16 patentes, modelos y diseños de HOOGOVENS STAAL B.V.
METODO PARA LA FABRICACION DE UNA BANDA DE ACERO.
(16/03/2005) Método para la fabricación de una banda de acero, en el que, en una máquina de colada continua , se moldea acero fundido transformándolo en un planchón y, usando el calor de colada, se transporta a través de un horno , se desbasta en un aparato desbastador y se lamina en un aparato de acabado en una banda de acero de un espesor final deseado, caracterizado porque es un proceso continuo o semicontinuo y en el que no hay conexión material entre el acero presente en la máquina de colada continua y el acero laminado presente en el aparato desbastador y en el que el planchón o una parte del planchón se alimenta desde el aparato…
ESTRUCTURA DE PARED REFRACTARIA.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Química y metalurgia
(16/12/2002). Inventor/es: VAN LAAR, JACOBUS, GLEIJM, GERARDUS, TEERHUIS, CORNELIS, PIETER, TOXOPEUS, HISKO, LEON. Clasificación: F27D1/12, C21B7/10.
Una estructura de pared refractaria para un horno, en particular para un horno de metalurgia, como por ejemplo un alto horno con una temperatura alta de proceso durante el funcionamiento, cuya estructura de pared está sujeta a altas cargas termales, consta de una pared exterior de acero, un revestimiento refractario que contiene una o más capas de un material buen conductor del calor en el interior de la pared exterior, un medios para enfriar la estructura de la pared refractaria, además la estructura de la pared también consta de un relleno metálico buen conductor del calor en un hueco entre la estructura de la pared refractaria, cuyo relleno ha sido fundido dentro del hueco y después forma solidificándose una baja resistencia al calor a lo largo del hueco.
Pared refractaria, recipiente metalúrgico que comprende dicha pared refractaria y método en el que se aplica dicha pared refractaria.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Química y metalurgia
(16/05/2002). Inventor/es: VAN LAAR, JACOBUS, TIJHUIS, GERARDUS, JOZEF. Clasificación: F27D1/12, C21B13/00, C21C5/56, C21C5/44.
Estructura de pared refractaria adecuada en particular para uso en un recipiente metalúrgico para una producción continua de hierro en bruto en un proceso de reducción en masa fundida bajo condiciones de una carga térmica extremadamente alta en un ambiente sumamente abrasivo de escoria fundida con un alto contenido de FeO, que comprende, yendo desde fuera hacia dentro, una camisa de acero ; una pared de cobre refrigerada por agua; resaltos de cobre refrigerados por agua que se extienden hacia el interior; un forro de material refractario que descansa sobre los resaltos.
PROCEDIMIENTO PARA CONTROLAR EL PROCESO DE REDUCCION DE FUSION.
Sección de la CIP Química y metalurgia
(16/05/2002). Inventor/es: DENYS, MARK, BERNARD. Clasificación: C21B13/14, C21B13/00, C21C5/30.
Procedimiento para controlar un proceso de reducción por fusión, en particular el proceso de un horno convertidor de ciclón para producir hierro en lingotes, caracterizado porque: mide la fracción de carbono C en el gas de escape en la forma de CO y CO{sub,2}; mide la fracción de hidrógeno H{sub,2} en los gases de escape en la forma de H{sub,2} y H{sub,2}O, determina la relación C/ H{sub,2} en los gases de escape, compara la relación C/ H{sub,2} determinada en los gases de escape contra la relación C/ H{sub,2} predominante para el carbón que está siendo suministrado, y ajusta el carbón suministrado en base a la diferencia encontrada entre las relaciones de C/ H{sub,2} en los gases de escape y en el carbón que está siendo suministrado.
Cuerpo metálico para fines de formación de envases, por ejemplo una lata para alimentos.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2002). Inventor/es: KAMPERMAN, STEPHANUS, MARIA, VAN HERREWEGEN, PETER, GERARD. Clasificación: B65D6/02.
Un cuerpo metálico para la formación de un envase, que comprende una envuelta de metal cerrada extendida en torno a un eje longitudinal, cuyo envase es adecuado para ser dotado en un lado aquí citado como superior, de una tapa dispuesta esencialmente perpendicular al eje longitudinal, cuya envuelta comprende partes de ella esencialmente planas; caracterizado porque la sección transversal a través de la envuelta, en la parte superior y próxima a ésta, tiene un contorno que comprende alternativamente n piezas de línea curvadas con concavidad hacia dentro, con un radio de curvatura R mínimo, y n piezas de línea de contorno esencialmente rectas, con lo que 3 n 6, y porque la sección transversal a través de la envuelta en una posición alejada de la parte superior comprende al menos 2n partes de envuelta esencialmente planas, que están separadas entre sí por un pliegue agudo que discurre esencialmente paralelo al eje longitudinal, cuyo pliegue tiene un radio de curvatura máximo r 0,4 R.
METODO PARA PRODUCIR ARRABIO FUNDIDO.
(01/05/2002) SE PRESENTA UN PROCEDIMIENTO PARA PRODUCIR HIERRO EN LINGOTES QUE UTILIZA LA REDUCCION DIRECTA DE LA MENA DE HIERRO EN UNA ETAPA DE PRE-REDUCCION SEGUIDA POR UNA ETAPA DE REDUCCION FINAL. EN LA ETAPA DE PRE-REDUCCION LA MENA DE HIERRO SE PRE-REDUCE EN UN CICLON DE FUSION POR MEDIO DE UN GAS DE PROCESAMIENTO DE REDUCCION QUE SE ORIGINA A PARTIR DE LA ETAPA DE REDUCCION FINAL. SE PRODUCE UNA POS-COMBUSTION EN EL GAS DE PROCESAMIENTO DE REDUCCION EN EL CICLON DE FUSION DE MANERA QUE LA MENA DE HIERRO EN EL CICLON DE FUSION SE FUNDA AL MENOS PARCIALMENTE. LA MENA DE HIERRO PARCIALMENTE FUNDIDA PASA HACIA ABAJO AL INTERIOR DE UN VASO METALURGICO SITUADO POR DEBAJO DEL CICLON EN EL CUAL TIENE LUGAR LA REDUCCION FINAL MEDIANTE EL SUMINISTRO DE CARBON Y OXIGENO, FORMANDO DE ESTA FORMA…
MOLDE PARA USO EN LA FORMACION POR MOLDEO DEL CUELLO DE UN CUERPO DE LATA METALICA Y METODO DE USO DE DICHO MOLDE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2001). Inventor/es: SCHAAPER, HANS, NICOLAAS, HOOGENDOORN, AUKE, LOUWERSE, GERARD MARIE. Clasificación: B21D51/26.
UNA BOQUILLA PARA USAR EN LA ETAPA DE UN PROCESO DE ESTRECHAMIENTO SECUENCIAL DE UN CUERPO DE METAL COMO PUEDE SER UNA LATA PARA BEBER, TIENE UNA SUPERFICIE ALREDEDOR DE UN EJE. LA SUPERFICIE DEL TROQUEL, VISTO EN SECCION LONGITUDINAL A TRAVES DEL EJE, TIENE UN PERFIL QUE EN SUCESION DIRECTA CONSTA DE UNA ZONA DE ALIMENTACION, UNA ZONA INTERMEDIA Y UNA ZONA DE ESTRECHAMIENTO. LA ZONA INTERMEDIA TIENE UNA PARTE DE CONTACTO ASI COMO UNA PARTE RELATIVAMENTE EN PENDIENTE EN EL CUAL TANGENTES A LA SUPERFICIE DEL TROQUEL INCLUYE UN ANGULO {AL} CON RESPECTO AL EJE MAYOR QUE {AL}{SUB,N}, DONDE {AL}{SUB,N} ES EL ANGULO DE ESTRECHAMIENTO ENTRE LA PARTE ESTRECHADA SIGUIENDO EL ESTRECHAMIENTO DEL TROQUEL Y EL EJE DE LA ESTRUCTURA. LA PRESENCIA DE ESTA PARTE DE PENDIENTE SIN CONTACTO REDUCE LA FUERZA AXIAL NECESARIA EN EL ESTRECHAMIENTO.
METODO Y APARATO PARA PRODUCIR HIERRO A PARTIR DE COMPUESTOS DE HIERRO.
(16/06/2001) SE PRESENTA UN METODO Y UN APARATO PARA LA PRODUCCION DE HIERRO A PARTIR DE COMPUESTOS DE HIERRO. HAY UNA PRIMERA ETAPA DE PREREDUCCION DE LOS COMPUESTOS DE HIERRO EN UNA PRIMERA CAMARA QUE TIENE UNA PARED ROTACIONALMENTE SIMETRICA , Y UNA SEGUNDA ETAPA DE UNA REDUCCION ADICIONAL DE LOS COMPUESTOS DE HIERRO EN UNA SEGUNDA CAMARA POR DEBAJO DE LA PRIMERA CAMARA, EL COMBUSTIBLE Y EL OXIGENO SON SUMINISTRADOS A LA SEGUNDA CAMARA. UN GAS DE REDUCCION PASA HACIA ARRIBA AL INTERIOR DE LA PRIMERA CAMARA PARA EFECTUAR LA PRE-REDUCCION EN LA MISMA. EL OXIGENO ES SUMINISTRADO A LA PRIMERA CAMARA. LOS COMPUESTOS…
METODO DE FABRICAR HIERRO EN BRUTO CON RECUPERACION DE ZINC.
Sección de la CIP Química y metalurgia
(16/06/2001). Inventor/es: TEERHUIS, CORNELIS, PIETER, BERNARD, JOHANNES GELEIJN, MEIJER, HENDRIKUS KOENRAAD A. Clasificación: C21B13/00, C22B7/02, C22B19/28, C22B19/04, C22B19/14.
UN METODO DE FABRICACION DE LINGOTES EN BRUTO EMPLEA UNA REDUCCION DIRECTA EN BAÑO REALIZADA EN UN RECIPIENTE METALURGICO QUE TIENE ENCIMA DEL MISMO UN CICLON DE FUSION EN EL QUE UN MATERIAL QUE CONTIENE OXIDO DE HIERRO ALIMENTADO EN EL MISMO ES PRE-REDUCIDO MEDIANTE UN GAS DE REDUCCION DE CALOR QUE VIENE DEL RECIPIENTE . EL MATERIAL FUNDIDO PASA HACIA ABAJO DESDE EL CICLON DE FUSION AL RECIPIENTE . CON EL FIN DE RECUPERAR CINC A PARTIR DE UN POLVO QUE CONTIENE CINC Y/U OXIDO DE CINC, EL POLVO ES ALIMENTADO EN EL CICLON DE FUSION. AL CINC SE LE PERMITE VAPORIZAR FUERA DEL POLVO EN EL GAS CALIENTE EN EL CICLON DE FUSION. EL GAS CALIENTE QUE CONTIENE CINC ES DESCARGADO DEL CICLON DE FUSION, Y EL MATERIAL QUE CONTIENE CINC SE EXTRAE DE ESTE GAS CALIENTE.
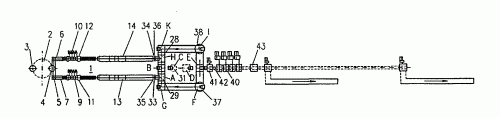
METODO PARA LA FABRICACION DE UN FLEJE DE ACERO CONFORMABLE.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/03/2000). Ver ilustración. Inventor/es: CORNELISSEN, MARCUS, CORNELIS, MARIA, DEN HARTOG, HUIBERT, WILLEM, PRONK, CORNELIS. Clasificación: C21D8/04, B21B1/46, C21D9/68.
UN METODO PARA LA FABRICACION DE UN FLEJE DE ACERO MOLDEABLE INCLUYE LAS ETAPAS DE (I) TRANSFORMACION DE ACERO LIQUIDO POR COLADA CONTINUA EN UN LINGOTE DE ESPESOR NO SUPERIOR A 100 MM, (II) LAMINADO DEL LINGOTE EN LA REGION AUSTENITICA TRANSFORMANDOLO EN UN LINGOTE INTERMEDIO DE ESPESOR COMPRENDIDO ENTRE 5 Y 20 MM, (III) LAMINADO DEL LINGOTE INTERMEDIO POR DEBAJO DE LA TEMPERATURA RR3, (IV) MANTENIMIENTO DEL LINGOTE INTERMEDIO EN UN LUGAR CERRADO PARA HOMOGENEIZACION DE LA TEMPERATURA, (V) LAMINADO DEL LINGOTE INTERMEDIO TRANSFORMANDOLO EN UN FLEJE, CON AL MENOS UN PASO DE LAMINACION REDUCIENDO EL ESPESOR MAS DEL 50 % A UNA TEMPERATURA INFERIOR A TT Y SUPERIOR A 200 C, SIENDO TT LA TEMPERATURA A LA CUAL EL 75 % DEL ACERO SE CONVIERTE EN FERRITA Y (VI) ENFRIAMIENTO DE DICHO FLEJE A UNA TEMPERATURA SUPERIOR A 500 C. SE CONSIGUEN VENTAJAS POR LA SIMPLICIDAD DEL METODO Y EL EQUIPO REQUERIDO.
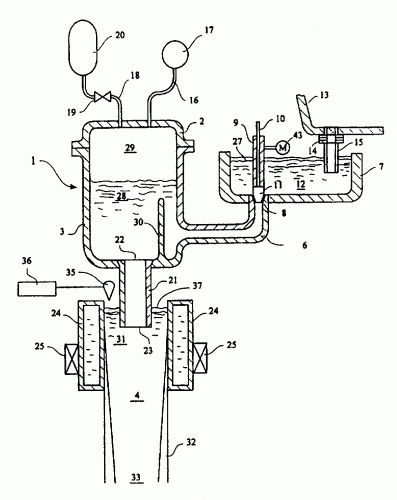
METODO Y APARATO PARA LA FABRICACION DE ACERO CONFORMABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2000). Ver ilustración. Inventor/es: DEN HARTOG, HUIBERT, WILLEM. Clasificación: B22D11/10.
UNA MAQUINA DE FUNDICION CONTINUA PARA LA FUNDICION DE UNA PLANCHA DELGADA, CON UN ESPESOR MENOR DE 150 MM COMPRENDE UN DEPOSITO DE VERTIDO DE VACIO QUE TIENE UNA PRIMERA CAMARA ATMOSFERICA Y UNA SEGUNDA CAMARA DE BAJA PRESION O DE VACIO , CONECTADA HIDRAULICAMENTE CON LA PRIMERA CAMARA, Y UN PURGADOR PARA INTRODUCIR UN GAS DE PURGA EN EL ACERO LIQUIDO DESPUES DE QUE ESTE HA ENTRADO EN LA PRIMERA CAMARA, PERO ANTES DE QUE PENETRE EN LA SEGUNDA CAMARA.
APARATO PARA PRODUCIR ARRABIO FUNDIDO POR REDUCCION DIRECTA.
(16/10/1999) SE PRESENTA UN APARATO PARA PRODUCIR UN LINGOTE DE HIERRO FUNDIDO MEDIANTE REDUCCION DIRECTA DE MENA DE HIERRO, EL APARATO COMPRENDE: I) UN VASO METALURGICO EN EL CUAL CON EL SUMINISTRO DE CARBON Y OXIGENO EL HIERRO SUFRE UNA REDUCCION FINAL CON PRODUCCION DE UN GAS DE PROCESAMIENTO Y EL GAS DE PROCESAMIENTO SUFRE UNA POS-COMBUSTION PARCIAL Y II) UN CICLON DE FUSION EN EL CUAL LA MENA DE HIERRO SUFRE UNA PREREDUCCION Y ES FUNDIDA. PARA MEJORAR EL CONTROL DE LOS FLUJOS TERMICOS Y PARA REDUCIR EL MANTENIMIENTO, EL VASO TIENE A) UNA PARTE SUPERIOR EN LA CUAL LA POS-COMBUSTION PARCIAL DEL GAS DE PROCESAMIENTO TIENE LUGAR, EN LA FORMA DE UNA CAPERUZA RESISTENTE A LA PRESION QUE TIENE UNA PARED INTERIOR QUE COMPRENDE TUBOS DE AGUA DE REFRIGERACION Y B) UNA…
APARATO Y METODO PARA LA FABRICACION DE LAMINA DE ACERO DE LD.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1998). Inventor/es: VAN KUIJEREN, HERMAN CORNELIS PAULUS, VAN DER LEE, JACOBUS WILHELMUS MARIA, VINK, KLAAS. Clasificación: B21B45/02, B21B1/28, B21B1/40.
APARATO Y METODO PARA LA FABRICACION DE LAMINA DE ACERO DE LD (LAMINADO DOBLE) EN LA QUE HAY DISPUESTO UN HORNO DE RECOCIDO CONTINUO PARA EL RECOCIDO DE LAMINA DE ACERO REDUCIDA EN FRIO QUE PASA CONTINUAMENTE A TRAVES DE DICHO HORNO, Y UNA FRESADORA DE LAMINADO PARA EL LAMINADO EN FRIO DE LA LAMINA DE ACERO DISPUESTA PARA RECIBIR EN LINEA LA SALIDA DE LA LAMINA DE ACERO RECOCIDO DE DICHO HORNO. LA FRESADORA TIENE AL MENOS UN SOPORTE LAMINADOR QUE TIENE AL MENOS UN PAR DE LAMINADORES DE TRABAJO DE LOS CUALES UNO SE ACCIONA EXTERNAMENTE. UN LIQUIDO DE LAMINADO, PREFERIBLEMENTE LIBRE DE ACEITE MINERAL, ES SUMINISTRADO A LA LAMINA QUE SE ESTA LAMINANDO EN LA FRESADORA DE LAMINADO, Y ES RETIRADO DE LA LAMINA ANTES DE LA ENTRADA DE LA LAMINA A ELEMENTOS DE APLICACION DE TENSION HACIA ABAJO.
CHASIS DE PUERTA Y PUERTA DE COCHE CON ESTE CHASIS COMO BARRA DE CHOQUE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1997). Inventor/es: KRAGTWIJK, SIMON PETRUS, RIECK, FRANK GERARD, VAN SCHAIK, MERCELLINUS ANTONIUS MARIA. Clasificación: B60J5/04.
SE OBTIENE UN CHASIS DE PUERTA PARA USO EN AUTOMOVIL POR EXTRUSION DE UN METAL LIGERO, TENIENDO ESPACIADAS SUS PAREDES PRIMERA Y SEGUNDA QUE EN LA PUERTA ESTAN EN LA CARA INTERIOR Y EXTERIOR RESPECTIVAMENTE Y PAREDES LATERALES QUE CONECTAN LAS PAREDES PRIMERA Y SEGUNDA PARA FORMAR UNA SECCION TRANSVERSAL EN FORMA DE CAJA. EL CHASIS DE LA PUERTA ADEMAS TIENE UN ELEMENTO DE REFUERZO COMO MINIMO EN LA ZONA DE CAJA. CADA ELEMENTO DE REFUERZO ES UN CONECTOR UNIDO EN SUS EXTREMOS A LAS PAREDES PRIMERA Y SEGUNDA Y SE EXTIENDE A LO LARGO DE LA CAJA EN FORMA OBLICUA RESPECTO A LA PRIMERA Y SEGUNDA PARED . ESTE CHASIS ES FUERTE Y RESISTENTE AL HUNDIMIENTO.
EXTREMO DE BOTE METALICO FACIL DE ABRIR Y ABERTURA TOTAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1997). Inventor/es: LOUWERSE, GERARD MARIE, STEVENS, EELCO ANTONIUS. Clasificación: B65D17/40.
EXTREMO DE BOTE METALICO FACIL DE ABRIR Y ABERTURA TOTAL, PARA UN BOTE DEL TIPO DE LEVANTAMIENTO DE LA TAPA, PROVISTO DE UN APENDICE U OREJETA, TENIENDO UNA LINEA DE INCISION SIN FIN CERCA DE SU CIRCUNFERENCIA EXTERIOR DEL EXTREMO DE LA LATA, DONDE LA PARTE EXTRAIBLE ESTA PERFILADA CON UNA PLURALIDAD DE PEQUEÑOS NIVELES ELEVADOS A DIFERENTES ALTURAS, INCLUYENDO UN NIVEL EXTERIOR CERCA DE SU CIRCUNFERENCIA EXTERIOR DEL EXTREMO DEL BOTE, UN NIVEL EN LO MAS INTERNO Y, AL MENOS, UN NIVEL INTERMEDIO. NIVELES ADYACENTES SOBRESALEN UNOS DE OTROS CON UNA TRANSICION DE ALTURA. PARA OBTENER UNA FUERZA ESCASA DE RASGADURA Y/O OTRAS VENTAJAS, EL NIVEL INTERMEDIO ESTA INCLINADO EN DIRECCION OPUESTA AL DE LA TRANSICION ADYACENTE HACIA FUERA, EN UN ANGULO , ENTRE 3 Y 20 GRADOS RESPECTO A UN PLANO PERPENDICULAR AL EJE DEL BOTE.
METODO Y APARATO PARA FABRICACION DE ROLLOS DE ACERO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/03/1992). Inventor/es: DEN HARTOG, HUIBERT WILLEM, DR. IR., VAN PERLSTEIN, ERIK BERNARD. Clasificación: C21D8/04, B21B1/46.
EN LA FABRICACION DE ROLLOS DE ACERO LAMINADO CON UN GROSOR DE 0,5 A 1,5 MM. SE LLEVAN A CABO SECUENCIALMENTE LOS SIGUIENTES PASOS: (A) EN UNA MAQUINA DE COLADA CONTINUA SE FORMA EL ACERO LIQUIDO DENTRO DE UNA CORTEZA CALIENTE CON UN GROSOR INFERIOR A 100 MM.; (B) SE LAMINA EN CALIENTE LA COLADA DEL PASO (A), EN LA REGION AUSTENITICA Y POR DEBAJO DE 1100 C PARA FORMAR UNA BANDA DE 2 A 5 MM. DE ESPESOR; (C) ENFRIAMIENTO DE LA BANDA DEL PASO (B) A UNA TEMPERATURA INTERMEDIA ENTRE 300 (GRADOS) C Y LA TEMPERATURA TT A LA CUAL EL 75% DEL ACERO SE CONVIERTE EN FERRITA; (D) LAMINADO DE LA BANDA ENFRIADA DEL PASO (C) A DICHA TEMPERATURA COMPRENDIDA ENTRE 300 (GRADOS) C Y TT, CON UNA REDUCCION DE SU ESPESOR DE AL MENOS UN 25% Y CON UNA VELOCIDAD DE LAMINACION NO SUPERIOR A 1000 M/MIN.; (E) ENROLLADO DE LA BANDA DEL PASO (D).
{kind=link}
{kind=link}