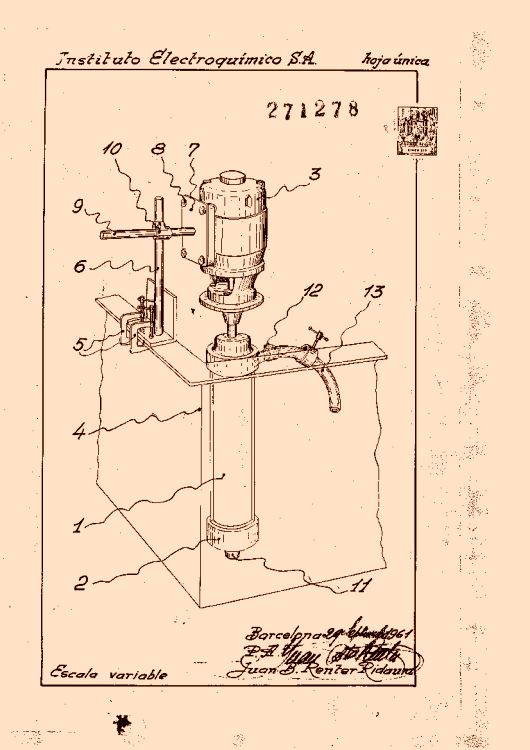
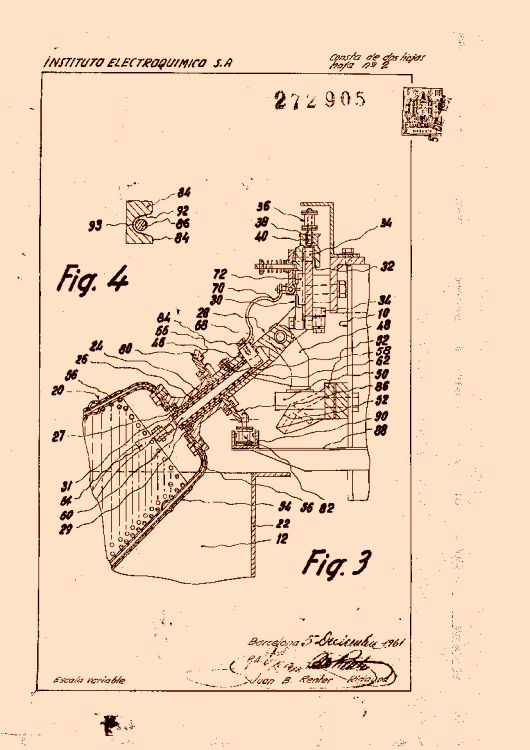
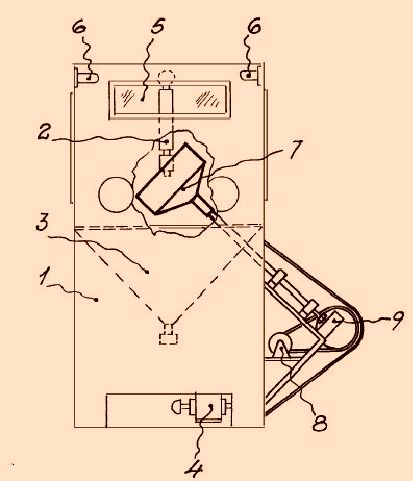
Filtro sumergible , para baños galvánicos, caracterizado por el hecho de que está constituido por una cámara filtro, dispuesta en posición vertical, en cuyo extremo superior se halla el motor impulsor de la bomba, que está acoplada al extremo inferior de la cámara filtrante, sumergiéndose la bomba y la cámara filtro en el propio tanque del baño galvánico, procediéndose al filtraje de la solución en forma continua y sin transvasar dicha solución del tanque, evitándose de esta forma perdidas de líquido.
Sección de la CIP Química y metalurgia
(16/03/1962). Ver ilustración. Clasificación: C25.
Resumen no disponible.
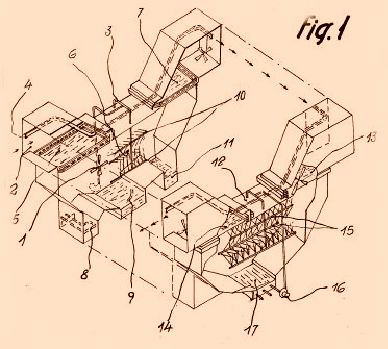
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1962). Ver ilustración. Clasificación: B65G.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/03/1962). Clasificación: C23C.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1962). Ver ilustración. Clasificación: B05B, B44D.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1962). Ver ilustración. Clasificación: B24D.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1961). Ver ilustración. Clasificación: B24B.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1961). Ver ilustración. Clasificación: B65B.
Resumen no disponible.
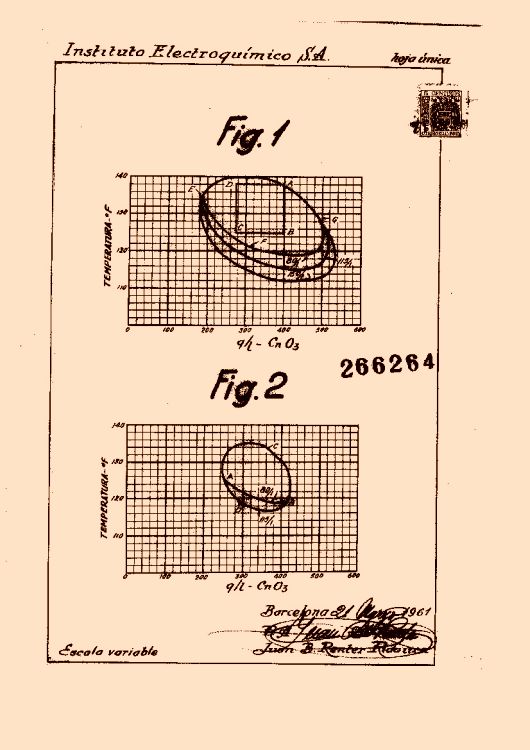
Sección de la CIP Química y metalurgia
(01/04/1961). Ver ilustración. Clasificación: C23C.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1961). Clasificación: B29D.
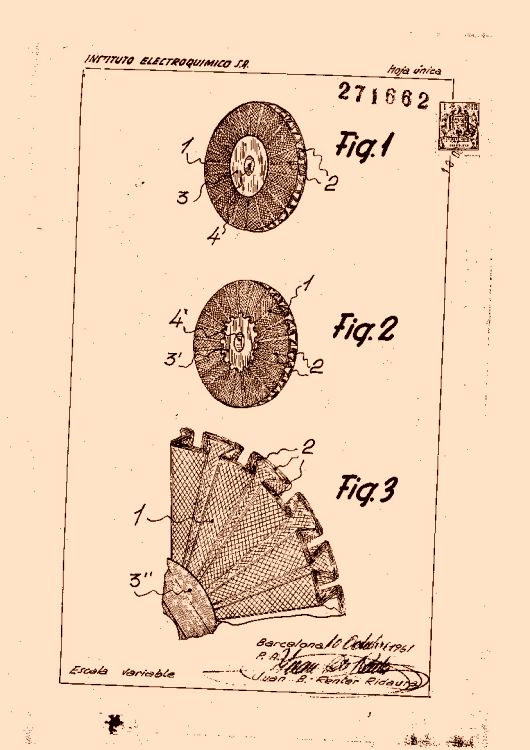
Mejoras relativas a la fabricación de artículos huecos, a base de resinas sintéticas, caracterizadas por el hecho de que, por lo menos, una de las paredes del artículo hueco a fabricar, lleva incorporada una capa de refuerzo, obtenida a base de material resinoso sintético, reforzado por una serie interior de tramas fibrosas, tensadas paralelamente y comprende, al menos, una segunda serie de tramas fibrosas, también tensadas paralelamente y superpuestas a la serie externa, disponiendo las tramas de la segunda serie formando un ángulo respecto a las tramas de la serie interna, disponiendo las tramas de la serie interna, e incorporando, además, una capa-forro, que está constituida por un material resinoso sintético químicamente diferente del material de naturaleza similar, reforzado por las series internas de tramas, con el cual integran un solo cuerpo, cubriendo la cara interna de la capa de refuerzo.
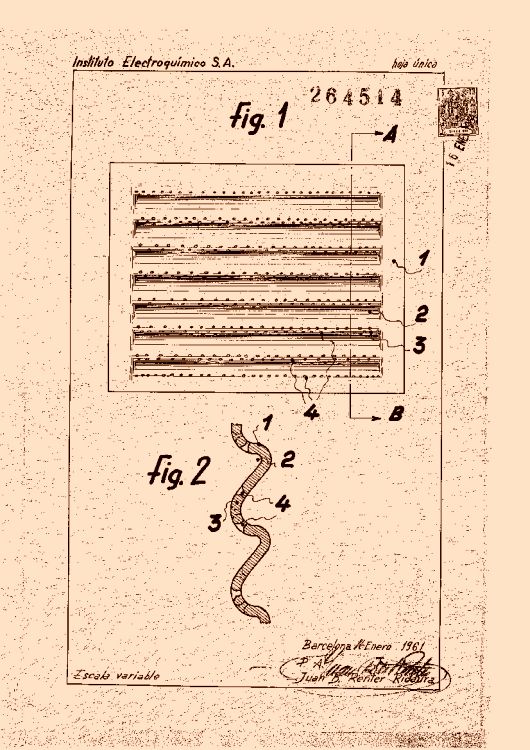
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1961). Ver ilustración. Clasificación: B24B.
Procedimiento para el acabado de superficies metálicas, caracterizado por el hecho de que comprende un ciclo ininterrumpido, compuesto de tres operaciones, que permite proceder, por separado, al desengrase, fosfatado y ulterior pintado de las superficies de las piezas a tratar, empleándose el tricloroetileno en la preparación del desengrasante, fosfatante y pintura, y utilizando un solo equipo en el que las piezas a tratar pasan, sucesivamente, por las tres fases antes indicadas.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1961). Clasificación: B24B.
Procedimiento perfeccionado, de acabado superficial de piezas, mediante movimientos rotatorio y vibratorio simultáneos, caracterizados por el hecho de que el tambor o cuba, que contiene la masa, constituida por el abrasivo, las piezas a tratar y las soluciones químicas o simplemente agua, es sometido a dos movimientos simultáneos, uno de rotación, con el que se logra que las piezas estén constantemente en el seno del abrasivo, y otro vibratorio, que acelera notablemente el acabado uniforme de las piezas, independientemente de su tamaño y peso, por no existir en la masa del abrasivo, zona inerte alguna.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1960). Ver ilustración. Clasificación: B24C.
Mejoras en los aparatos destinados al tratamiento, por chorreado a presión, de piezas de reducido tamaño, caracterizado por el hecho de que en el interior de un armario normal, de los comúnmente empleados para chorrear piezas de tamaño corriente, mediante abrasivos sometidos a presión, se dispone un tambor o campana, fabricado de plancha de acero o de un enrejado metálico, el cual se coloca en posición inclinada respecto a la vertical de la boquilla inyectoria del abrasivo, que penetra parcialmente en su interior, dentro del cual se disponen a granel, las pequeñas piezas que se desea tratar, a fin de que sean sometidas a la acción del abrasivo, que pasa a través de las paredes y fondo del tambor, siendo recogido en la cuba recuperadora, que ocupa la base del armario.
Sección de la CIP Química y metalurgia
(01/10/1960). Clasificación: C23.
Procedimiento para activar el desengrasado de metales, mediante vibraciones mecánicas ultrasónicas, caracterizado por el hecho de que el líquido disolvente es sometido a vibraciones ultrasónicas, cuyas onas sonoras se transforman en vibraciones mecánicas, que provocan, en el seno del desengrasante, el proceso alternativo de formación de diminutas cavidades y violente explosión de las mismas, las cuales desarrollan una intensa fricción sobre la totalidad de las superficies tratadas, alcanzando las fisuras, concavidades y poros, de las piezas metálicas a desengrasar.
Sección de la CIP Técnicas industriales diversas y transportes
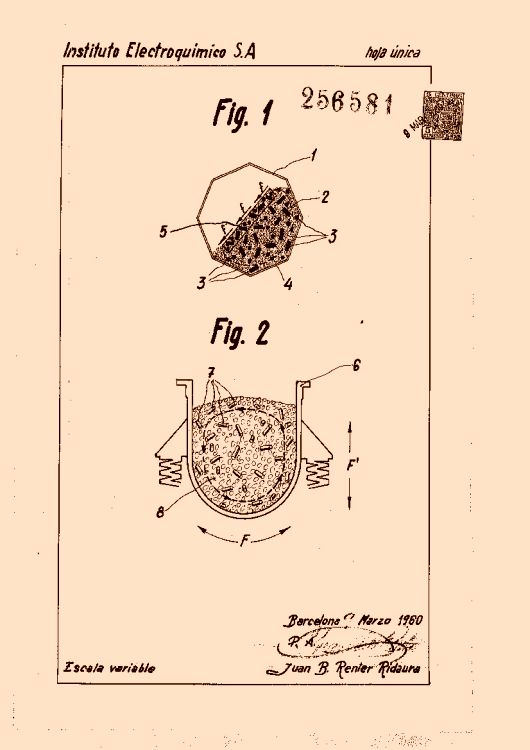
(16/06/1960). Ver ilustración. Clasificación: B06B.
Procedimiento de acabado superficial de piezas, mediante vibración caracterizado por el hecho de que por efecto de un doble movimiento simultáneo de balanceo y vibratorio, impuesto al recipiente que contiene el abrasivo, en cuyo seno se hallan las piezas a trabajar, se consigue que todas sus superficies, sean planas, cóncavas o convexas, resulten atacadas uniformemente por el abrasivo, independientemente de la posición que tales piezas ocupen en el interior de la masa de la mezcla abrasiva, asegurando, el movimiento de balanceo, un reparto uniforme de las piezas, mientras que el movimiento vibratorio, mantiene las piezas, la solución y el abrasivo, en continuo frotamiento, en todos sus puntos de contacto y posiciones.
Sección de la CIP Técnicas industriales diversas y transportes
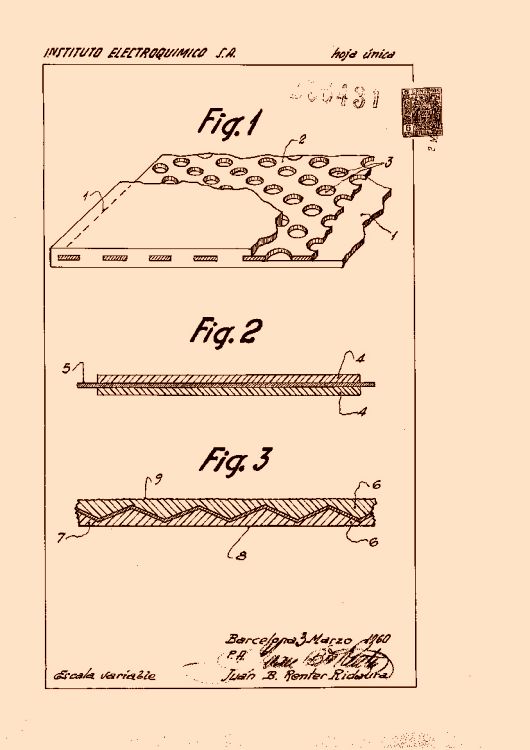
(01/06/1960). Ver ilustración. Clasificación: B29D.
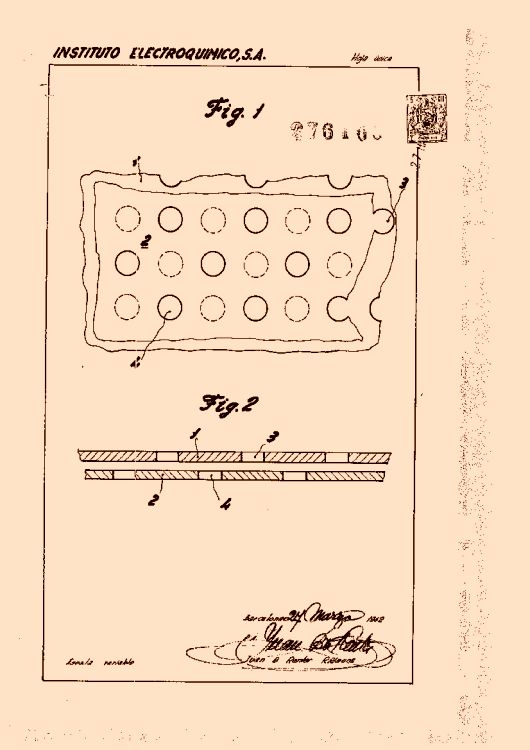
Método para la formación de planchas, compuestas de superficies de material termoplástico y una armadura interior, continua y rígida, caracterizado por el hecho de que la armadura metálica interior, que está formada por una placa metálica plana, quebrada u ondulada continua o perforada, es recubierta, por ambas cara, con sendas placas de cloruro de polivinilo, u otro material termoplástico adecuado, quedando permanentemente adheridas a la misma, por la acción del calor y de la presión, constituyendo, el conjunto, una plancha de material plástico armado, de gran resistencia mecánica, e inalterable a los agentes atmosféricos.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}