Método para determinar un parámetro de funcionamiento y/o un parámetro de material en un horno eléctrico de arco, y horno eléctrico de arco.
(13/05/2015) Método para determinar un parámetro de funcionamiento y/o un parámetro de material en un horno eléctrico de arco , en el que un material fundido que se encuentra en un recipiente inferior , especialmente acero, se calienta con al menos un arco eléctrico , y al menos un arco eléctrico arde entre al menos un electrodo y el material fundido , y mediante al menos un dispositivo de detección óptico se detecta la luz de al menos un arco eléctrico y/o la luz del material fundido , y la luz se transmite por un sistema óptico, especialmente mediante al menos un guíaondas de luz , a al menos un espectrómetro y en el mismo se detecta y/o se analiza para determinar el parámetro de funcionamiento y/o de material, se caracteriza por que se usan dos dispositivos de detección ópticos ,…
Acero para la fabricación de partes componentes de maquinaria conformadas en estado sólido.
(11/04/2012) Acero para la fabricación de partes componentes conformadas en estado sólido, sobre todo para la construcción de vehículos y con una estructura principalmente bainítica, el cual está caracterizado porque la composición química del mismo comprende los contenidos siguientes, en por cientos de peso :
0,10% ≤ C ≤ 0,25 %
0,15% ≤Si ≤0,40 %
1,00 % ≤Mn ≤ 1,50 %
1,00% ≤Cr ≤2,00 %
0,20 % ≤ Ni ≤ 0,40 %
0,05 % ≤ Mo ≤ 0,20 %
0,010 % ≤ Nb ≤ 0,040 %
0,05 % ≤ V ≤ 0,25 %
0,01 % ≤ Al ≤0,05 %
0,005 % ≤N ≤ 0,025 %
0% ≤ B ≤ 0,0050 %
en este caso, el resto se compone de hierro así…
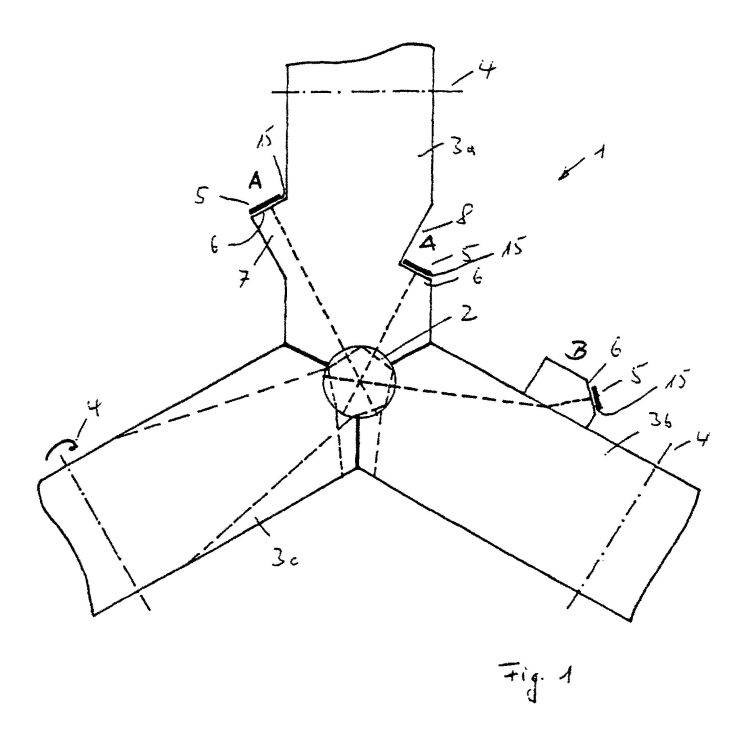
PROCEDIMIENTO Y DISPOSITIVO PARA LA COMPROBACION NO DESTRUCTIVA MEDIANTE ULTRASONIDO DE LOS DEFECTOS INTERNOS DE UN ACERO A LAMINAR, QUE TODAVIA PUEDE SER BIEN CONFORMADO.
Sección de la CIP Física
(16/02/2008). Ver ilustración. Inventor/es: SCHARLEMANN, HORST. Clasificación: G01N29/04, G01N29/22, G01N29/11, G01N29/48.
El procedimiento comprende la transmisión de rayos de ultrasonidos a través del cuerpo de un rodillo (3a - 3c) o de una parte periférica del cuerpo del rodillo, que actúa como una sección de aproximación, antes de que se ponga en contacto con el material a comprobar. El rodillo se dispone de forma que la zona que se pone en contacto con la superficie del material es el lugar en el que se produce un eco de ultrasonidos máximo. También se incluye una reivindicación independiente para un dispositivo para implementar el procedimiento.
DISPOSITIVO PARA EVITAR EL ARRASTRE DE LA ESCORIA DURANTE LA SANGRIA DE UN CALDO METALICO.
(01/02/2008) Dispositivo para evitar el arrastre de la escoria durante la sangría de un caldo metálico desde un recipiente metalúrgico, en el cual la abertura de sangría está constituida por unos tubos de cambio (7, 7'') que, de forma resistente al desgaste, están hechos de un material refractario y los que están dispuestos uno sobre el otro, y los mismos se encuentran rodeados por unos ladrillos de marco de la sangría; en este caso, el extremo inferior del sistema de cambio de sangría - que queda constituido de este modo - está formado por una piedra de tazón en la cual está dispuesta una corredera, que cierra la abertura ; dispositivo éste que está caracterizado porque en la pared de por lo menos aquél tubo de cambio (7''), que desemboca en la parte interior…
(01/10/2007) Tren de laminación, que se compone de por lo menos dos bastidores del laminador, los cuales son sucesivos entre si, y en el tren está dispuesto un dispositivo para efectuar durante el proceso del laminado - una comprobación no destructiva, sobre todo de los materiales laminados en forma de unas barras, calientes por encima del punto Curie; dispositivo éste que se compone de un sistema con por lo menos dos bobinas de ensayo , el cual es giratorio alrededor del material de laminación, que está pasando, y el mismo puede ser impulsado por un medio refrigerante, que es aportado por un sistema de refrigeración de los cilindros; este tren de laminación está caracterizado por la disposición del dispositivo -que se compone de una parte rotatoria así como de una parte…
HORNO ELECTRICO PARA LA FABRICACION DE ACERO.
(16/10/2005) Horno eléctrico para la fabricación de acero; con un recipiente de metal , cuya planta es aproximadamente periforme y en el que la línea de planta, situada por el lado de la sangría, tiene un radio que es más pequeño que el radio de la línea de planta, situada de forma opuesta a la sangría , y en el cual el fondo del recipiente está realizado - dentro de la zona opuesta a la sangría - de una forma abombada y el mismo asciende en dirección hacia la pared lateral del recipiente y, por la parte central del fondo , está dispuesto el ánodo ; en este caso, este fondo está equipado, alrededor del ánodo , con varias capas de ladrillos refractarios como el revestimiento permanente , a continuación del cual está previsto - subiendo por…
PROCEDIMIENTO PARA DETERMINAR CAUDALES VOLUMETRICOS DE GAS EN EL PROCESO DE LA FASE LIQUIDA EN UN HORNO ELECTRICO.
Secciones de la CIP Química y metalurgia Física
(16/03/2005). Ver ilustración. Inventor/es: PATEL, PERVEZ, TREPPSCHUH, FRANK, VAN HULLEN, PETER. Clasificación: C21C5/46, G01F1/704.
EN LA PRESENTE INVENCION SE TRATA DE UN PROCEDIMIENTO PARA LA DETERMINACION DE CORRIENTES DE VOLUMENES DE GAS QUE NO SON ACCESIBLES POR MEDICION DIRECTA Y PROCEDENTES DE LA FASE LIQUIDA , DONDE LOS GASES MARCADORES, QUE ESTAN PRESENTES EN CONCENTRACIONES CONOCIDAS EN LOS GASES DE ENTRADA Y LAS CORRIENTES DE VOLUMENES DE GAS CUANTITATIVAMENTE CONOCIDOS, PROCEDENTES DE LOS GASES QUE ENTRAN Y SALEN DEL PROCESO SE UTILIZAN PARA DETERMINAR LAS CORRIENTES DE VOLUMENES DE GAS DESCONOCIDOS QUE NO SON ACCESIBLES POR MEDICION DIRECTA, MEDIANTE EL SIGUIENTE SISTEMA DE ECUACIONES PRESENTANDO EN (A) GAS J DE ENTRADA MARCADOR K CONCENTRACION (EN %) DEL GAS MAR CADOR N I EN EL GAS N J QUE ENTRA EN EL PROCESO; VOL GAS ENTRANTE CORRIENTE DEL VOLUMEN DE GAS DEL GAS N J QUE ENTRA EN EL PROCESO; VOL DE GAS DE SALIDA CORRIENTE DEL VOLUMEN DE GAS DEL GAS DE SALIDA PROCEDENTE DEL PROCESO, DONDE SIEMPRE DEBE CONOCERSE O PODERSE MEDIR UN NUMERO SUFICIENTE DE VALORES PARA PODER RESOLVER LAS ECUACIONES.
DISPOSITIVO PARA EL ENSAYO NO DESTRUCTIVO DE MATERIALES, EN ESPECIAL DE MATERIAL LAMINADO CALIENTE Y EN FORMA DE BARRAS.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(16/02/2005). Inventor/es: HORST SCHARLEMANN. Clasificación: B21B38/00, G01N27/90.
Dispositivo para el ensayo no destructivo de materiales, en especial de material laminado caliente y en la forma de barras, cuya temperatura se encuentra por encima del punto Curie; este dispositivo se compone de por lo menos un sistema de carretes de ensayo (19, 19), con el sistema de carretes, que está en alineación con el material laminado , y el mismo está situado de manera rotativa por este material laminado ; dispositivo éste que está caracterizado porque entre el material laminado y el sistema de carretes de ensayo (19, 19) está prevista una capa de medio refrigerante , que se encuentra apantallada con respecto al sistema de carretes de ensayo (19, 19) así como en relación con el material laminado ; a este efecto, el apantallamiento se compone de un material, cuya permeabilidad es de my = 1 y cuya conductividad se aproxima a cero.
PROCEDIMIENTO PARA EL MARCADO DE MATERIAL LAMINADO.
(01/07/2004) Procedimiento para el marcado de defectos materiales dentro de y/o sobre un material laminado en forma de barras después de abandonar éste el bastidor del laminado de acabado, según el cual son detectados - por medio de una comprobación por ultrasonido y/o mediante una comprobación por inducción - los puntos defectuosos; estas informaciones son transmitidas hacia un calculador para por éste ser identificadas en función del tipo de defecto y de su posición en el producto laminado - y ser memorizadas; y este calculador controla, en base a estos datos, un dispositivo de marcado, y esto de tal manera que el material terminado en la forma de barras…
PROCEDIMIENTO PARA EL CONTROL NO DESTRUCTIVO DEL MATERIAL DE LAMINACION EN CALIENTE, SOBRE TODO DE ACERO EN BARRAS.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(01/10/2003). Inventor/es: SCHARLEMANN, HORST. Clasificación: B21B38/00, G01N27/90.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA COMPROBACION NO DESTRUCTIVA DE MATERIALES DE LAMINACION CALIENTES, ESPECIALMENTE ACERO EN BARRAS, POR ENCIMA DEL PUNTO DE CURIE Y SIENDO CONDUCIDO EL ACERO A LAMINAR A TRAVES DE UNA BOBINA DE PASO. LOS POSIBLES DEFECTOS EXISTENTES EN EL ACERO, COMO FISURAS, AGUJEROS, ETC., PROVOCAN PERTURBACIONES DE PROPAGACION DE LAS CORRIENTE DE FOUCAULT GENERADAS EN EL MATERIAL DE PRUEBA, ORIGINANDO EN LA BOBINA UNA SEÑAL DE ERROR. DICHA SEÑAL SE REGISTRA Y SE ANALIZA, REALIZANDOSE LA COMPROBACION EN UN PUNTO DEL TREN DE LAMINACION EN EL QUE EL ACERO A LAMINAR ESTA SOMETIDO AL MAXIMO DESPLAZAMIENTO RECTILINEO ENTRE DOS PUNTOS MUY PROXIMOS.
{kind=link}
{kind=link}