34 patentes, modelos y diseños de ICOA, S.A.
Sección de la CIP Necesidades corrientes de la vida
(16/05/1995). Ver ilustración. Inventor/es: AVENDAÑO IRIARTE, JOSE LUIS. Clasificación: A47C31/00.
CUBRECOLCHON ANATOMICO, CARACTERIZADO PORQUE ESTA CONSTITUIDO POR UNA FUNDA TEXTIL, FIJADA AL COLCHON POR MEDIO DE ELEMENTOS ELASTICOS O RIGIDOS QUE EVITAN SU DESPLAZAMIENTO, QUE PRESENTA POR SU CARA INTERIOR UNA SEGUNDA BANDA TEXTIL, A LO ANCHO DE LA MISMA Y EN UNA LONGITUD Y DISPOSICION VARIABLES, DEFINIENDO ENTRE AMBAS TELAS UN ALOJAMIENTO PARA LA INTRODUCCION DE UNA PLACA ESPONJOSA, DE GOMAAESPUMA O ESPUMA DE POLIURETANO FLEXIBLE, A LA CUAL POR MEDIOS MECANICOS DE CORTE O MOLDEO SE LE HA CONFORMADO, EN AL MENOS SU CARA SUPERIOR, UNA FORMA ALVEOLAR A BASE DE ENTRANTES Y SALIENTES DE ALTURA VARIABLE.
PROCEDIMIENTO PARA LA FABRICACION EN CONTINUO DE ESPUMA POLIMERICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1981). Clasificación: B29D27/00.
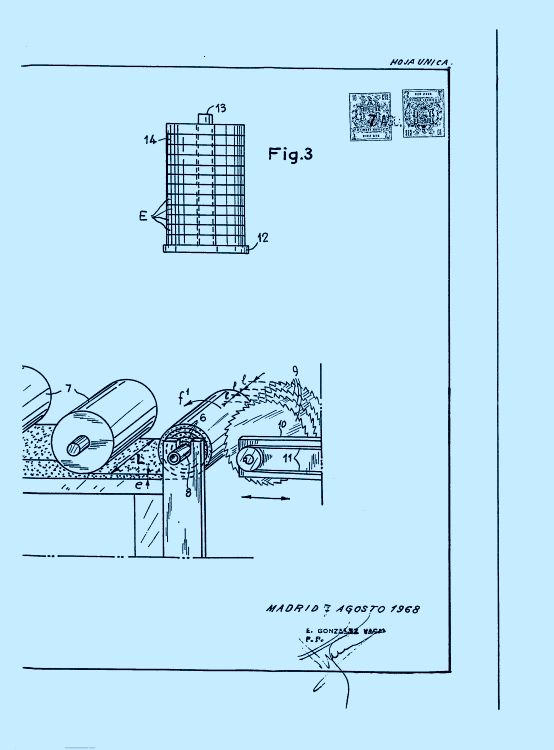
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE BLOQUES DE ESPUMA POLIMERICA. EL INYECTOR DEPOSITA, CON MOVIMIENTO ALTERNATIVO A LA BANDA BASE EL MATERIAL , EL CUAL SE EXPANDE PROGRESIVAMENTE APOYANDOSE EN DICHA BASE MOVIL CONTINUA Y EN UNAS SUPERFICIES LATERALES FIJAS CUBIERTAS POR UN RECUBRIMIENTO TUBULAR ENVOLVENTE MOVIL CONTINUO , QUE SE SEPARA DE LA ESPUMA CUANDO ESTA ALCANZA SU MAXIMA ALTURA Y ES CORTADO POR SENDAS CUCHILLAS Y ENROLLADO EN LOS RODILLOS RIGIDOS . SE PUEDE VARIAR EL ANCHO DEL BLOQUE MEDIANTE APROXIMACION DE LAS SUPERFICIES LATERALES, TAMBIEN SE PUEDE CAMBIAR DE MATERIAL VARIANDO LA INCLINACION DE ESTAS Y DE LA BANDA INFERIOR. EXISTEN VARIANTES DE FORMA.
COLCHON DE ESPUMA POLIMERICA PERFECCIONADA.
Sección de la CIP Necesidades corrientes de la vida
(16/05/1980). Clasificación: A47C27/14.
Colchón de espuma polimérica perfeccionada, caracterizado porque está constituido por un núcleo de espuma y una funda envolvente de material textil, atravesados perpendicularmente núcleo y funda, desde una de sus caras mayores hasta la otra y en puntos situados según una disposición prefijada, por una cinta de material adecuado, en cada uno de esos puntos estando unidos los dos extremos de cada cinta a sendos botones o topes de retención de la tensión creada por la cinta entre ambas caras del colchón y colocados por la cara exterior de la funda.
ELEMENTOS ALARGADOS ALIGERADOS.
Sección de la CIP Construcciones fijas
(16/01/1980). Clasificación: E04B.
Elementos alargados aligerados, caracterizándose porque su estructura interna dispone de una pluralidad de canales contiguos, situados longitudinalmente a dichos elementos alargados, que están vacios del material base del elemento y que pueden ser individualmente, de un extremo a otro de cualquiera de las secciones transversales de dichos elementos alargados.
UN PROCEDIMIENTO DE FABRICACION DE ESPUMA DE POLIMEROS SUPERIORES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1979). Clasificación: B29B.
Un procedimiento de fabricaciónde espuma de polímeros superiores, caracterizado porque a una composición de polímeros superiores se le da forma de planca o banda continua de dicho material, se pasa a través de un baño de tratamiento y se efectúa una reticulación del polímero y una espumación de dicha banda continua de polímero, seguida o no de otra reticulación.
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE ESPUMA POLIMERICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1977). Clasificación: B29D27/08.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS ALARGADOS ALIGERADOS DE MATERIAL PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1977). Clasificación: B29F3/03.
Resumen no disponible.
DISPOSITIVO DE CABEZAL PARA LA EXTRUSION DE ELEMENTOS ALARGADOS MULTIPERFORADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1977). Clasificación: B29F3/04.
CABEZAL PARA OBTENER POR EXTRUSION ELEMENTOS ALARGADOS MULTIPERFORADOS MEDIANTE CABEZAL ADECUADO. CONSISTE EN UN CABEZAL CARACTERIZADO PORQUE EN LA ULTIMA PARTE DE LA MAQUINA EXTRUSORA CONVENCIONAL SE DISPONE UN HAZ DE TUBOS HUECOS DELGADOS, DE GALIBO IGUAL O MENOR QUE LA BOQUILLA DE EXTRUSION Y UNIDO A UN DISTRIBUIDOR QUE HACE PASAR AIRE POR LOS TUBOS , DE UNA LONGITUD TAL QUE LA INYECCION DE AIRE SE PRODUCE EN UN PUNTO EN QUE EL MATERIAL POLIMETICO COMIENZA A ESTAR FUNDIDO Y TERMINA EN OTRO DONDE EMPIEZA A ENFRIARSE. EL AIRE SE ALIMENTA POR Y EL ELEMENTO DISTRIBUIDOR VA SOPORTADO POR LA PIEZA QUE CIERRA LA CAMARA DE AIRE . EL MATERIAL POLIMERICO PASA ENTRE LAS PAREDES DE LA ULTIMA PARTE DE LA MAQUINA EXTRUSORA Y EL ELEMENTO CENTRAL , HASTA LA BOQUILLA PARA SALIR POR EL ORIFICIO DE SALIDA.
PROCEDIMIENTO PARA LA FABRICACION EN CONTINUO DE ELEMENTOS POLICAPILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1976). Clasificación: B29F3/08.
Resumen no disponible.
CAJA DE EMBALAJE ACOLCHADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1976). Clasificación: B65D.
Caja de embalaje acolchada, caracterizada porque consiste en un cuerpo geométrico hueco, de forma cúbica o prismática, constituido por una lámina plegada y perforada convenientemente compuesta de una parte exterior de rigidez adecuada solidaria a una parte interior de material poroso flexible y blando, de espesor adecuado, las cuales, por combinación de las propiedades aportadas por cada una, forman en un solo paso, un embalaje acolchado protector.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1976). Clasificación: B65D81/08.
Estuche perfeccionado, caracterizado porque un elemento compuesto de una lámina rígida, solidaria o no, con un material de acolchado en forma de plancha, es plegado, por sus extremos, con el material de acolchado hacia adentro, según determinadas líneas de plegado preformadas en la lámina, y este elemento compuesto así plegado, es introducido en una envolvente exterior en forma de caja, a través de una de las dos caras opuestas y abiertas de dicha caja, de manera que ajuste al hueco interior de dicha caja, y la lámina rígida del elemento compuesto haga de tapa en las caras abiertas de la envolvente exterior.
UN PROCEDIMIENTO PARA LA FABRICACION DE UNA ESPUMA DE POLIMEROS SUPERIORES.
Sección de la CIP Química y metalurgia
(01/10/1976). Clasificación: C08J9/06.
Resumen no disponible.
PUNTA POLICAPILAR PARA ROTULADORES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1976). Clasificación: B43K7/1.
Punta Poli-capilar para rotuladores, que consiste en un elemento alargado afilado de modo conveniente y de longitud adecuada, que tiene orificios capilares longitudinales de sección redondeada en su zona central recubiertos de una zona compacta envolvente, y de tal manera que es de una sola pieza.
UN PROCEDIMIENTO DE MODIFICACION DE POLIOLEFINAS.
Sección de la CIP Química y metalurgia
(16/05/1976). Clasificación: C08F255/02.
Resumen no disponible.
UNA MAQUINA PARA LA FABRICACION DE UNA BANDA DE ESPUMA DE POLIMEROS SUPERIORES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1976). Clasificación: B29D27/02.
Resumen no disponible.
DISPOSITIVO DE IDENTIFICACION PARA ANIMALES MEJORADO.
Sección de la CIP Física
(16/04/1976). Clasificación: G09F.
Dispositivo de identificación para animales, mejorado, que está formado por dos unidades independientes que se acoplan reciprocamente comprendiendo entre ambas la oreja del animal a identificar, una de cuyas unidades está formada por una placa rígida provista en una de sus caras de dos apéndices cilíndridos que concluyen en un ensanchamiento periférico con forma cónica, eÍtendiéndose entre dichos apéndices una nervadura que aumenta la resistencia mecánica de la placa y de dichos apéndices.
PROCEDIMIENTO PARA LA FABRICACION DE BLOQUES DE CAUCHO AGLOMERADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1976). Clasificación: B29H19/00.
Resumen no disponible.
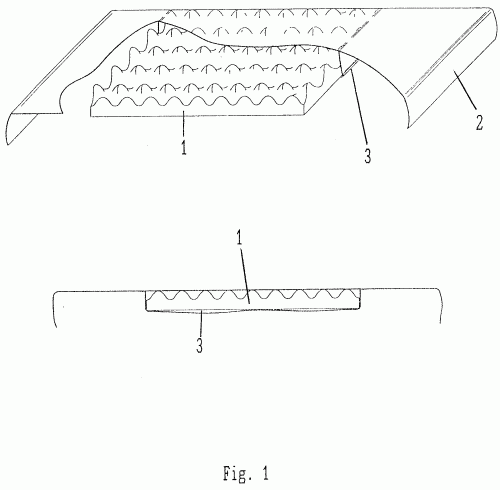
Sección de la CIP Necesidades corrientes de la vida
(16/02/1976). Clasificación: A47G9.
Almohada perfeccionada, que esencialmente se caracteriza por comprender un núcleo monopieza, de tipo esponjoso, obtenido de un bloque mayor, por corte, y en cuyo núcleo existen tres vaciados longitudinales, respectivamente obtenidas por corte y extracción de otras tantas porciones longitudinales, a cuyo efecto, una de ellas, la central, inicia la línea de corte trasversal en el centro de una cara mayor del núcleo, en tanto que las otras dos la poseen desde las esquinas; constituyendo en todos los casos los vaciados unas conformaciones huecas, cuyo perfil asemeja el de una gota de agua, plana para el vaciado central y alargada para los laterales, con el corte que las produjo y las sirve de salida al exterior, en la dirección de las partes picudas.
PERFECCIONAMIENTOS EN LA FABRICACION DE PIEZAS DE ACOLCHADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1976). Clasificación: B68G13/00.
Resumen no disponible.
MEJORAS EN EL MOLDEO DE PIEZAS DE PLASTICO ESPUMADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1976). Clasificación: B29D27/04.
Resumen no disponible.
PERFECCIONAMIENTOS EN EL REFORZADO INTERIOR DE PIEZAS MOLDEADAS DE PLASTICO ESPONJOSO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1975). Clasificación: B29D3/02.
Resumen no disponible.
MEJORAS EN EL MOLDEO DE PIEZAS DE PLASTICO ESPUMADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1975). Clasificación: B29C5/02.
Resumen no disponible.
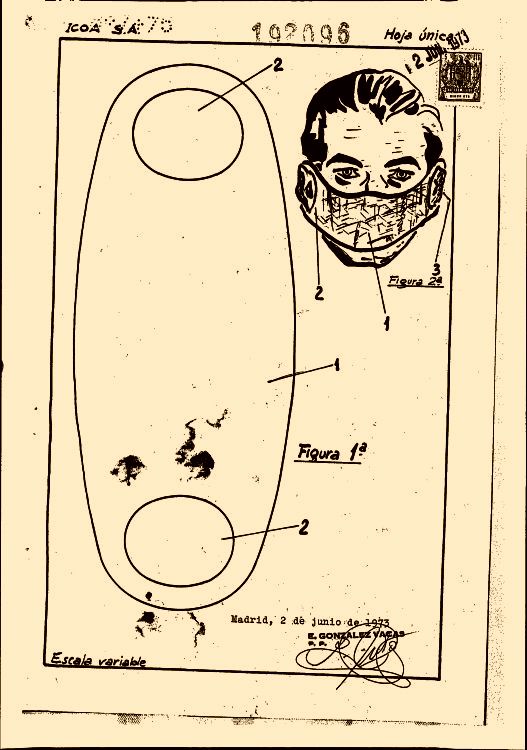
MASCARILLA PROFILACTICA SIMPLIFICADA.
Sección de la CIP Necesidades corrientes de la vida
(16/12/1974). Ver ilustración. Clasificación: A61L.
Mascarilla profiláctica simplificada, que esencialmente se caracteriza por comprender una pieza laminar, de naturaleza filtrante, de constitución alargada de lados y esquinas redondeadas, en la cual, en los dos extremos, existen sendos orificios que permiten que en ellos se introduzcan las orejas del usuario para hacer posible, de este modo directo y sin necesidad de aditamentos de ningún tipo, la sujeción de la mascarilla.
UN PROCEDIMIENTO PARA MEJORAR LA RESISTENCIA A LA LLAMA DE LOS PRODUCTOS POROSOS FLEXIBLES.
Sección de la CIP Química y metalurgia
(16/11/1974). Clasificación: C08J.
Resumen no disponible.
UN PROCEDIMIENTO DE FABRICACION DE UNA ESPUMA DE POLIMEROS SUPERIORES.
Sección de la CIP Química y metalurgia
(01/12/1973). Clasificación: C08F.
Resumen no disponible.
PROCEDIMIENTO DE OBTENCION DE MATERIALES CELULARES POLIMERICOS RETICULADOS.
Sección de la CIP Química y metalurgia
(16/06/1973). Clasificación: C08J3/24.
Resumen no disponible.
UN PROCEDIMIENTO PARA OBTENER ESPUMAS DE POLIURETANO.
Sección de la CIP Química y metalurgia
(16/06/1973). Clasificación: C07J9/22.
Resumen no disponible.
UN PROCEDIMIENTO DE FABRICACION DE UNA ESPUMA DE POLIMEROS SUPERIORES.
Sección de la CIP Química y metalurgia
(01/06/1973). Clasificación: C08F.
Resumen no disponible.
DISPOSITIVOS PARA COMPRIMIR Y SECAR MATERIAL ESPONJOSO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/06/1972). Ver ilustración. Clasificación: F26B.
"Dispositivos para comprimir y sedar material esponjoso", .caracterizado porque para comprimir el material esponjoso impregnado de un aglutinante se dispone de sendos marcos paralelogramos, rígidos e independientes perforados cerca de sus esquina o vértices, los cuales, son atravesados por unos tornillos que sobresalen por el lado contrario, recibiendo las tuercas que presionan entre si ambos marcos, entre los cuales se ha situado el material esponjoso impregnado previa cobertura de sus superficies mayores con tela metálica, consiguiendo de esta manera reducir considerablemente de grosor de dicho material esponjoso.
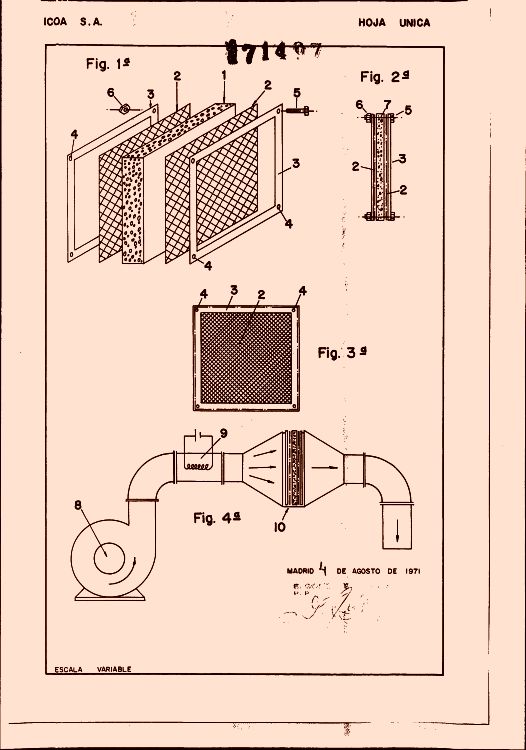
PROCEDIMIENTO PARA REFORZAR PIEZAS DE PLASTICO ESPUMADO OBTENIDAS POR EXPANSION EN MOLDES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1971). Ver ilustración. Clasificación: B29D27/00.
Resumen no disponible.
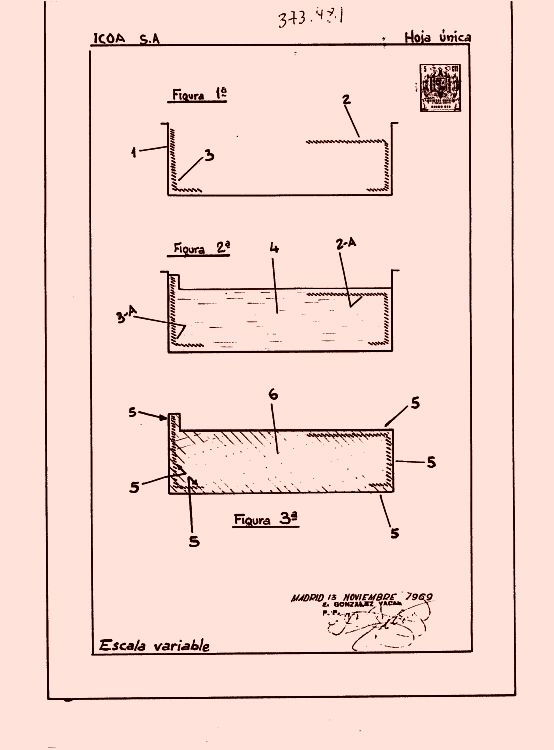
UN PROCEDIMIENTO PARA LA FABRICACION POR PRECOMPRESION DE ELEMENTOS DE ESTANQUEIDAD.
Secciones de la CIP Construcciones fijas Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/05/1970). Ver ilustración. Clasificación: E04B1/68, F16L59/02, B26D3/16, B65D85/16, E01C11/10, B23D45/12.
Resumen no disponible.
DISPOSITIVO PARA LA FABRICACION DE MATERIAL ESPONJOSO O ESPUMA PLASTICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1969). Ver ilustración. Clasificación: B29D.
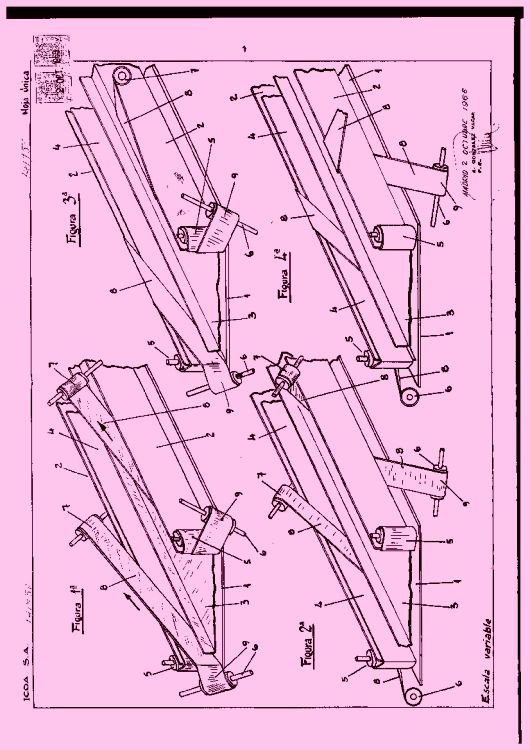
Un dispositivo para la fabricación de material espumoso o espuma plástica, acoplable a los equipos usuales en la fabricación de bloques continuos de material esponjoso o espuma plástica, caracterizado por dos pares de ejes o rodillos, de los cuales en cada par, uno de los ejes o rodillos puede tener movimiento libre de rotación sobre sí mismo, y el otro está provisto de movimiento de rotación a velocidad regulable, teniendo todos los ejes o rodillos una zona que puede considerarse como punto fijo, alrededor del cual pueden girar adoptando cualquiera de las posiciones posibles y quedar fijado en ella.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}