12 patentes, modelos y diseños de HEGLER, WILHELM
DISPOSITIVO PARA LA FABRICACION DE TUBOS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1998). Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM. Clasificación: B29C49/00, B29C47/88.
DISPOSITIVO PARA LA FABRICACION DE TUBOS DE PLASTICO. EL DISPOSITIVO PARA LA FABRICACION DE TUBOS DE PLASTICO PRESENTA UN PAR DE MEDIAS COQUILLAS QUE SE COMPLEMENTAN ENTRE SI PARA FORMAR UN MOLDE. ESTA PROVISTO DE UNA CAMPANA DE ACONDICIONAMIENTO . LOS CONDUCTOS DE ALIMENTACION ESTAN CONFIGURADOS COMO TUBOS FLEXIBLES DE ALIMENTACION DE MATERIAL SINTETICO RESISTENTE A LA TEMPERATURA. UN CANAL PARA RECOGER LOS CONDUCTOS ESTA PROVISTO DE UN TUBO PROTECTOR PARA ALOJAR LOS TUBOS FLEXIBLES DE ALIMENTACION , EL CUAL ESTA OPUESTO A UN CABEZAL DE INYECCION , PROVISTO DE UN AISLAMIENTO TERMICO.
DISPOSITIVO PARA LA PRODUCCION DE TUBOS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1996). Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM. Clasificación: B29C47/12, B29C47/22, B29C47/06, B29C53/30.
UN DISPOSITIVO PARA LA PRODUCCION DE TUBOS DE PLASTICO PRESENTA UN CABEZAL DE INYECCION Y DOS SEMICOQUILLAS QUE SE COMPLEMENTAN EN UN MOLDE POR PAREJAS. EL CABEZAL DE INYECCION PRESENTA AL MENOS UN CANAL QUE TERMINA EN UNA BOQUILLA CON FORMA ANULAR ESENCIALMENTE, QUE ESTA LIMITADA POR DOS PIEZAS, DE LAS QUE UNA SE REGULA PARA MODIFICAR LA ANCHURA (C) DE LA BOQUILLA . UNA PIEZA QUE LIMITA (66 O 60) INMEDIATAMENTE LA BOQUILLA SE PUEDE LADEAR RESPECTO AL EJE LONGITUDINAL CENTRAL CON LO QUE ES POSIBLE UN AJUSTE SENSIBLE DE LA ANCHURA DE UNA BOQUILLA EN FORMA ANULAR SEMEJANTE.
PROCESO PARA LA SOLDADURA DE TUBOS COMPUESTOS DE MATERIAL SINTETICO TERMOPLASTICO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/10/1995). Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM. Clasificación: F16L47/02, B29C65/34.
PARA LA SOLDADURA DE TUBOS (1,1') DE UNION SE UTILIZA UN ANILLO DE SOLDADURA, QUE ESTA EN CONTACTO CON UN RELIEVE DE ELEVACION CONTRA EL TRAMO DE PARED LATERAL. SE COMPONE DE MATERIAL TERMOPLASTICO Y ESTA EQUIPADO CON UN SISTEMA DE CALEFACCION DE RESISTENCIA ELECTRICA. ANTES DE LA SOLDADURA SE ENCUENTRA UN RESQUICIO ANULAR ENTRE LAS PAREDES (10,10') FRONTALES DEL TUBO (1,1') EN DONDE SE ENCUENTRA DISPUESTO UNA RANURA DE COMPENSACION DE VOLUMEN EN EL ANILLO DE SOLDADURA. A TRAVES DE UNA FUNDICION AL MENOS PARCIALMENTE DEL ANILLO DE SOLDADURA SE CONSIGUE UNA UNION DEL TUBO (1,1') EN SU ZONA FUERA DE UN TUBO INTERNO, CON LO QUE LAS PAREDES (10,10') FRONTALES TIENEN CONTACTO UNA CON OTRA SIN QUE SE SUELDEN.
MECANISMO PARA LA FABRICACION DE TUBOS DE MATERIA SINTETICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1994). Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM. Clasificación: B29C49/00, B29C49/38.
TUBOS CON SECCIONES DE PERFIL ESPECIALES SON FABRICADOS SOBRE UN MECANISMO CON COQUILLAS GIRATORIAS. LAS SEMICOQUILLAS (2A) QUE SE COMPLEMENTAN EN CADA CASO CON UNA COQUILLA, SE MUESTRAN EN LAS SUPERFICIES DE CONTORNO QUE SE EXTIENDEN CASI DE FORMA PARALELA CON RESPECTO AL EJE ESTEREO DE CONTORNO . LAS RANURAS DE VACIO DESEMBOCAN CASI PARALELAMENTE CON RESPECTO AL EJE ESTEREO DE CONTORNO PASANDO EN EL ESTEREO DE CONTORNO (27A) Y CASI SIEMPRE EN UN LUGAR ALEJADO RADIALMENTE DEL EJE DEL MISMO . CON ELLO SE POSIBILITA EN EL PROCESO DE VACIADO UNA SALIDA MAS LIMPIA DE LAS SECCIONES DE PERFIL ESPECIALES.
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE UN TUBO DE ALETAS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1993). Inventor/es: HEGLER, RALPH-PETER, DR.-ING., HEGLER, WILHELM. Clasificación: B29C47/32.
UN DISPOSITIVO PARA LA FABRICACION DE UN TUBO DE ALETAS DE PLASTICO MUESTRA UN ESPACIO DE MOLDE MOVIL EN SENTIDO DE LA PRODUCCION . A ESTE ESPACIO DE FORMA ENTRE UNA COLADA DE PLASTICO (23 A), DEL CUAL SE FORMAN LAS ALETAS HABITUALMENTE, INDIVIDUALMENTE. PARA ASEGURAR ESTA MEDIDA DEL PROCEDIMIENTO SE FORMAN EN LA SUPERFICIE SUPERIOR DE LA COLADA DE PLASTICO (23A) QUE SE ENCUENTRA EN EL ESPACIO DE MOLDE ELEVACIONES ANULARES CON SUPERFICIE DE TRANSPORTE RETRASADAS EN EL SENTIDO DE LA PRODUCCION. EN LAS SEMICOQUILLAS (2, 2A) LIMITADAS EN EL ESPACIO DE MOLDE SE FORMAN ESTRIAS TRANSPORTADORES CORRESPONDIENTES . A TRAVES DE ESTAS MEDIDAS SE OBTIENE Y SE GARANTIZA UN CONTORNO PERFECTO DEL TUBO, QUE SE ELABORA , QUE SE EVITE UN RECHAZO DE LA COLADA DE PLASTICO Y SU QUEMADURA.
ELEMENTO DE UNION DE TUBOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/04/1991). Inventor/es: HEGLER, WILHELM, HEGLER, RALPH-PETER, DR. DIPL.-ING. Clasificación: F16L39/00, F16L41/00, F16L9/18.
UN ELEMENTO DE UNION DE TUBOS SIRVE PARA LA UNION DE TUBOS , QUE ESENCIALMENTE CONSTAN DE UN TUBO ANTERIOR ATRAVESANTE Y DE UNA ELEVACION UNIDO CON ESTE, QUE SE EXTIENDE RADIALMENTE PARA FUERA Y QUE SIRVE PARA EL APEADO DEL TUBO. PARA AJUSTAR TALES ELEMENTOS DE UNION DE TUBOS POR UN LADO DE LA CONCEPCION DE LA CONTRUCCION LIGERA DE TUBOS DE PARED DOBLE O TUBOS DE ALETAS Y POR OTRO LADO OBTENER UNA CAPACIDAD ALTA SUSTENTADORA EN EL SENTIDO DEL EJE DE TUBO Y CONDICIONES BUENAS HIDRAULICAS, CONSTA DEL ELEMENTO DE UNION DE TUBOS DE TRAMOS UNIDOS, UNO CON OTRO , QUE ESTAN FORMADOS A TRAVES DE UN TUBO CENTRAL Y UN TUBO ENVOLVENTE 817). TRAMOS VECINOS ESTAN UNIDOS DE TAL MODO SOBRE SUS SUPERFICIES DE EMPALME DE HEBRA (15,15'), QUE LOS TUBOS CENTRALES Y LOS TUBOS ENVOLVENTES DE ESTOS TRAMOS VECINOS ESTAN UNIDOS. ADEMAS EL TUBO CENTRAL Y EL TUBO ENVOLVENTE DE CADA TRAMO ESTAN UNIDOS FIJAMENTE.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/08/1981). Clasificación: F16L11/12.
Manguera de riego, consiste en una sección de manguera para la acometida de agua, y una sección de goteo, paralela a la anterior y conformada en una misma pieza con ella, que está unida con la sección de manguera a través de unos orificios de entrada con estrangulación, dispuestos individualmente o en grupos, y distanciados entre sí, y que lleva en su interior unos puntos de estrangulamiento para el agua, a continuación de los cuales están previstos unos orificios de goteo, caracterizada porque a cada unidad o grupo de orificios de entrada con estrangulamiento (11, 11'), le sigue una multitud de cámaras cerradas (8, 9; 8', 24, 9'), de las cuales cada una está comunicada con la siguiente por medio de un orificio de comunicación con estrangulamiento (10, 10'), y estando provista siempre la última cámara de esa multitud de cámaras, de por lo menos un orificio de goteo.
MEJORAS INTRODUCIDAS EN UN CABEZAL INYECTOR PARA LA FABRICACION POR INYECTADO DE UN TUBO EXTERIOR ALREDEDOR DE UN TUBO O CABLE INTERIOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1977). Clasificación: B29F1/02.
Resumen no disponible.
MECANISMO PARA LA FABRICACION DE UN TUBO DE PLASTICO CON PARED TRANSVERSAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1976). Clasificación: B29D23/04.
Resumen no disponible.
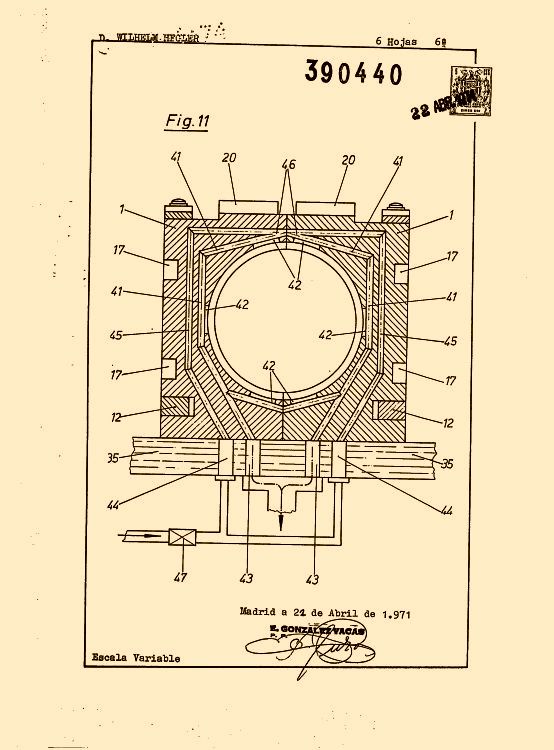
PERFECCIONAMIENTOS INTRODUCIDOS EN APARATOS PARA LA FABRICACION DE TUBOS DE PLASTICO, CON PERFILADO TRANSVERSAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1974). Ver ilustración. Clasificación: B29D23/05.
Resumen no disponible.
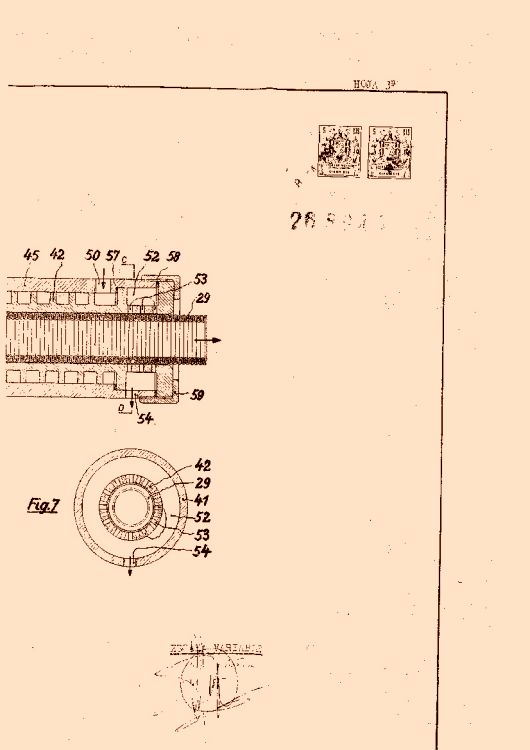
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TUBOS DE PLASTICO CON PARED EXTERIOR RANURADA EN FORMA DE ANILLOS O ESPIRALES.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/12/1969). Ver ilustración. Clasificación: B29C49/00, B29C47/06, F16L11/118, F16L11/22.
Resumen no disponible.
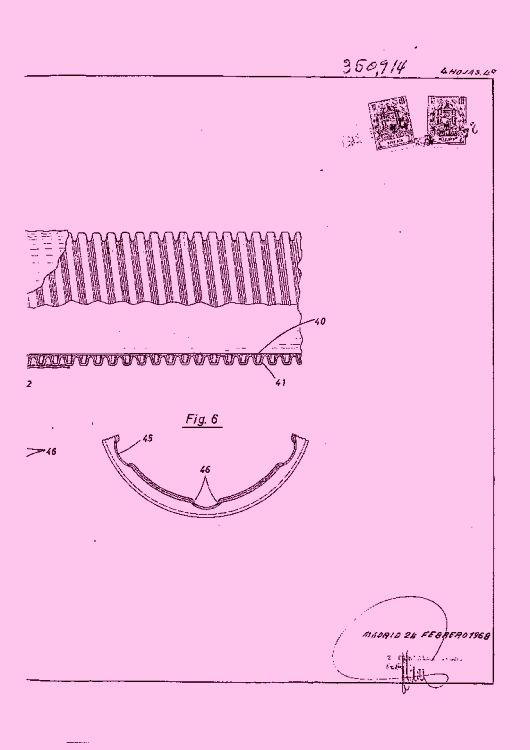
PROCEDIMIENTO E INSTALACIÓN PARA LA FABRICACIÓN DE TUBOS DE PLÁSTICO CON RANURAS TRANSVERSALES Y PARA COLOCAR LOS PLIEGUES FORMADOS EN DICHOS TUBOS MUY ESTRECHAMENTE UNO AL LADO DEL OTRO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1961). Ver ilustración. Clasificación: B29.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}