12 patentes, modelos y diseños de HUTCHINSON, SOCIETE ANONYME
PROCEDIMIENTO PARA REDUCIR EL COEFICIENTE DE FRICCION ENTRE DOS DISPOSITIVOS EN MOVIMIENTO RELATIVO DE DESLIZAMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1988). Clasificación: B60J10/00.
REALIZADO CON MATERIALES BASE CONSTITUIDOS POR ELASTOMETOS O MATERIAS PLASTICAS Y VIDRIO, SE DESARROLLA EN SUPERFICIE Y POR LO MENOS LA PARTE O PARTES DEL PRIMER DISPOSITIVO QUE ESTA O ESTAN EN CONTACTO CON EL SEGUNDO DISPOSITIVO, UTILIZANDO PARA ELLO UN MATERIAL POLIMERO DE REDUCIDO COEFICIENTE DE FRICCION, CON PROPIEDADES AUTOLUBRICANTES CONSTITUIDO POR POLIETILENO DE ELEVADA MASA MOLECULAR, QUE SE INCORPORA EN LA MASA DEL PRIMER DISPOSITIVO EN UNA PROPORCION COMPRENDIDA ENTRE EL 20 Y EL 40 POR CIENTO DE DICHO MATERIAL CON MIGRACION SUCESIVA HACIA LA SUPERFICIE EXTERNA DEL PRIMER DISPOSITIVO RECIBIENDO SU FORMA MEDIANTE MOLDEO EXTRUSION U OTRO METODO. SE CONSIGUE DE ESTA FORMA UN COEFICIENTE DE FICCION COMPRENDIDO ENTRE 1,2 Y 0,5.
DISPOSITIVO MEJORADO DE FIJACION DE FUNCIONES MULTIPLES PARA EL MONTAJE DE UNA CUBIERTA DE NEUMATICO SOBRE UNA LLANTA DE RUEDA.
(16/05/1988) DISPOSITIVO MEJORADO DE FIJACION DE FUNCIONES MULTIPLES PARA EL MONTAJE DE UNA CUBIERTA DE NEUMATICO O DE UN NEUMATICO EN UNA RUEDA DE TIPO DESMONTABLE QUE INCLUYE UNA LLANTA PROVISTA DE DOS REBORDES OPUESTOS EN CONTACTO CON DOS TALONES CORRESPONDIENTES DE DICHO NEUMATICO, RESPECTIVAMENTE, INCLUYENDO DICHO DISPOSITIVO UN MANGUITO ANULAR PROVISTO DE UNA ABERTURA PARA PERMITIR EL PASO DEL AIRE DE HINCHAMIENTO, RODEANDO DICHO MANGUITO LA LLANTA Y PRESENTANDO EN SU BASE UNA DIMENSION HORIZONTAL SENSIBLEMENTE SUPERIOR AL INTERVALO INTERNO QUE SEPARA LOS TALONES DE DICHO NEUMATICO, ESTANDO CARACTERIZADO DICHO DISPOSITIVO PORQUE DICHO MANGUITO INCLUYE UNA ESTRUCTURA ANULAR DE BASE A PARTIR DE LA CUAL SOBRESALE POR LO MENOS UN ELEMENTO SALIENTE DE SOPORTE DE LA BANDA DE RODADURA DEL NEUMATICO EN CASO DE PINCHAZO, QUE ESTA ORIENTADA HACIA LA CARA…
RACOR DE DERIVACION EN TUBERIA FLEXIBLE.
(16/05/1988) Racor de derivación, y en particular de derivación de purga, para tubería flexible principal armada o no y dotada o no de vaina, del tipo solidarizado a la tubería principal mediante envolvimiento. por moldeo de una materia de unión adecuada , especialmente constituída por un elastómero o un material plástico o similar y del tipo que presenta: - su extremo distal preferentemente separado de la pared de dicha tubería principal o a la sumo en contacto con ésta última; - la forma de un inserto tubular alojado en parte por lo menos en dicha materia de unión y que coopera con una pieza destinada a taponar el extremo próximo de este inserto; y - medios que permitan efectuar la purga sin retirar por completo dicha pieza , cuyo racor de purga se caracteriza por el hecho de que el inserto tubular comprende…
DISPOSITIVO MEJORADO DE FIJACION DE FUNCIONES MULTIPLES PARA EL MONTAJE DE UNA CUBIERTA DE NEUMATICO SOBRE UNA LLANTA DE RUEDA.
(16/05/1988) Dispositivo mejorado de fijación de funciones múltiples para el montaje de una cubierta de neumático o de un neumático en una rueda de tipo desmontable que incluye una llanta provista de dos rebordes opuestos en contacto con dos talones correspondientes a dicho neumático, respectivamente, incluyendo dicho dispositivo un manguito anular provisto de una abertura para permitir el paso del aire de hinchamiento, rodeando dicho manguito la llanta y presentando en su base una dimensión horizontal sensiblemente superior al intervalo interno que separa los talones de dicho neumático, manguito que incluye una estructura anular base a partir de la cual sobresale al menos un elemento…
PROCEDIMIENTO DE OBTENCION POR EXTRUSION DE PERFILES QUE COMPRENDEN POR LO MENOS DOS PARTES DOTADAS DE PROPIEDADES DIFERENTES, Y PERFILES ASI OBTENIDOS.
(16/05/1988) PROCEDIMIENTO DE OBTENCION POR EXTRUSION DE PERFILES QUE COMPRENDEN POR LO MENOS DOS PARTES DOTADAS DE PROPIEDADES DIFERENTES, Y PERFILES ASI OBTENIDOS. LA INVENCION SE RELACIONA CON PERFILADOS EXTRUSIONADOS QUE COMPRENDEN POR LO MENOS UNA PRIMERA Y UNA SEGUNDA PARTES, DOTADAS DE PROPIEDADES MECANICAS DIFERENTES, LA PRIMERA PROPIEDAD ES DE LOS PLASTOMEROS Y LA SEGUNDA DE LOS ELASTOMEROS, CETRANDOSE LA INVENCION EN UN PROCEDIMIENTO DE EXTRUSION QUE CONSISTE EN ALIMENTAR LA HILERA CON AL MENOS DOS COMPOSICIONES EXTRUSIONABLES, DIFERENTES PERO ADAPTADAS ENTRE SI, TERMOPLASTICA LA PRIMERA Y VULCANIZABLE LA SEGUNDA, COMPOSICIONES ENVIADAS A LA HILERA A SUS RESPECTIVAS TEMPERATURAS DE EXTRUSION, DE MANERA QUE LAS MISMAS SOLO ENTRAN EN CONTACTO RECIPROCO PRACTICAMENTE EN LA HILERA Y A TRAVES DE SUS SUPERFICIES DE UNION EN EL…
DISPOSITIVO DE BLINDAJE FLEXIBLE Y MODULAR DE UNA ESTRUCTURA.
(01/05/1988) DISPOSITIVO DE PROTECCION DE UNA ESTRUCTURA CONTRA EL IMPACTO DE PROYECTILES Y DE FRAGMENTOS O TROZOS PRODUCIDOS EN UNA EXPLOSION, CUYO DISPOSITIVO ES DEL TIPO QUE PRESENTA UNA ESTRUCTURA ESTRATIFICADA A BASE DE ELASTOMERO Y DE FIBRAS, PREFERENTEMENTE CONSTITUIDAS POR FIBRAS ORGANICAS DE POLIAMIDA AROMATICA. EL DISPOSITIVO SE CARACTERIZA PORQUE LA CITADA ESTRUCTURA ESTRATIFICADA COMPRENDE POR LO MENOS UN MODULO FLEXIBLE CONSTITUIDO POR UNA SERIE DE CAPAS COMPUESTAS Y SUPERPUESTAS, CADA UNA DE LAS CUALES COMPRENDE UNA CAPA INTERMEDIA TEXTIL REALIZADA CON LAS CITADAS FIBRAS Y ADHERIDA POR UNO Y OTRO LADO A UNA PELICULA DE ESPESOR MUY REDUCIDO REALIZA CON DICHO ELASTOMERO, ESTANDO SOLIDARIZADAS ENTRE SI POR VULCANIZACION LAS DIFERENTES CAPAS COMPUESTAS Y ESTANDO SU NUEMRO EN FUNCION DEL GRADO DE FLEXIBILIDAD DESEANDO PARA EL MODULO, CARACTERIZANDOSE…
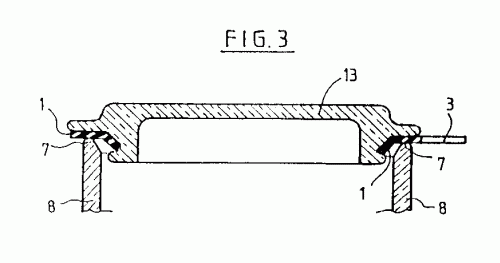
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS JUNTAS DE HERMETICIDAD PARA ENVASES CONSERVAS O RECIPIENTES ANALOGOS, EN LOS PROCEDIMIENTOS Y EN LOS DISPOSITIVOS UTILIZADOS EN SU FABRICACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1988). Ver ilustración. Inventor/es: MICHEL, CLAUDE, AUBERGER, CLAUDE, THOMAS, ANDRE. Clasificación: B29C47/02, B65D41/32, B29C47/20, B65D53/02.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS JUNTAS DE HERMETICIDAD PARA ENVASES DE CONSERVAS O RECIPIENTES ANALOGOS, EN LOS PROCEDIMIENTOS Y EN LOS DISPOSITIVOS UTILIZADOS EN SU FABRICACION>. LA INVENCION CONCIERNE A UNOS PERFECCIONAMIENTOS INTRODUCIDOS EN LAS JUNTAS QUE ASEGURAN LA HERMETICIDAD ENTRE EL CUERPO Y LA TAPA DE ENVASES DE CONSERVAS O RECIPIENTES ANALOGOS, EN LOS QUE DICHAS JUNTAS SE MATERIALIZAN EN ARANDELAS DE CAUCHO FLEXIBLES, CENTRANDOSE FUNDAMENTALMENTE TALES PERFECCIONAMIENTOS EN EL HECHO DE QUE LA CLASICA LINEA DE MENOR RESISTENCIA DISPUESTA SOBRE DICHA JUNTA ESTA REALIZADA EN UN CAUCHO QUE PRESENTA UNA RESISTENCIA A LA RUPTURA INFERIOR A LA DEL CAUCHO QUE CONSTITUYE EL RESTO DE LA JUNTA, REALIZANDOSE DICHA JUNTA POR EXTRUSION Y UTILIZANDOSE PARA ELLO UN DISPOSITIVO QUE INCORPORA UNA HILERA ASOCIADA A UNA LAMINA DE POCO ESPESOR, LAMINA MONTADA EN EL INTERIOR DE LA HILERA INMEDIATAMENTE ANTES DEL PLANO DE SALIDA DE ESTA ULTIMA Y CON POSICIONAMIENTO REGULABLE.
EMPALME DE DERIVACION OBTENIDO POR MOLDEO.
(16/09/1987) 1. Empalme de derivación obtenido por moldeo, concretamente de un revestimiento de material de unión formado alrededor de un elemento de inserción para tubos flexibles, armados o no, provistos o no de una vaina, del tipo que incluye un elemento de inserción rígido tubular recubierto por lo menos parcialmente por un material de unión, tal como caucho, por ejemplo, con la ayuda de un molde que incluye un núcleo principal de soporte de un tubo flexible principal, provisto de una protuberancia con collarín abocardado en la periferia de un orificio de derivación formado en el emplazamiento elegido, y un núcleo rígido secundario de soporte de un órgano que ha de ser conectado a dicho tubo principal, estando caracterizado dicho empalme de derivación porque el elemento de inserción (3a, 3b, 3c) incluye en un extremo un primer…
PROCEDIMIENTO DE FABRICACION POR MOLDEO DE UN EMPALME DE DERIVACION PARA TUBOS FLEXIBLES, ARMADOS O NO Y PROVISTOS O NO DE VAINA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/08/1987). Clasificación: F16L31/00.
PROCEDIMIENTO PARA LA FABRICACION POR MOLDEO DE UN EMPALME DE DERIVACION PARA TUBOS FLEXIBLES.CONSISTE EN COLOCAR UN NUCLEO SECUNDARIO (3A, 3B, 3C), DE UNA FORMA TUBULAR APROPIADA QUE INCLUYE EN UN EXTREMO UN PRIMER COLLARIN ABOCARDADO , CONTRA LA SUPERFICIE INTERNA DE LA PROTUBERANCIA CON COLLARIN, TAMBIEN ABOCARDADO, DEL TUBO PRINCIPAL , EN COMBINACION CON UN SEGUNDO COLLARIN ; EN REALIZAR EL MOLDEO DEL MATERIAL DE UNION (4A, 4B, 4C) DE UNA MANERA CONOCIDA; Y EN EXTRAER, UNA VEZ REALIZADO EL MOLDEO, EL NUCLEO PRINCIPAL, MIENTRAS QUE EL NUCLEO SECUNDARIO (3A, 3B, 3C) SE DEJA EN SU SITIO PARA CONSTITUIR UN ELEMENTO DE INSERCION QUE FORME PARTE INTEGRANTE DEL EMPALME DE DERIVACION MOLDEADO.
PROCEDIMIENTO PARA COLOCAR SOBRE CONDUCTOS METALICOS ELEMENTOS DE AISLAMIENTO TERMICO Y PARA UNIR HERMETICAMENTE ENTRE SI LOS ADYACENTES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/1987). Clasificación: F16L59/02.
PROCEDIMIENTO PARA COLOCAR AISLANTE TERMICO SOBRE TUBOS Y UNIRLOS HERMETICAMENTE ENTRE SI. SE COLOCA SOBRE LA SUPERFICIE DE LOS TUBOS UNA CAPA DE UN ELASTOMERO ADECUADO PARA PROTECCION DE LOS MISMOS CONTRA LA CORROSION, DE FORMA QUE QUEDE LIBRE UNA CORTA DISTANCIA EN EL EXTREMO LIBRE, Y SOBRE ESTA CAPA SE APLICA EL MATERIAL AISLANTE TERMICO COMPUESTO POR MATERIAL ESPONJOSO, APLICANDO SEGUIDAMENTE OTRA CAPA DE ELASTOMERO. UNA VEZ SOLDADO EL EXTREMO DEL TUBO QUE SE DEJO LIBRE, SE CUBRE LA PARTE DE LA SOLDADURA CON UN ANILLO PREFABRICADO DE ELASTOMERO EN EL QUE SE INCORPORAN BANDAS AISLANTES DE MATERIAL ESPONJOSO.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS MEDIOS DE AISLAMIENTO TERMICO DE TUBERIAS SOMETIDAS A TENSIONES TERMICAS HIDROSTATICAS Y MECANICAS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/10/1986). Clasificación: F16L59/02.
AISLAMIENTO TERMICO DE CONDUCTOS SUBMARINOS SOMETIDOS A TENSIONES TERMICAS, HIDROSTATICAS Y/O MECANICAS. COMPRENDE UNA CAPA DE ELASTOMERO QUE RODEA AL CONDUCTO A AISLAR PARA CONSEGUIR ASI LA PROTECCION ANTICORROSION DE ESTE ULTIMO. SUPERPUESTO A ESTA CAPA SE AÑADE UNA NUEVA CAPA DE ELASTOMERO HERMETICO AL AGUA DEL MAR Y RESISTENTE A LA ABRASION, QUE RODEA AL AISLAMIENTO TERMICO, EL CUAL PUEDE SER UN MATERIAL ESPONJOSO CON INCLUSIONES DE AIRE. LOS EXTREMOS SE DEJAN SIN PROTEGER PARA PERMITIR SU SOLDADURA A TOPE. UNOS ANILLOS O CAPSULAS PREFABRICADAS DE ELASTOMERO DAN CONTINUIDAD AL AISLAMIENTO DE TUBOS ADYACENTES, SIENDO RESISTENTES A LA PRESION HIDROSTATICA.
MEJORAS INTRODUCIDAS EN LA OBTENCION DE PELICULAS ELASTOMERICAS ALTAMENTE ELECTROCONDUCTORAS Y DE ESPESOR MUY REDUCIDO.
Sección de la CIP Electricidad
(01/08/1984). Clasificación: H01B1/24.
PROCEDIMIENTO PARA LA OBTENCION DE PELICULAS ELASTOMERICAS ALTAMENTE ELECTROCONDUCTORAS Y DE ESPESOR MUY REDUCIDO.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA ADECUADAMENTE UN ELASTOMERO DE SILICONA; SEGUNDA, EN LA MASA DEL ELASTOMERO DE SILICONA PREPARADO SE INTRODUCEN UNA PROPORCION ADECUADA DE FIBRAS DE CARBONO ELECTROCONDUCTORAS; Y POR ULTIMO, SE AJUSTA LA REPARTICION DE FIBRAS DE CARBONO EN EL SENTIDO DEL ESPESOR DE LA PELICULA, MEDIANTE EL AJUSTE DE MANERA APROPIADA, POR UNA PARTE, DE LA VELOCIDAD DE CENTRIFUGACION EN FUNCION DEL DIAMETRO DEL CENTRIFUGADORY, POR OTRA PARTE, DE LA VISCOSIDAD DE LA MEZCLA DE ELASTOMERO Y DE FIBRAS DE CARBONO.
{kind=link}