15 patentes, modelos y diseños de INDUSTRIAS RIERA-MARSA, S. A.
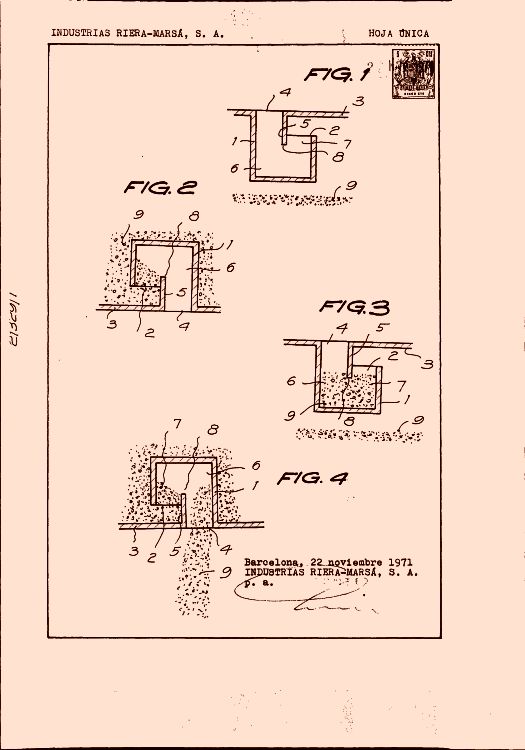
DOSIFICADOR PARA PRODUCTOS PULVERULENTOS.
Sección de la CIP Necesidades corrientes de la vida
(01/12/1972). Ver ilustración. Clasificación: A47K.
Dosificador para productos pulverulentos, caracterizado esencialmente por el hecho de que comprende una cámara dotada de una entrada en comunicación con el interior del envase en el que está dispuesto el dosificador, y una salida que comunica con el exterior, situadas una respecto a la otra en planos distintos y paralelos al fondo, cuya cámara está dividida en dos compartimientos que comunican entre si por un paso situado por debajo del nivel en que se halla situada la boca de entrada.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1972). Ver ilustración. Clasificación: B65D.
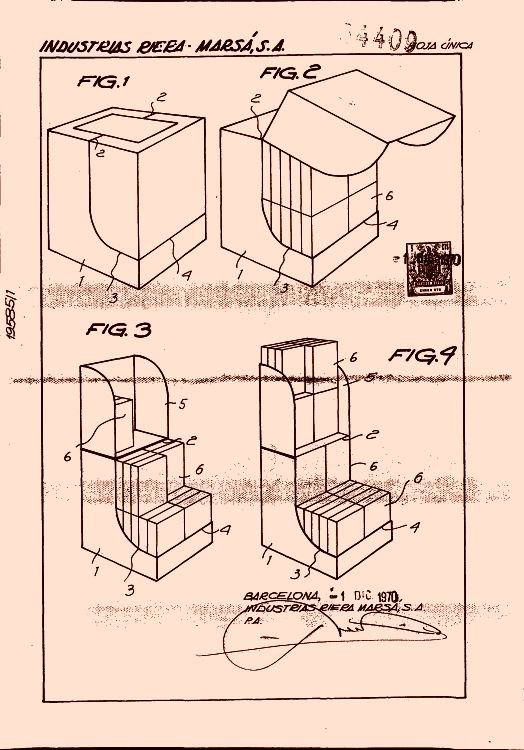
Caja expositora, caracterizada esencialmente por el hecho de que comprende una línea de plegado transversal en su cara superior y líneas desgarrables que parten de los extremos de la primera y que se extienden a través de las caras laterales de la referida caja, terminado en los bordes de su cara frontal, donde estar unidas por otra línea desgarrable, de manera que la rotura de dichas líneas desgarrables, determina una tapa articulada en la cara superior de la caja y rebatible sobre la misma, constituyendo un estante adicional al que de por si forma la propia caja.
CAJA DE ENVASE, ESPECIAL PARA PRODUCTOS PULVERULENTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1967). Ver ilustración. Clasificación: B65D.
Caja de envase especial para productos pulverulentos, caracterizada esencialmente por el hecho de que está dotado de una tapa de cierre hermético, provista de una abertura en la cual ajusta herméticamente un tapón provisto de una lengüeta para facilitar su extracción.
Salvagotas para cafeteras y recipientes análogos.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1956).
Resumen no disponible.
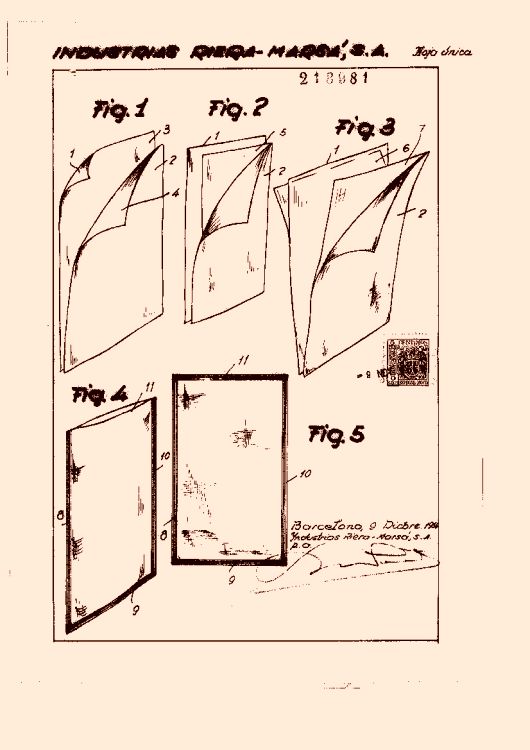
UN NUEVO SISTEMA DE SOLDADURA O CIERRE DE TODA CLASE DE ENVASES DE PAPEL, TELA, CARTÓN U OTRO MATERIAL LAMINAR CUALQUIERA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1955). Ver ilustración. Clasificación: B65.
Nuevo sistema de soldadura o cierre de toda clase de envases de papel, tela, cartón u otro material laminar cualquiera, que consiste esencialmente en partir de la hoja u hojas de papel, cartón, tela, u otra material laminar cualquiera que constituyan el envase, depositando en sus caras que han de quedar enfrentadas al cerrar el mismo, y precisa y exclusivamente en las zonas de unión de las mismas, una capa de un barniz, cola u otro adhesivo análogo alterable por el calor, tras lo cual se pasa el envase así montado a un dispositivo conjuntamente presionador y calefactor, al que se somete hasta lograr el reblandecimiento y conglutinación de aquellas capas adhesivas.
Envase con medios propios de cierre.
Sección de la CIP Necesidades corrientes de la vida
(01/09/1955).
Resumen no disponible.
Por envase en forma de botella.
Sección de la CIP Necesidades corrientes de la vida
(01/06/1955).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(01/03/1955).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/12/1954).
Resumen no disponible.
PROCEDIMIENTO DE PREPARACIÓN DE PASTAS PARA SOPA Y PRODUCTOS ALIMENTICIOS SIMILARES PARA CONSUMO.
Sección de la CIP Necesidades corrientes de la vida
(16/09/1954). Clasificación: A21C.
Procedimiento de preparación de pastas para sopa y productos alimenticios similares para consumo, que consiste esencialmente en preparar por un lado la pasta para sopa, féculas, harinas purés o similar, cortándola, moldeándola y tratándola según su constitución hasta obtener la misma en condiciones de ser utilizada en las operaciones culinarias, preparando por otro lado una mezcla adecuada de los productos adicionales, en cantidades proporcionales al sabor, valor nutritivo, vitamínico, o similar que se desee obtener, los cuales se someten, luego de mezclados homogéneamente, a un proceso de secado, hasta hacerles tomar el aspecto de grumos o pequeños trozos de compuesto adicional, que se mezclan en cantidades proporcionales a la pasta o producto alimenticio similar , andes de su envasado.
PROCEDIMIENTO PERFECCIONADO PARA LA FABRICACIÓN DE PLACAS PARA CANALONES.
Sección de la CIP Construcciones fijas
(16/09/1954). Clasificación: E04D.
Procedimiento perfeccionado para la fabricación de placas para canalones, que consiste esencialmente en amasar la cantidad conveniente de harina y agua, refinando la pasta convenientemente, sometiendo el conjunto o bloque de masa obtenida a una cocción, preferentemente a presión, en autoclave o similar, procediendo luego de cocida, a lavarla con agua fría, a continuación de lo cual se pasa por una máquina laminadora hasta obtener una lámina o placa del grueso deseado, sometiendo a continuación esta lámina a la acción de una máquina cortadora para formar las placas, las cuales son finalmente sometidas a un proceso de secaje, natural o forzado, quedando de esta manera listas para utilización directa sin ulterior ebullición.
NUEVO PROCEDIMIENTO DE FABRICACIÓN DE PLACAS PARA CANALONES.
Sección de la CIP Construcciones fijas
(16/09/1954). Clasificación: E04D.
Nuevo procedimiento de fabricación de placas para canalones, que consiste esencialmente en formar una mezcla de harina y agua, en las proporciones convenientes para la cantidad de pasta a obtener, haciendo hervir dicha mezcla , preferentemente a presión, en auto clave o similar, obteniendo con ello una masa que es lavada a continuación con agua fria, pasándola luego por una máquina laminadora, hasta obtener una lámina del grueso conveniente, la cual es sometida a la acción de una máquina cortadora, para la formación de las placas que finalmente, son sometidas a un proceso de secaje natural o forzado, quedando listas para utilización directa sin ulterior ebullición.
PROCEDIMIENTO DE FABRICACIÓN DE PLACAS PARA CANALONES.
Sección de la CIP Construcciones fijas
(16/09/1954). Clasificación: E04D.
Procedimiento de fabricación de placas para canalones, que consiste esencialmente en amasar la proporción conveniente de harina y agua, homogeneizando íntimamente la pasta o masa obtenida, que luego es pasada a laminación en máquina apropiada, recogiendo la lámina formada y sometiéndola por entero a una cocción previa, preferentemente a presión, en autoclave o similar, pasando luego de verificada esta operación, a un lavado de la lámina en agua fría, después de lo cual se somete la misma a un secado parcial que elimine la mayor proporción de humedad, pasándose luego a la máquina o dispositivo cortador que formará las placas, las cuales después de cortadas, son secadas por completo en proceso natural o forzado y quedando listas par uso directo, sin ulterior ebullición.
Soporte plegable para propaganda.
Sección de la CIP Textiles y papel
(16/04/1954).
Resumen no disponible.
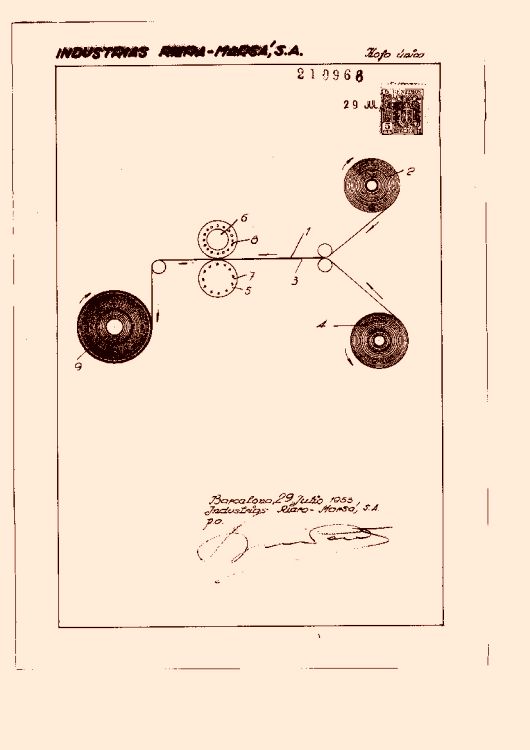
UN PROCEDIMIENTO DE FABRICACIÓN DE PAPEL PLASTIFICADO.
Sección de la CIP Textiles y papel
(16/11/1953). Ver ilustración. Clasificación: D21.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}