41 patentes, modelos y diseños de GELLERT, JOBST ULRICH
INJERTO DE CAVIDAD REFRIGERADO PARA MOLDEO POR INYECCION.
(16/01/2004) Un aparato de moldeo por inyección que tiene una cavidad con una superficie externa extendida en un molde y un inserto de cavidad hueco con una superficie interna montada en el molde , en el que la superficie interna del inserto de la cavidad forma al menos una parte de la superficie externa de la cavidad , caracterizado porque: el inserto de la cavidad tiene al menos una parte interna hueca y una parte externa hueca, unidas conjuntamente de forma integral, teniendo la parte externa una superficie interna y una parte interna que tiene una superficie externa , encajando la parte interna dentro de la parte externa…
APARATO RETENEDOR DE BOQUILLA.
(16/10/2003) SE PRESENTA UN APARATO PARA EL MOLDEO POR INYECCION EN PAQUETE EN EL QUE SE MONTA UN DISTRIBUIDOR DE DISTRIBUCION DE MATERIAL FUNDIDO ENTRE DOS PLACAS DE SUJECION DE DISTRIBUIDOR . VARIAS BOQUILLAS CALIENTES SE ASIENTAN EN CADA PLACA , EXTENDIENDOSE LAS BOQUILLAS DE UNA PLACA EN UNA DIRECCION OPUESTA A LAS BOQUILLAS DE LA OTRA PLACA . LAS BOQUILLAS DE UNA DE LAS PLACAS SE MANTIENEN EN SU SITIO MEDIANTE LA FIJACION DEL DISTRIBUIDOR A ESA PLACA . LAS BOQUILLAS DE LA OTRA PLACA TIENEN CADA UNA UN APARATO DE RETENCION QUE LAS MANTIENE EN SU SITIO DURANTE EL MONTAJE Y DESMONTAJE. CADA APARATO DE RETENCION DE BOQUILLA TIENE…
CUATRO COLECTORES DE BOQUILLAS INTERCONECTADOS EN UN PLANO COMUN.
(01/09/2003) UN APARATO DE MOLDEO POR INYECCION DE MULTIPLES CAVIDADES QUE TIENE CUATRO MULTIPLES DE BOQUILLAS MONTADOS EN UN PLANO COMUN CON UN MULTIPLE DE ADMISION CENTRAL QUE TIENE DOS BRAZOS QUE SE EXTIENDEN EN DIRECCIONES OPUESTAS. EL MULTIPLE CENTRAL TIENE UN EJE LONGITUDINAL QUE SE EXTIENDE EN UNA PRIMERA DIRECCION A TRAVES DE LOS DOS BRAZOS. CADA MULTIPLE DE BOQUILLAS SE DESCENTRA DEL MULTIPLE CENTRAL EN UNA SEGUNDA DIRECCION QUE ES SUSTANCIALMENTE PERPENDICULAR AL EJE LONGITUDINAL . CADA MULTIPLE DE BOQUILLAS TIENE UNA ESPIGA POSICIONADORA PARA COLOCARLO EN UNA SEGUNDA DIRECCION PERPENDICULAR A LA PRIMERA DIRECCION.…
BOQUILLA DE CONEXION PARA COLECTORES DE MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2003). Ver ilustración. Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
APARATO DE MOLDEO POR INYECCION DE MULTIPLES CAVIDADES QUE CONTIENE VARIOS DISTRIBUIDORES DE MASA FUNDIDA INTERCONECTADOS POR CASQUILLOS CONECTORES ALARGADOS . CADA CASQUILLO CONECTOR TIENE UN MANGUITO EXTERIOR QUE SE ACOPLA A UNA SECCION CILINDRICA NO ROSCADA DEL CUERPO PRINCIPAL . EL CUERPO PRINCIPAL ESTA FABRICADO CON UN MATERIAL, COMO EL ACERO, CON LA SUFICIENTE RESISTENCIA PARA QUE LA EXPANSION TERMICA LLEVE LOS DISTRIBUIDORES A POSICIONES DE FUNCIONAMIENTO LIGERAMENTE APARTE SIN DAÑAR LOS CASQUILLOS CONECTORES . EL MANGUITO EXTERIOR DE CADA CASQUILLO CONECTOR ESTA FABRICADO CON UN MATERIAL, COMO EL COBRE, QUE TIENE UN COEFICIENTE DE EXPANSION SUFICIENTEMENTE MAS ALTO QUE EL DEL CUERPO PRINCIPAL , POR LO QUE GRACIAS A LA EXPANSION TERMICA EL CASQUILLO CONECTOR FORMA UNA JUNTA HERMETICA CONTRA LAS FUGAS DE MASA FUNDIDA.
ANILLO DE GUIADO Y ESTANQUEIDAD PARA BOQUILLA DE MOLDEO POR INYECCION.
(16/09/2002) APARATO DE MOLDEO POR INYECCION CON UNA GUIA Y UN ANILLO DE ESTANQUEIDAD MONTADOS ALREDEDOR DEL EXTREMO DELANTERO DE UNA BOQUILLA CALENTADA . EL ANILLO DE ACERO INOXIDABLE ENCAJA ALREDEDOR DE LA BOQUILLA Y TIENE UNOS DEDOS DOBLADOS SOBRE EL EXTREMO DELANTERO DE LA BOQUILLA PARA RETENERLA EN SU LUGAR CORRESPONDIENTE. UN ELEMENTO DE TERMOPAR SE EXTIENDE A TRAVES DE UNA RANURA QUE HAY FORMADA EN EL ANILLO Y SE DOBLA ENTRANDO EN UN AGUJERO QUE HAY FORMADO EN EL EXTREMO DELANTERO DE LA BOQUILLA. UNO DE LOS DEDOS SE DOBLA SOBRE EL ELEMENTO DE TERMOPAR PARA SUJETARLO EN SU POSICION CORRESPONDIENTE. LA SUPERFICIE EXTERIOR DEL ANILLO TIENE UNA SUPERFICIE CIRCUNFERENCIAL BISELADA QUE LLEVA HASTA UN SALIENTE QUE GUIA A LA BOQUILLA A SU LUGAR…
PIEZAS DE INSERCION CON ROSCA PARTIDA Y REFRIGERADA PARA EL MOLDEO DE PREFORMADOS POR INYECCION.
(16/08/2002) SE PRESENTAN ELEMENTOS INSERTADOS HENDIDOS CON ROSCAS QUE SE UTILIZA EN PREFORMAS DE BOTELLAS DE MOLDEADO POR INYECCION DE TEREFTALATO DE POLIETILENO (TPE). CADA ELEMENTO INSERTADO TIENE UNA SUPERFICIE INTERIOR CURVADA . UN PAR DE ELEMENTOS INSERTADOS ESTAN MONTADOS CARA A CARA EN EL MOLDE DE MANERA QUE LAS SUPERFICIES INTERIORES SE COMBINAN PARA FORMAR UNA ABERTURA A TRAVES DE LAS MISMAS. LA ABERTURA PROPORCIONA LA PORCION DE LA CAVIDAD QUE FORMA LA PORCION DE CUELLO DE LA PREFORMA. CADA UNO DE LOS ELEMENTOS INSERTADOS SEPARADOS CON ROSCAS TIENE UN CONDUCTO ENCERRADO A TRAVES DEL QUE CIRCULA UN FLUIDO DE REFRIGERACION PARA MEJORAR LA REFRIGERACION Y REDUCIR LA DURACION DEL CICLO DE MOLDEADO. EL CONDUCTO DE LIQUIDOS DE REFRIGERACION…
BOQUILLA DE MOLDEO POR INYECCION CON ALETAS RADIALES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2002). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
SE PRESENTA UNA BOQUILLA DE MOLDEADO POR INYECCION INTEGRAL QUE TIENE UNA PARTE INTERMEDIA DE ALTA CONDUCTIVIDAD TERMICA FORMADA ENTRE UNA PARTE INTERNA DE NUCLEO Y UNA PARTE EXTERNA DE CUBIERTA . LA PARTE INTERNA DE NUCLEO Y LA PARTE EXTERNA DE CUBIERTA ESTAN FORMADAS DE MATERIALES QUE TIENEN UNA ALTA RESISTENCIA Y QUE SON RESISTENTES AL DESGASTE Y A LA CORROSION. UNA DE ENTRE LA PARTE INTERIOR DE NUCLEO Y LA PARTE DE CUBIERTA EXTERNA TIENE UNA PLURALIDAD DE ASPAS SEPARADAS QUE SE EXTIENDEN RADIALMENTE A TRAVES DE LA PARTE INTERMEDIA ALTAMENTE CONDUCTORA PARA SUMINISTRAR MAS RESISTENCIA AL IMPACTO.
BOQUILLA DE MOLDEO POR INYECCION CON CONDUCTO DE REFRIGERACION HELICOIDAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2001). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
SE PRESENTA UNA BOQUILLA DE MOLDEADO A INYECCION PARA UN MATERIAL DE MOLDEADO TERMOENDURECIBLE DE MOLDEADO EN CORREDERA FRIA EN UN MOLDE CALIENTE. UN ORIFICIO SE EXTIENDE CENTRALMENTE A TRAVES DE LA BOQUILLA PARA DIRIGIR EL MATERIAL DE MOLDEADO LIQUIDO DESDE UN DISTRIBUIDOR ENFRIADO HASTA UNA COMPUERTA QUE SE DIRIGE A UNA CAVIDAD . UN CONDUCTO DE FLUIDO DE ENFRIAMIENTO, INTEGRAL TIENE UNA PARTE HELICOIDAL QUE SE EXTIENDEN CONCENTRICAMENTE ALREDEDOR DEL ORIFICO DEL MATERIAL DE MOLDEADO . EL FLUIDO DE ENFRIAMIENTO CIRCULA DESDE UNA PARTE DE ENTRADA RADIAL HASTA UNA PARTE DE SALIDA RADIAL DEL CONDUCTO DE FLUIDO DE ENFRIAMIENTO PARA ENFRIAR EL MATERIAL DE MOLDEADO LIQUIDO QUE FLUYE A TRAVES DEL ORIFICIO CENTRAL.
APARATO DE MOLDEO POR INYECCION CON TOBERAS QUE PUEDEN ADELANTAR PARA MONTAR LAS JUNTAS DE LAS ENTRADAS LATERALES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2000). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
APARATO DE MOLDEO POR INYECCION QUE TIENE VARIOS CIERRES DE COMPUERTA LATERALES QUE SE EXTIENDEN RADIALMENTE DESDE UNA BOQUILLA CALIENTE . LA BOQUILLA TIENE UNA PORCION REBORDEADORA DE POSICION QUE ES RECIBIDA EN UNA APERTURA EN EL MOLDE. ESTA SITUA LATERALMENTE LA BOQUILLA MIENTRAS PERMITE QUE SEA AVANZADA PARA MONTAJE DE LOS CIERRES DE COMPUERTA LATERALES Y A CONTINUACION RETRAIDA A UNA POSICION ENSAMBLADA DONDE ES LONGITUDINALMENTE SITUADA POR LOS CIERRES DE COMPUERTA LATERALES RECIBIDOS EN EL MOLDE. ASI, LA BOQUILLA ESTA SITUADA LONGITUDINALMENTE EN EL MISMO PLANO QUE LAS COMPUERTAS Y EN UNA REALIZACION UN COLECTOR DE DISTRIBUCION DE FUSION ES LIBRE PARA FLOTAR CON LOS EXTREMOS POSTERIORES DE LAS BOQUILLAS. TAMBIEN PROPORCIONA DIFERENCIAS EN LA EXPANSION TERMICA DEBIDAS A POSIBLES TEMPERATURAS DE OPERACION DIFERENTES.
PROCEDIMIENTO PARA FABRICAR UNA BOQUILLA DE MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2000). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27, B23P15/00.
UN METODO DE FABRICACION DE UNA BOQUILLA DE MOLDEADO POR INYECCION QUE TIENE UN ELEMENTO TERMICO ELECTRICO INTEGRADO . EL ELEMENTO TERMICO ESTA MONTADO EN UN ESPACIO FORMADO ENTRE UN NUCLEO INTERNO UN COLLARIN TRASERO EXTERNO Y UNA MANGA EXTERNA . EL ESPACIO SE OBTURA PRIMERAMENTE SOLDADO CON UN MATERIAL DE SOLDADURA DE ALEACION DE NIQUEL Y UN MATERIAL CONDUCTOR DE COBRE , Y DESPUES SE FUNDE DENTRO DEL ESPACIO. TANTO LA SOLDADURA COMO LA FUNDICION SE HACEN EN UN CICLO UNICO CONTROLADO DE UN HORNO DE VACIO . SE COLOCA UNA CAPERUZA AISLANTE SOBRE EL CONJUNTO DE MANERA A SUMINISTRAR UN GAS INERTE AL HORNO DE VACIO QUE REFRIGERA EL MATERIAL CONDUCTOR DE COBRE DEL FONDO. ESTO PRODUCE UNA SOLIDIFICACION UNIDIRECCIONAL QUE EVITA LA FORMACION DE VACIOS EN EL MATERIAL CONDUCTOR DE COBRE Y MEJORA LA CONDUCTIVIDAD TERMICA.
COLECTOR DE BOQUILLAS DE MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2000). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
SE PRESENTA UN APARATO DE MOLDEADO A INYECCION DE PUNTA CALIENTE QUE TIENE UN DISTRIBUIDOR CALIENTE PARA LA DISTRIBUCION DEL MATERIAL FUNDIDO PARA TRANSPORTAR EL MATERIAL FUNDIDO A UN NUMERO DE COMPUERTAS . UN NUMERO DE DISTRIBUIDORES DE BOQUILLA SE ENCUENTRAN MONTADOS PEGADOS A LA SUPERFICIE FRONTAL DEL DISTRIBUIDOR CALIENTE . CADA DISTRIBUIDOR DE BOQUILLA TIENE UN NUMERO DE PARTES DE BOQUILLAS SEPARADAS QUE SE EXTIENDEN DESDE UNA PARTE TRASERA DEL DISTRIBUIDOR . UN CANAL PARA EL MATERIAL FUNDIDO SE RAMIFICA DESDE LA ENTRADA DE LA SUPERFICIE TRASERA DE LA PARTE TRASERA DEL DISTRIBUIDOR HACIA UNA SALIDA SOBRE LA SUPERFICIE CONICA DE CADA PARTE DE BOQUILLA . LA SUPERFICIES TRASERAS DE LOS DISTRIBUIDORES DE BOQUILLA SON RECTANGULARES EN VEZ DE REDONDEADAS PARA MEJORAR LA EFICIENCIA DE LA TRANSFERENCIA DEL CALOR DESDE EL DISTRIBUIDOR CALIENTE HACIA LOS DISTRIBUIDORES DE BOQUILLA.
BOQUILLA PARA MOLDEO POR INYECCION CON NUCLEO Y COLLARIN INTEGRAL DESMONTABLES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1999). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
UNA BOQUILLA DE MOLDEO POR INYECCION CON UN CUERPO ALARGADO ASENTADO DE FORMA DESMONTABLE EN UN COLLAR EXTERIOR DE UNA PIEZA . EL COLLAR EXTERIOR TIENE UN REBORDE DE AISLAMIENTO CIRCULAR QUE SE ASIENTA EN EL MOLDE PARA SITUAR LA BOQUILLA. EL CUERPO ALARGADO TIENE UN ELEMENTO DE CALENTAMIENTO ELECTRICO ENROLLADO ALREDEDOR DE UN CANAL CENTRAL DE FUSION . LAS PORCIONES TERMINALES DEL ELEMENTO DE CALENTAMIENTO SE EXTIENDEN HACIA AFUERA A TRAVES DE UNA ABERTURA EN FORMA DE U QUE HAY EN EL COLLAR EXTERIOR HASTA ENTRAR EN UN CONECTOR DE CERAMICA . EL CONECTOR QUEDA ASEGURADO EN SU LUGAR CORRESPONDIENTE MEDIANTE UN LABIO INTERIOR QUE SE DESLIZA ENTRANDO EN UNA RANURA QUE HAY ALREDEDOR DE LA ABERTURA EN FORMA DE U.
APARATO DE MOLDEO POR INYECCION CON CANALES DE ENTRADA PERPENDICULARES CON PUNTA CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1999). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
UN APARATO DE MOLDEO POR INYECCION MULTICAVIDAD CON ENTRADAS DE PUNTAS CALIENTES QUE SE EXTIENDEN PERPENDICULARMENTE A LA DIRECCION DE LA APERTURA DE MOLDEO PARA CONSEGUIR UNA ACCION DE CIZALLAMIENTO MUY LIMPIA. LOS INYECTORES CALENTADOS SE EXTIENDEN DIAGONALMENTE HACIA EL EXTERIOR EN DOS FILAS DESDE UN PAR DE SUPERFICIES DIAGONALES QUE SE EXTIENDEN A LO LARGO DE UN TUBO ALARGADO DE FUSION MULTIPLE. CADA INYECTOR TIENE UNA PUNTA PUNTIAGUDA QUE SE EXTIENDE HACIA AFUERA EN UN ANGULO (B) A SU EJE LONGITUDINAL EN ALINEACION CON UNA DE LAS ENTRADAS . LOS ANGULOS EXTERIORES (A,B) DE LOS INYECTORES Y SUS PUNTAS PUNTIAGUDAS CAPACITAN A LAS ENTRADAS ORIENTARSE PARALELAMENTE A LA LINEA DE SEPARACION Y PERPENDICULARMENTE A LA DIRECCION DE LA APERTURA DE MOLDEO.
BOQUILLA PARA MOLDEO POR INYECCION CON ELEMENTO CALENTADOR EMBUTIDO A PRESION Y SEGMENTO DE COLLAR INTEGRAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1999). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
TOBERA DE MOLDEO POR INYECCION CON UNA PARTE DEL ANILLO EXTERIOR EXTENDIENDOSE ALREDEDOR DE LA PARTE DE ATRAS DE UNA PARTE CENTRAL INTERIOR . LA TOBERA TIENE UN ELEMENTO DE CALDEO ELECTRICO CON UNA PARTE HELICOIDAL EXTENDIENDOSE EN UNA ESTRIA HELICOIDAL EN LA SUPERFICIE EXTERIOR DE LA PARTE CENTRAL INTERIOR . UNA CONSTRUCCION INTEGRAL DE UNA SOLA PIEZA ES FACILITADA SIN TENER QUE SOBRECALENTAR EL ELEMENTO DE CALDEO POR LA COMBINACION DE LA PARTE HELICOIDAL DEL ELEMENTO DE CALDEO SIENDO COLOCADO A PRESION Y REHECHO EN LA ESTRIA Y LA PARTE DEL ANILLO EXTERIOR Y LA PARTE CENTRAL INTERIOR SIENDO ASEGURADAS UNA CON OTRA POR UN SELLADOR CERAMICO TERMOFRAGUADO.
JUNTA DE ORIFICIO PARA INYECTAR LATERAL CALENTADO CON REBORDE CIRCUNFERENCIAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1999). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
APARATO DE MOLDEO POR INYECCION QUE TIENE UN NUMERO DE CIERRES DE COMPUERTA LATERALES QUE SE EXTIENDEN HACIA AFUERA DESDE UNA BOQUILLA CENTRAL CALIENTE PARA TRANSPORTAR LA FUNDICION A CAVIDADES SEPARADAS ALREDEDOR DE LA BOQUILLA. CADA CIERRE DE COMPUERTA LATERAL TIENE UN EXTREMO INTERIOR CERRADO EN UNA PORCION FRONTAL DE LA BOQUILLA Y SE EXTIENDE HACIA AFUERA A TRAVES DE UN ESPACIO DE AIRE AISLANTE EN UNA APERTURA RADIAL EN UN MOLDE FRIO QUE DIRIGE UNA COMPUERTA A UNA CAVIDAD RESPECTIVA. CADA CIERRE DE COMPUERTA LATERAL TIENE UN PICO APUNTADO ALINEADO CON LA COMPUERTA Y UN REBORDE DE CIERRE CILINDRICO QUE SE AJUSTA EN UNA PORCION CILINDRICA DE UNION DE LA APERTURA RADIAL EN EL MOLDE. ESTE CIERRE ALREDEDOR DEL CIERRE DE COMPUERTA LATERAL SITUA LA BOQUILLA LONGITUDINALMENTE MIENTRAS PERMITE QUE EL REBORDE DE CIERRE CILINDRICO SE DESLICE LIGERAMENTE HACIA DENTRO Y HACIA AFUERA PARA PERMITIR UNA EXPANSION Y CONTRACCION TERMICA DEL CIERRE DE COMPUERTA LATERAL.
BOQUILLA PARA MOLDEO POR INYECCION QUE RETIENE UN ELEMENTO DE PAR TERMICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1997). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
UNA BOQUILLA PARA MOLDEO POR INYECCION SOBRE LA QUE SE PUEDE MONTAR DE MANERA MOVIL Y RETENER EN SU LUGAR UN ELEMENTO DE PAR TERMICO . LA BOQUILLA TIENE UNA PARTE FRONTAL Y UNA PARTE DE ANILLO TRASERO DE MAYOR DIAMETRO CON UN CONDUCTO DE ELEMENTO TERMOPAR A TRAVES DE ELLAS. UN TALADRO DE ELEMENTO DE PAR TERMICO SE EXTIENDE HACIA ATRAS DESDE EL EXTREMO FRONTAL DE LA BOQUILLA Y UN CANAL DE ELEMENTO DE PAR TERMICO SE EXTIENDE HACIA AFUERA CRUZANDO EL EXTREMO POSTERIOR DESDE EL CONDUCTO DE ELEMENTO DE PAR TERMICO . UNA PARTE FRONTAL DE UN ELEMENTO DE PAR TERMICO CONVENIENTEMENTE CURVABLE Y RETENTIVA SE INSERTA EN EL TALADRO EN EL EXTREMO FRONTAL Y SE CURVA PARA EXTENDERSE HACIA ATRAS EN EL CONDUCTO A TRAVES DE LA PORCION TRASERA DEL CASQUILLO . UNA PARTE TRASERA DEL ELEMENTO DE PAR TERMICO ESTA CURVADA EN EL LUGAR DEL CANAL EN EL EXTREMO TRASERO . EL ELEMENTO DE PAR TERMICO SE AUTO RETIENE CON SEGURIDAD EN SU POSICION MIENTRAS LA BOQUILLA SE INSTALA EN EL MOLDE.
BOQUILLA DE INYECCION PARA MOLDEADO CON TUBO TERMOPAR.
(16/08/1997) SE PRESENTA UNA BOQUILLA CALENTADA, PARA MOLDEADO A INYECCION QUE TIENE UN REBORDE DE POSICIONAMIENTO CILINDRICO QUE SE EXTIENDE EXTERIORMENTE DESDE UNA PARTE TRASERA DEL CUELLO PARA MONTAR LA BOQUILLA EN UNA CAVIDAD DE UN MOLDE REFRIGERADO. LA BOQUILLA TIENE UNA PARTE CENTRAL CILINDRICA CON UN ESPACIO DE AIRE AISLANTE QUE SE EXTIENDE ENTRE ELLA Y EL MOLDE REFRIGERADO QUE LA RODEA. UN TUBO HUECO, TERMOPAR SE EXTIENDE A TRAVES DE LA PARTE DEL CUELLO TRASERO Y A LO LARGO DE LA SUPERFICIE INTERNA DE LA PESTAÑA DE POSICIONAMIENTO PARA RECIBIR DE MANERA DESMONTABLE UN ELEMENTO TERMOPAR QUE SE EXTIENDE DESDE EL EXTREMO TRASERO DE LA BOQUILLA Y A TRAVES DEL ESPACIO DE AIRE AISLANTE PARA MONITORIZAR LA TEMPERATURA DE FUNCIONAMIENTO CERCA DEL EXTREMO DELANTERO DE LA BOQUILLA. EN EL CASO DE QUE EL MATERIAL FUNDIDO A PRESION QUE SALE PARA LLENAR…
METODO PARA LA FABRICACION DE UNA TOBERA DE MOLDEO POR INYECCION CON UN ELEMENTO DE CALENTAMIENTO QUE SE EXTIENDE HACIA AFUERA ENTRE UNAS PORCIONES DE COLLAR ADYACENTES Y UNA TOBERA DE MOLDEO POR INYECCION.
(01/05/1997) UN METODO PARA LA FABRICACION DE UNA TOBERA DE MOLDEO POR INYECCION QUE TIENE UN ELEMENTO DE CALENTAMIENTO ELECTRICO ENROLLADO EN UN CANAL . EL ELEMENTO DE CALENTAMIENTO TIENE DOS ALAMBRES TERMINALES QUE SE EXTIENDEN RADIALMENTE HACIA AFUERA PARALELOS ENTRE SI DESDE BIEN UNA PORCION FINAL COMUN O DOS PORCIONES FINALES SEPARADAS DEL ELEMENTO DE CALENTAMIENTO. TRAS ENROLLAR EL ELEMENTO DE CALENTAMIENTO EN EL CANAL EN ESPIRAL QUE HAY EN EL CUERPO DE LA TOBERA SE MONTAN UNAS PORCIONES DE COLLAR DELANTERAS Y TRASERAS ALREDEDOR DEL CUERPO DE LA TOBERA PARA FORMAR UNA RANURA RADIAL O APERTURA ENTRE ELLAS A TRAVES DE LAS CUALES SE PROYECTAN LA PORCION O PORCIONES FINALES DEL ELEMENTO DE CALENTAMIENTO. HAY MONTADA…
APARATO PARA EL MOLDEADO A INYECCION CON SONDA DE PUNTA ANGULADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1997). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/30.
SE PRESENTA UN APARATO PARA EL MOLDEO A INYECCION EN EL QUE UNA SONDA CALIENTE SE EXTIENDE EN EL INTERIOR DE UN HUECO EN UNA PLANCHA DE UNA CAVIDAD QUE TIENE UN EXTREMO TRASERO GENERALMENTE ESFERICO . EL EXTREMO TRASERO DE LA SONDA CALENTADA TIENE AL MENOS UNA PUNTA CONICA QUE SE EXTIENDE EXTERIORMENTE EN ANGULO AL INTERIOR DEL HUECO CONICO DIRIGIENDOSE A LA COMPUERTA . CADA HUECO CONICO TIENE UN ANGULO INCLUIDO DE AL MENOS 90 (GRADOS) Y EL HUECO CONICO Y LA PUNTA CONICA SE EXTIENDEN HACIA AFUERA A LO LARGO DEL MISMO EJE CENTRAL EN ANGULO CON EL EJE LONGITUDINAL DE LA SONDA. ESTO PERMITE QUE LA PUNTA SE EXTIENDA COMPLETAMENTE EN EL INTERIOR DEL HUECO SIN INTERFERIR CON SU EXTRACCION PARA LA LIMPIEZA O REPARACION. EL ANGULO INCLUIDO DE LA PUNTA CONICA ES SUBSTANCIALMENTE INFERIOR QUE EL ANGULO INCLUIDO DEL HUECO CONICO QUE ACELERA GRADUALMENTE EL FLUJO DEL MATERIAL FUNDIDO A MEDIDA QUE SE APROXIMA A LA COMPUERTA.
APARATO DE MOLDEO POR COINYECCION CON UN MECANISMO DE ACCIONAMIENTO AXIAL ROTATIVO.
(16/10/1996) APARATO DE MOLDEO POR INYECCION CON UN ORIFICIO DE INYECCION CON UNA VALVULA PARA COINYECTAR Y/O INYECTAR SECUENCIALMENTE DOS FLUIDOS DIFERENTES A TRAVES DE UNA COMPUERTA QUE ENTRAN EN UNA CAVIDAD . UN MIEMBRO DE ALFILER DE VALVULA ALARGADO ES RECIBIDO EN UN MIEMBRO DE MANGUITO DE VALVULA ALARGADO DE MANERA ALINEADA RESPECTO AL ORIFICIO DE INYECCION Y UN MECANISMO ACCIONADOR INDEPENDIENTE LES HACE OSCILAR ROTATIVAMENTE ASI COMO AXIALMENTE PARA CONTROLAR EL FLUJO DE LOS FLUIDOS A TRAVES DEL ORIFICIO DE INYECCION. CADA UNO DE LOS MECANISMOS ACCIONADORES TIENE UN MIEMBRO DE BASTIDOR ACCIONADO POR UN PISTON PARA PROPORCIONAR UN MOVIMIENTO ROTATIVO…
TOBERA DE MOLDEO POR INYECCION PARA UN SISTEMA DE MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1996). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/16, B29C45/27.
LA INVENCION SE REFIERE A UNA TOBERA DE MOLDEO POR INYECCION CALENTADA PARA SER UTILIZADA EN UN SISTEMA DE MOLDEO POR INYECCION PARA EL MOLDEO POR INYECCION DE VARIAS MASAS FUNDIDAS DE PLASTICO, DIFERENTES EN UN CICLO DE MOLDEO POR INYECCION. SEGUN LA INVENCION, LA TOBERA DE MOLDEO POR INYECCION SE CARACTERIZA PORQUE EL CUERPO DE LA TOBERA TIENE VARIOS PASOS PARA LA MASA FUNDIDA PARA VARIOS MATERIALES DE PLASTICO Y PORQUE UN PRIMER PASO PARA LA MASA FUNDIDA PUEDA DEFINIDO POR UN PRIMER Y UN SEGUNDO AGUJEROS PARA LA MASA FUNDIDA (7A, 7B) Y UN PRIMER EQUIPO DISTRIBUIDOR DE LA MASA FUNDIDA (24, 7C, 7A) EMBUTIDO EN LA SUPERFICIE FINAL POSTERIOR DEL CUERPO DE LA TOBERA.
SISTEMA DE MOLDEADO A INYECCION QUE TIENE BOQUILLA DE ALIMENTACION DOBLE DE ASIENTO MULTIPLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1996). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/28.
SE PRESENTA UN SISTEMA DE MOLDEADO A INYECCION MULTICAVIDAD CONTROLADO MEDIANTE VALVULAS QUE TIENE UN CONDUCTO ALARGADO A TRAVES DEL CUAL LA MEZCLA FUNDIDA PASA HASTA UN NUMERO DE BOQUILLAS PRECALENTADAS. UN MIEMBRO DE UNA VALVULA SE ASIENTA EN UNA ABERTURA A TRAVES DEL CONDUCTO EN ALINEAMIENTO CON CADA BOQUILLA. EL MIEMBRO DE LA VALVULA SE MANTIENE EN CONTACTO ENTRE LA PLANCHA DE RESPALDO Y LA CARA TRASERA DE CADA BOQUILLA. EL MIEMBRO DE LA VALVULA TIENE UN CONDUCTO PARA LA MEZCLA FUNDIDA CON DOS BRAZOS SUAVEMENTE CURVADOS QUE ESTAN CONECTADOS ENTRE EL PASO DE LA MEZCLA FUNDIDA EN EL CONDUCTO PRINCIPAL Y EL PASO DE LA MEZCLA FUNDIDA ALREDEDOR DEL MIEMBRO DE LA VALVULA. DICHO MIEMBRO SUMINISTRA UN CIERRE ESTANCO ALREDEDOR DEL MIEMBRO DE LA VALVULA RECIPROCO Y TIENE UNA PESTAÑA EXTERIOR QUE FORMA UN ESPACIO DE AIRE AISLANTE Y UNA CAMARA DE CONTENCION PARA LA MEZCLA FUNDIDA LA CUAL NO PUEDE ESCAPAR.
SOPORTE DE BASE ENFRIADO DE MOLDEO POR INYECCION PARA UNA BOQUILLA CALENTADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1995). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
UN SOPORTE DE BASE ENFRIADA INTEGRAL DE MOLDEO POR INYECCION PARA SER ASENTADO EN UN POZO EN UNA PLACA DE CAVIDAD PARA RECIBIR UNA BOQUILLA CALENTADA. UNA PARTE DE TUBO CENTRAL, SE EXTIENDE ENTRE UNA PARTE DE COLLARIN POSTERIOR Y UNA PARTE DE BASE FRONTAL PARA FORMAR UNA BASE ALARGADA PARA RECIBIR LA BOQUILLA. LA PARTE DE TUBO TIENE TUBOS DE ENTRADA Y SALIDA DE PEQUEÑO DIAMETRO RECIBIDOS EN RANURAS LONGITUDINALES QUE LLEVAN UN FLUJO DE AGUA ENFRIADORA QUE ES RECIBIDO EN LA PARTE DE COLLARIN POSTERIOR A LA PARTE DE BASE FRONTAL. EL AGUA FLUYE ALREDEDOR DE UN CONDUCTO CIRCULAR EN LA PARTE DE BASE FRONTAL PARA DAR UN ENFRIAMIENTO ADYACENTE A LA PUERTA. LOS COMPONENTES DEL SOPORTE DE BASE SE SUELDAN FUERTEMENTE E INTEGRALMENTE JUNTOS EN UN HORNO AL VACIO. LOS SOPORTES DE LAS BASES ESTAN HECHOS DE VARIAS LONGITUDES PRESELECCIONADAS PARA ACOPLARSE CON BOQUILLAS DE DIFERENTES LONGITUDES MEDIANTE EL CORTE DE LA PARTE CENTRAL DEL TUBO INCLUYENDO LOS TUBOS DE ENTRADA Y SALIDA EN DIFERENTES LONGITUDES ESTANDAR.
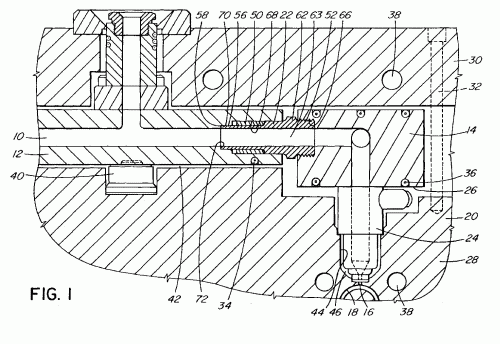
BOQUILLA DE MOLDEO POR INYECCION TENIENDO UNA PORCION SALIENTE CON ELEMENTO CALENTADO RODEANDO EL ORIFICIO Y METODO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1995). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27, B23P15/00.
UNA BOQUILLA DE MOLDEO POR INYECCION INTEGRAL CON PUERTA DE MAZAROTE Y METODO, TENIENDO UN ORIFICIO PARA FUNDICION EXTENDIENDOSE CENTRALMENTE A SU TRAVES, EN DONDE UNA PORCION TERMINAL DELANTERA CIRCULAR DEL ELEMENTO ELECTRICO DE CALENTAMIENTO RODEA EL ORIFICIO DE FUNDICION EN LA PORCION SALIENTE PARA PROVEER CALOR ADICIONAL ADYACENTE A LA PUERTA. EL METODO INCLUYE LOCALIZAR LA PORCION DEL ELEMENTO DE CALENTAMIENTO EN UN ESPACIO COAXIAL ENTRE UN MIEMBRO CENTRAL Y UN MIEMBRO DE EMBUDO, SOLDANDOLOS JUNTOS EN UN HORNO DE VACIO PARA FORMAR LA PORCION SALIENTE DE BOQUILLA. LA PORCION SALIENTE SE TALADRA Y MECANIZA PARA PROVEER EL TAMAÑO DE PUERTA Y CONFIGURACION DESEADOS, DEPENDIENDO DE LA APLICACION PARTICULAR.FIG 1.
SISTEMA DE MOLDEO POR INYECCION TENIENDO UNA VALVULA CON UNA PARTE ENCARRUJADA AISLANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1995). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/28.
UN SISTEMA DE MOLDEO POR INYECCION CON VALVULA DE SALIDA, TENIENDO UN NUEVO MIEMBRO DE VALVULA PARA UN GRAN VOLUMEN DE APLICACIONES. EL MIEMBRO VALVULA ALARGADO TIENE UNA PARTE ENCARRUJADA AISLANTE ENTRE LA PORCION PRINCIPAL DE ACERO Y UNA PARTE CONDUCTORA ADYACENTE AL EXTREMO DE LA PUNTA. LA PARTE CONDUCTORA PROVEE ENFRIAMIENTO MAS RAPIDO CUANDO EL EXTREMO DE LA PUNTA ESTA APOYADO EN LA PUERTA EN LA POSICION DE CIERRE. LA PARTE AISLANTE ADYACENTE PROVEE UNA BARRERA TERMICA PARA REDUCIR EL FLUJO DE CALOR A LO LARGO DE LA VALVULA EN LA PORCION CONDUCTORA. ESTA COMBINACION IMPIDE QUE EL EXTREMO DE LA PUNTA SE QUEDE PEGADA CUANDO SE ABRE EL MOLDE Y PERMITE POR ESTO QUE LA DURACION DEL CICLO SEA REDUCIDA. LA PORCION CONDUCTORA TIENE UN TAPON INTEGRAL DE COBRE Y BERILO, EL CUAL ESTA APOYADO EN COSTILLAS QUE SE EXTIENDEN RADIALMENTE DESDE LA PARTE AISLANTE PARA OPONERSE A LOS CONTINUOS Y REPETIDOS IMPACTOS DE CARGA SIEMPRE QUE LA PUERTA SE CIERRE.FIG 1.
BOCA DE MOLDEO DE INYECCION CON MECANISMO DE ACTIVACION AUTO-SOPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1995). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/28.
UNA BOCA DE MOLDEO DE INYECCION QUE TIENE MECANISMO DE ACTIVACION DE VALVULA AUTO-SOPORTE. LA VALVULA ALARGADA SE EXTIENDE TRASERAMENTE DENTRO DE UN MONTAJE DE CILINDRO QUE ES MONTADO EN EL CUERPO PRINCIPAL DE LA BOCA. EL EXTREMO TRASERO DE LA VALVULA ESTA CONECTADO A UN PISTON ACTIVADO NEUMATICAMENTE PARA RECIPROCAR ENTRE LAS POSICIONES ABIERTA Y CERRADA. UNA ABRAZADERA DE CUÑA QUITABLE LIGA AL MONTAJE DE CILINDRO A UN CONECTOR QUE ES SUJETADO AL EXTREMO TRASERO DEL CUERPO PRINCIPAL DE LA BOCA.
SOPORTE DE MOLDEO A INYECCION Y MECANISMO DE MANIOBRA DE LA AGUJA DE VALVULA DE PIÑON.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1995). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/28.
UN SISTEMA DE MOLDEO A INYECCION TIENE UN SOPORTE NEUMATICO DE DOBLE ACCION Y UN MECANISMO DE MANOBRA DE AGUJA DE VALVULA DE PIÑON. EL TUBO DE FUNDICION DERIVA EN UN COLECTOR QUE FORMA UNA ENTRADA CENTRAL Y FLUYE A LO LARGO DE LA AGUJA DE VALVULA EN UN CILINDRO CENTRAL A LA BOQUILLA DEL RESPIRADERO. UN PIÑON DENTADO MONTADO EN UNA RANURA DEL COLECTOR. EL MIEMBRO PIÑON ACCIONA UN MIEMBRO SOPORTE DENTADO A LO LARGO DE UNA LINEA RECTA EN LA RANURA DEL COLECTOR Y TAMBIEN ACCIONA UN CABEZAL ALARGADO DE LA AGUJA DE VALVULA AL MIEMBRO SOPORTE. FUERZAS LATERALES DESDE EL MIEMBRO PIÑON SON ABSORBIDOS POR CONTACTO DE LAS SUPERFICIES DEL MIEMBRO SOPORTE CONTRA SUPERFICIES DEL MIEMBRO SOPORTE CONTRA SUPERFICIES DE ADAPTACION DEL COLECTOR Y/O UN ANILLO DE LA AGUJA DE VALVULA Y NO SON TRANSMITIDAS A DICHA AGUJA. ESTO EVITA UN DESIGUAL USO Y EL CUMULO DE DEPOSITOS DE FUNDICION ALREDEDOR DE LA AGUJA QUE DE OTRA FORMA PODRIA RESULTAR DE UNA MALA FUNDICION.
APARATO PARA EL MOLDEADO A INYECCION QUE TIENE UN ELEMENTO CALENTADOR SEPARADO EN LA CAVIDAD QUE FORMA EL ENCASTRE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1995). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
SE PRESENTA UN APARATO PARA EL MOLDEADO TERMICO A INYECCION QUE TIENE UNA CAVIDAD QUE FORMA UN ENCASTRE SEPARADO DE LA BOQUILLA RECALENTADA. LA CAVIDAD QUE FORMA EL ENCASTRE TIENE UNA COMBINACION DE ELEMENTOS CALENTADORES Y REFRIGERADORES QUE SE EXTIENDEN ALREDEDOR DE UN AGUJERO CENTRAL QUE SE ENCUENTRA DELANTE DEL ORIFICIO DE INYECCION. LA CAVIDAD QUE FORMA EL ENCASTRE TIENE UN ELEMENTO ELECTRICO CALENTADOR INTEGRAL CON UNA PARTE INTERIOR QUE TIENE UN NUMERO DE BOBINAS ADYACENTES CERCA DEL ORIFICIO DE INYECCION. LA ENERGIA QUE ALIMENTA EL ELEMENTO CALENTADOR SE CONMUTA SUCESIVAMENTE A ESTADOS DE ENCENDIDO Y APAGADO DURANTE EL CICLO DE INYECCION, Y LA COMBINACION DE LOS SUCESIVOS CALENTAMIENTOS Y ENFRIAMIENTOS EN LA CAVIDAD QUE FORMA EL ENCASTRE MEJORA LA RESPUESTA TERMICA Y ACORTA EL TIEMPO DE CADA CICLO.
MIEMBRO ESPACIADOR ELASTICO Y AISLANTE DE MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1995). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27.
UN MIEMBRO ESPACIADOR ELASTICO Y AISLANTE QUE VA A SER MONTADO ENTRE UN COLECTOR CALENTADO Y UNA PLACA DE SUJECCION ENFRIADA EN UN SISTEMA DE MOLDEO POR INYECCION. EL MIEMBRO TIENE UNA GRAN CANTIDAD DE ANILLOS CONCENTRICOS EN FORMA DE V. TIENE UNA SECCION TRANVERSAL UNIFORME CON UN NUMERO DETERMINADO DE PORCIONES DE TRAMA QUE SE EXTIENDEN EN DIAGONAL ENTRE LAS PARTES ACANALADAS ALTERNAS FRONTAL Y TRASERA. LAS SUPERFICIES EXTERNAS DE ESTAS PARTES SE ALINEAN PARA PROPORCIONAR LADOS DELANTEROS Y TRASEROS DEL MIEMBRO ESPACIADOR QUE SE EXTIENDEN PARALELAMENTE HACIA UNA DISTANCIA APARTADA PREDETERMINADA. ALGUNAS DE LAS SUPERFICIES EXTERNAS TIENEN UNA ESTRIA CIRCULAR AISLANTE QUE SE EXTIENDE HACIA EL INTERIOR. EL MIEMBRO ESPACIADOR ESTA FORMADO DE ACERO PARA TENER UNA COMBINACION PREDETERMINADA RESISTENCIA, ELASTICIDAD Y CONDUCTIVIDAD TERMICA REDUCIDA.
SISTEMA DE MOLDEO POR INYECCION CON TOBERAS POLARIZADAS DE MUELLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1994). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/23, B29C45/20.
UN SISTEMA O APARATO DE MOLDEO POR INYECCION DE CAVIDADES MULTIPLES CON UNA CAJA DE RESORTE Y SELLADO COLOCADA ENTRE CADA TOBERA Y EL DISTRIBUIDOR . CADA TOBERA OSCILA ENTRE UNA POSICION ABIERTA RETRAIDA Y UNA POSICION CERRADA HACIA DELANTE EN EL QUE EL EXTREMO ANTERIOR AHUSADO SE ASIENTA EN UNA SALIDA . LA TOBERA TIENE UNA ZONA DE MANGA CENTRAL CON UN DIAMETRO INTERIOR QUE SE PROYECTA HACIA ATRAS DENTRO DE UN HUECO DE ADAPTACION TALADRADO EN LA CAJA. LOS MUELLES DE DISCO , COLOCADOS EN UN CANAL EN LA CAJA QUE SE EXTIENDE ALREDEDOR DE LA ZONA DE MANGA DE LA TOBERA , POLARIZAN LA TOBERA HACIA LA POSICION CERRADA. ASI, DURANTE CADA CICLO LA PRESION DE INYECCION CONDUCE CADA TOBERA A LA POSICION ABIERTA RETRAIDA, Y LUEGO LA POLARIZACION DEL MUELLE LA CONDUCE HACIA LA POSICION CERRADA ANTERIOR CUANDO SE LIBERA LA PRESION DE INYECCION. LA CAJA DE MUELLE Y SELLADO EVITA EL ESCAPE Y DESALINEAMIENTO CUANDO OSCILA LA TOBERA.
SISTEMA DE MOLDEO DE INYECCION QUE TIENE MECANISMO INFLUENCIADOR DE CLAVIJA DE VALVULA COMPENSADOR.
(01/11/1994) UN SISTEMA DE MOLDEO DE INYECCION PORTICADO DE VALVULA DE ENTRADA CENTRAL QUE TIENE UNA TOBERA CALENTADA ASEGURADA EN EL FRONTAL DE UNA COLECTOR CALENTADO CON AL MENOS UN PAR DE MECANISMOS INFLUENCIADOS DE VALVULA QUE SE EXTIENDEN RADIALMENTE HACIA FUERA DESDE UNA VALVULA RECIPROCA ALARGADA. EL PASO DE FUSION SE DIVIDE EN DOS RAMAS QUE SE EXTIENDEN A TRAVES DE UN COLECTOR HACIA FUERA ALREDEDOR DE UNA PARTE TRASERA DE LA VALVULA . LAS DOS RAMAS DEL PASO Y LOS DOS MECANISMOS ESTAN ALTERNATIVAMENTE ESPACIADOS ANGULARMENTE, UNIFORMEMENTE ALREDEDOR DE LA VALVULA QUE CONSIDERABLEMENTE REDUCE EL ESPACIO REQUERIDO. LA VALVULA TIENE UN EXTREMO AVANZADO ALARGADO QUE SE ABRE HACIA DELANTE DENTRO DE LA CAVIDAD Y SE CIERRA EN UNA POSICION RETRAIDA,…
METODO PARA HACER UNA BOCA DE INYECCION DE MOLDEO DE TAMAÑO SELECCIONADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1994). Inventor/es: GELLERT, JOBST ULRICH. Clasificación: B29C45/27, B23P15/00.
UN METODO PARA HACER BOCAS DE INYECCION DE MOLDEO DE LONGUITUDES PREDETERMINADAS DESEADAS (B) Y CAPACIDAD QUE COMBINA LAS VENTAJAS DE LA FABRICACION A GRANDE ESCALA CON LA FLEXIBILIDAD DEL MONTAJE INDIVIDUAL. LOS COMPONENTES INDIVIDUALES DE ACERO TAL COMO LA PORCION POSTERIOR , UNA PORCION ANTERIOR ELONGADA , Y UNA PIEZA CONECTORA SE FABRICAN EN VOLUMEN, Y LA PORCION ANTERIOR SE HACE A TAMAÑOS DIFERENTES PREDETERMINADOS. DESPUES SE SELECCIONA UNA PORCION ANTERIOR Y EL DIAMETRO DE LA PARED INTERIOR, Y SE MONTAN JUNTO CON UNA PORCION POSTERIOR Y UNA PIEZA CONECTORA. EN CASO DE SER NECESARIO, EL CANAL DE FUSION A TRAVES DE LA PORCION POSTERIOR Y LA PIEZA CONECTORA SE ALARGAN PARA ALCANZAR EL DIAMETRO DE LA PARED INTERIOR DE LA PORCION ANTERIOR. MAS ADELANTE, LOS COMPONENTES YA MONTADOS SE SUELDAN PARA FORMAR UNA BOCA QUE TIENE UNA LONGITUD ESPECIFICA PREDETERMINADA Y EL DIAMETRO DEL CANAL DE FUSION.
{kind=link}