12 patentes, modelos y diseños de H.A. SCHLATTER AG
DISPOSITIVO POSICIONADOR PARA EL POSICIONAMIENTO DE ALAMBRES TRANSVERSALES EN UNA MAQUINA SOLDADORA DE REJILLAS Y PROCEDIMIENTO PARA EL POSICIONAMIENTO DE ALAMBRES TRANSVERSALES EN UNA MAQUINA SOLDADORA DE REJILLAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2008). Ver ilustración. Inventor/es: MULLER,HANSJORG. Clasificación: B21F27/10, B21F23/00.
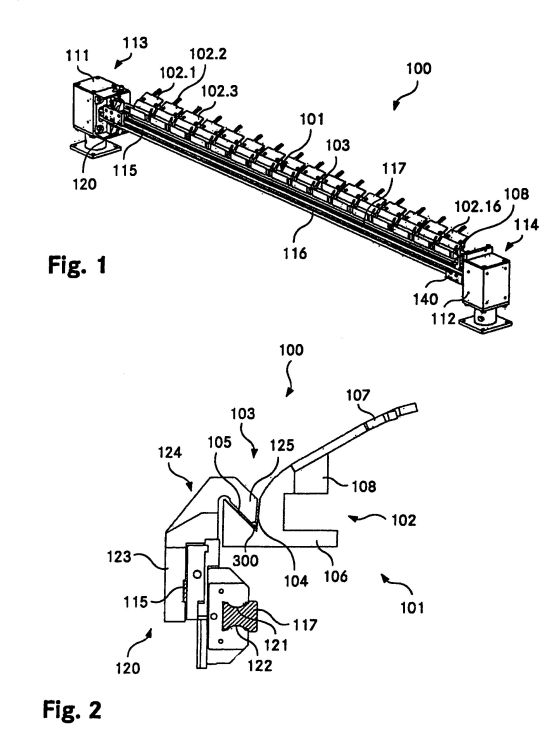
Dispositivo posicionador para el posicionamiento de los alambres transversales para una máquina soldadora de rejillas, con una guía para el alojamiento de uno de los alambres transversales y de dos correderas , que son libremente móviles para establecer el contacto con el alambre transversal - alojado dentro de la guía - por dos lados frontales entre si opuestos; en este caso, las correderas están diseñadas de tal manera, que el alambre transversal , depositado en cualquier posición de recepción dentro de la guía , pueda ser desplazado, por medio de las correderas , a lo largo de la guía para ocupar cualquier posición de entrega previamente determinada.
DISPOSITIVO PARA LA APORTACION DE ALAMBRES LARGOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2007). Ver ilustración. Inventor/es: SCHAUHOFF, CARSTEN, RAPPOLD,DIETMAR, PFISTER,PATRICK. Clasificación: B21F27/10, B21F23/00, B21F27/20.
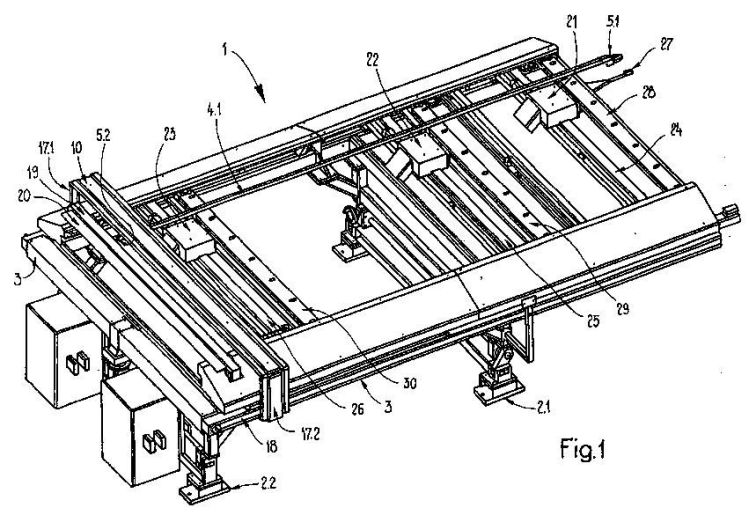
Dispositivo para la aportación de alambres largos hacia un aparato de soldadura; dispositivo éste que comprende: a) Un dispositivo cargador de alambres largos con varios cargadores para alambres largos, los cuales se extienden en la dirección longitudinal, estando los cargadores fijados - por medio de unos mecanismos de fijación, que pueden ser anulados (32/33) - en una posición deseada; b) Un dispositivo de avance de alambres para hacer avanzar los alambres largos - que están preparados en ee dispositivo cargador de alambres largos - en la dirección longitudinal; Este dispositivo de aportación está caracterizado por: c) Unos medios para el posicionamiento automático de los cargadores en el sentido transversal a la dirección longitudinal mediante un dispositivo de posicionamiento, que puede ser desplazado de forma transversal a la dirección longitudinal, y con un brazo-pinza para la cogida de uno de los cargadores.
PROCEDIMIENTO PARA EL ENDEREZADO INTERMITENTE DE ALAMBRE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1997). Inventor/es: HOCHSPACH, EDGAR, WIDMER, ROBERT. Clasificación: B21F1/02.
EN UN DISPOSITIVO PARA EL ENDEREZADO INTERMITENTE DE ALAMBRE SE HAN PREVISTO ACCIONAMIENTOS INDEPENDIENTES PARA EL AVANCE DEL ALAMBRE Y EL ROTOR DE ENDEREZADO. LA VELOCIDAD (V2) DE ROTACION DEL ROTOR DE ENDEREZADO DISCURRE EN FORMA ESENCIALMENTE SINCRONA CON RESPECTO A LA VELOCIDAD (V1) DE AVANCE DEL ALAMBRE. PARA EL CORTE DEL ALAMBRE (T4) SE SUJETAN EL ALAMBRE Y EL ROTOR. DE ACUERDO CON LA INVENCION TIENE LUGAR UNA INVERSION DE LA DIRECCION DE ROTACION DEL ROTOR ENTRE CICLOS DE TRABAJO QUE SE SUCEDEN UNO DESPUES DE OTRO.
PROCESO PARA LA REALIZACION DE SOLDADURA DE PUNTOS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1997). Inventor/es: WIDMER, ROBERT, RUDIN, PAUL. Clasificación: B23K11/11, B23K11/25.
EN LA REALIZACION DE UNA SOLDADURA DE PUNTOS MULTIPLES LOS CIRCUITOS DE CORRIENTE DE SOLDADURA SON CONTROLADOS DE TAL MODO, QUE SE SOLAPAN PARCIALMENTE LOS INTERVALOS (I1 A I2 RESPECTIVAMENTE I2 E I3...) DE SOLDADURA, ESTO SIGNIFICA MAS DEL 0 % Y MENOS DEL 100 %. SE PERMITE CON ELLO UN ESCALONAMIENTO CON RECEPCION DE POTENCIA MAXIMA REDUCIDA EN LA SOLDADURA DE LAS REJILLAS DE ALAMBRE O SIMILARES. PUEDEN TAMBIEN EVITARSE UNA DEFORMACION EXCESIVA DE LOS ALAMBRES TRANSVERSALES A SER SOLDADOS EN LA REJILLA DE MALLA TUPIDA.
MAQUINA DE SOLDADURA POR RESISTENCIA DE PUNTOS MULTIPLES PARA LA SOLDADURA DE REJILLAS DE ALAMBRE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1996). Inventor/es: WIDMER, ROBERT. Clasificación: B23K11/24.
UNA MAQUINA DE SOLDADURA POR RESISTENCIA DE PUNTOS MULTIPLES PARA LA SOLDADURA DE REJILLAS DE ALAMBRE POR MEDIO DE CORRIENTE CONTINUA, ABARCA VARIOS ELECTRODOS DE CONTACTO , QUE HACEN CONTACTO POR LAS DOS CARAS CON EL PUNTO DE LA REJILLA CORRESPONDIENTE CADA VEZ. EL CIRCUITO PARA LA CARGA SIMULTANEA DE TODOS LOS PUNTOS DE LA REJILLA EN CONTACTO CON CORRIENTE DE SOLDADURA, TIENE PARA CADA PAR DE ELECTRODOS (4.1.1/4.2.1, ..., 4.1.5/ 4.2.5) UN TRANSFORMADOR DE SOLDADURA. LOS PARES DE ELECTRODOS DE SOLDADURA SITUADOS CONTIGUOS, DE ACUERDO CON LA INVENCION, SON FLOTANTES EN CUANTO AL POTENCIAL, DE FORMA QUE LA UNICA UNION TRANSVERSAL SE FORMA POR EL ALAMBRE TRANSVERSAL . PARA CADA PUNTO DE LA REJILLA ESTA PREVISTO UN PAR DE ELECTRODOS DE CONTACTO SEPARADOS.
Secciones de la CIP Electricidad Técnicas industriales diversas y transportes
(16/04/1993). Inventor/es: MARBACHER, JEAN, GUNZIGER, URS. Clasificación: H01F7/02, B23B31/28, B23Q3/152.
UN CABEZAL MAGNETICO TIENE EN POSICIONES DE PRESALTO, PARA LA TOMA DE UN ALAMBRE DE SUJECCION MAGNETICO UN DIAMETRO DETERMINADO O FISURAS MEDIDAS DEL CAMPO DEL DIAMETRO Y SE PUEDE GIRAR EN UN SOPORTE DE CABEZAL MAGNETICO EN VARIAS POSICIONES, EN LAS QUE CADA VEZ UNA DE LAS HENDIDURAS ESTA EN UNA POSICION DE TRABAJO PREDISPUESTA EN EL SOPORTE DE CABEZAL MAGNETICO Y EN CADA UNA DE ESTAS POSICIONES PUEDE FIJARSE MEDIANTE UN DISPOSITIVO DE DESCANSO . DE ESTA FORMA EL SOPORTE MAGNETIDO PUEDE ADAPTARSE PRINCIPALMENTE PARA SEPARAR ALAMBRES DE UN DIAMETRO DETERMINADO RAPIDA Y SENCILLAMENTE A ESTE DIAMETRO.
DISPOSITIVO EN UNA MAQUINA DE SOLDADURA PARA CONDUCCION DE ALAMBRES SOLDADOS EN LA PIEZA DE TRABAJO, ESPECIALMENTE DISPOSITIVO DE CONDUCCION DE ALAMBRE TRANSVERSAL EN UNA MAQUINA DE SOLDADURA DE REJILLA Y PROCEDIMIENTO PARA CONDUCCION DE ALAMBRES A S.
(16/02/1993) EL DISPOSITIVO TIENE PARA CADA ALAMBRE A CONDUCIR UN TOMADOR DE ALAMBRE CON ELEMENTOS DE TOMA DE ALAMBRE EN FORMA DE NERVADURAS, QUE ESTAN COLOCADOS TRANSVERSALMENE A LA DIRECCION DE CONDUCCION DEL ALAMBRE A DISTANCIA UNOS DE OTROS CON LA PARTE ABIERTA DEL PERFIL DE NERVADURA DE LAS POSICIONES DE SOLDADURA , Y CUCHARAS QUE SE MUEVEN AQUI Y ALLA , PARA ENGRANAR EN UNA POSICION EXTREMA UN ALAMBRE TOMADO DEL TOMADOR DE ALAMBRE ENTRE ELEMENTOS DE TOMA DE ALAMBRE PROXIMOS Y MANTENER EN LA OTRA POSICION DE SOLDADURA PARA LA SOLDADURA. LAS CUBIERTAS SE MUEVEN EN UNA POSICION DE CIERRE EN LA QUE SE CIERRAN LAS PARTES ABIERTAS DE PERFIL DE NERVADURA DE LOS ELEMENTOS DE TOMA DE ALAMBRE Y EN UNA POSICION ABIERTA (10') EN LA QUE SE MANTIENEN ABIERTAS LAS PARTES ABIERTAS DEL PERFIL DE NERVADURA,…
PROCEDIMIENTO Y DISPOSITIVO PARA ALINEAR ALAMBRES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1992). Inventor/es: DENZLER, EMIL. Clasificación: B21F1/02.
EL ALINEADO INTERMITENTE DE LOS ALAMBRES SE EFECTUA A TRAVES DE UN ROTOR DE ALINEACION ESTACIONARIO, CUYO CANTO DE ALINEACION DESVIA RADIALMENTE EL ALAMBRE EMPUJADO HACIA DELANTE MEDIANTE EL TRANSPORTADOR . EL MOMENTO DE INERCIA DE LOS ROTORES DE ALINEACION ES PEQUEÑO, YA QUE EL ROTOR DE ALINEACION ES ACELERABLE Y DESACELERABLE EN UN TIEMPO SIMILAR AL TRANSPORTE DEL ALAMBRE . PARA EL COSTADO EL ROTOR DE ALINEACION SE FRENA CON EL ALAMBRE Y DE NUEVO SE ACELERA. PARA LOGRAR UNA CALIDAD DE ALAMBRE INTACHABLE, PARTICULARMENTE UNA DILATACION UNIFORME CONSTANTE CERCANO A LA TOTALIDAD DEL ALAMBRE SIN QUE EL DISPOSITIVO QUE EL DISPOSITIVO DE CORTE PUEDA MOVERSE CON VELOCIDAD ELEVADA PARA EL ALAMBRE O RADIALMENTE AL BORDE DE ALINEACION, PARA IMPEDIR EL CALENTAMIENTO Y EL DETERIORO DE LOS ALAMBRES EN REPOSO A TRAVES DEL ROTOR DE ALINEACION DE MARCHA POSTERIOR. PARA DIFERENTES TIPOS DE ALAMBRES SE EMPLEAN ROTORES DE ALINEACION DISTINTOS QUE PUEDEN CAMBIARSE LIGERAMENTE CON COJINETES.
DISPOSICION DE CONEXIONES CON VARIOS ELEMENTOS ELECTRICOS A ENFRIAR.
Sección de la CIP Electricidad
(16/10/1992). Inventor/es: DENZLER, EMIL. Clasificación: H05K7/20, H01L23/473.
LOS ELEMENTOS ELECTRICOS A ENFRIAR EN UNA FUENTE DE CORRIENTE ALTA DE POCOS OHMIOS, ESTAN CONECTADOS A TRAVES DE CANALES DE REFRIGERACION EN LOS CONDUCTORES ELECTRICOS COMO CIRCUITOS DE REFRIGERACION PARALELOS A UN DISTRIBUIDOR DE MEDIOS DE REFRIGERACION . LA TOTALIDAD DE LA CONSTRUCCION MECANICA DE LA FORMACION DE CONEXIONES QUEDA COMO EN SANDWICH Y PRESENTA UNA DISPOSICION ELECTRODINAMICA ESTABLE Y AHORRADORA DE ESPACIO, SIN DISPOSITIVOS ADICIONALES ENTRE LOS ELEMENTOS A REFRIGERAR.
INSTALACION PARA LA SOLDADURA A TOPE DE PIEZAS ELEMENTALES EN BRUTO CILINDRICAS HUECAS Y RANURADAS LONGITUDINALMENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1987). Clasificación: B23K11/32.
INSTALACION PARA LA SOLDADURA A TOPE DE PIEZAS ELEMENTALES CILINDRICAS HUECAS Y RANURADAS LONGITUDINALMENTE. CONSTA DE UNA INSTALACION TRANSPORTADORA ENCARGADA DE ALIMENTAR LAS PIEZAS ELEMENTALES ; Y DE DOS DISPOSITIVOS SUJETADORES , CADA UNO DE LOS CUALES SIRVE PARA LA FIJACION DE UNA DE LAS ZONAS MARGINALES DE LA PIEZA ELEMENTAL , QUE DELIMITAN LA HENDIDURA LONGITUDINAL. CADA DISPOSITIVO SUJETADOR TIENE UNA MORDAZA FIJA CONECTADA A UNA FUENTE DE CORRIENTE DE SOLDADURA Y DESTINADA EN CADA CASO A APOYAR UNA PIEZA ELEMENTAL EN SU PERIFERIA EXTERIOR, ASI COMO UNA MORDAZA MOVIBLE DESTINADA A ACTUAR SOBRE LA PERIFERIA INTERIOR EN CADA CASO DE UNA PIEZA ELEMENTAL.
PROCEDIMIENTO Y DISPOSITIVO PARA LA MEDICION DE DISTANCIAS Y LA DETERMINACION DEL CONTORNO TRIDIMENSIONAL DE UNA PIEZA DE LABOR.
Sección de la CIP Física
(16/09/1980). Clasificación: G01S9/62.
Procedimiento y dispositivo para la mediación de distancias y la determinación del contorno tridimensional de una pieza de labor; caracterizados porque sobre la pieza de labor son dirigidos dos haces de rayos de luz que se cruzan entre sí, siendo captados los puntos de luz generados por los haces de rayos en la superficie de la pieza de labor y medidos en su plano común los ángulos de inclinación de los haces de rayos incidentes.
DISPOSITIVO PARA LA PROGRAMACION DE UN APARATO DE MANIOBRAS.
(16/05/1980) 1. Dispositivo para la programación de un aparato de maniobras, que puede ser movido por varios ejes por medio de una empuñadura que está guiada a mano, y mediante unos emisores de valores de medición que hacen que las componentes de fuerza, realizadas por la guía de la empuñadura, sean transformadas en señales eléctricas que determinan un programa que ha de ser memorizado y que controla los motores de accionamiento del aparato de maniobras, caracterizado porque la empuñadura tiene una parte central, que rígidamente se encuentra unida con una articulación del aparato de maniobras, y un manguito que rodea la parte central,…
{kind=link}
{kind=link}