PROCEDIMIENTO DE FABRICACION DE CAPSULAS DE SOBRETAPONAMIENTO Y UTILLAJE PARA SU REALIZACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1977). Clasificación: B29C57/10.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1977). Clasificación: B29C57/10.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1976). Clasificación: B65D35/12.
Resumen no disponible.
Sección de la CIP Física
(16/01/1976). Clasificación: G09F.
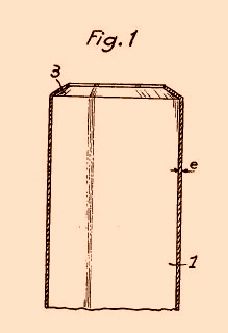
Elemento de sobretaponamiento para botellas, constituído por un faldón de un material termo-retráctil, caracterizado porque está dividido por conformación en una serie de zonas anulares cuyas volúmenes respectivos disminuyen en cascada hacia uno de los extremos del aludido faldon, la cual conformación que determina el escalonamiento de zonas anulares se consigue por medio de un calentamiento aprovechando la calidad de retráctil del material.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1971). Ver ilustración. Clasificación: B65D.
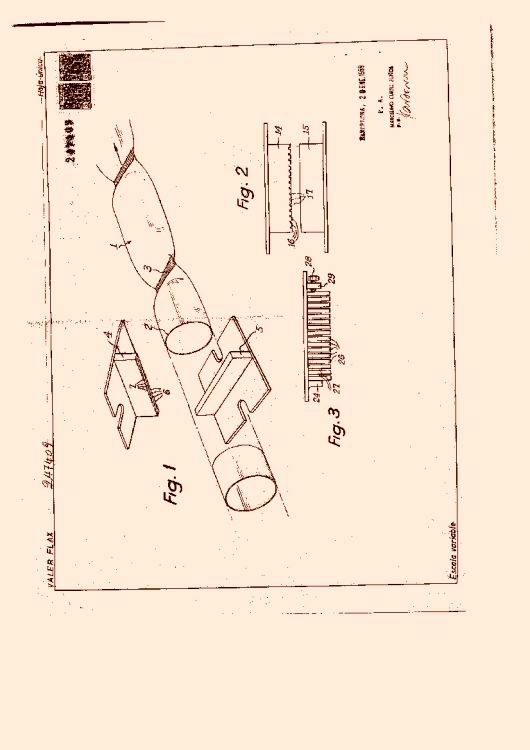
Un recipiente flexible para líquidos, que se caracteriza por ser el resultado de la separación de un trozo comprendido entre dos soldaduras transversales de una vaina tubular que se forma pariendo de una banda contínua de material plástico termo-soldable y en la que, antes de ser soldada, se han producido dos fuelles laterales antagónicos cuyas formas son fijadas por las dos citadas soldaduras transversales.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1970). Clasificación: B65B9/12, B65D31/10, B65D30/20, B65D77/12, B65D.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1966).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1965). Ver ilustración. Clasificación: B29D23/20, B29C31/00B, B29C65/00K6, B29C65/06B, B29C65/06C, B29C31/00, B29C65/00, B29C65/06.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1962). Ver ilustración. Clasificación: B65D.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
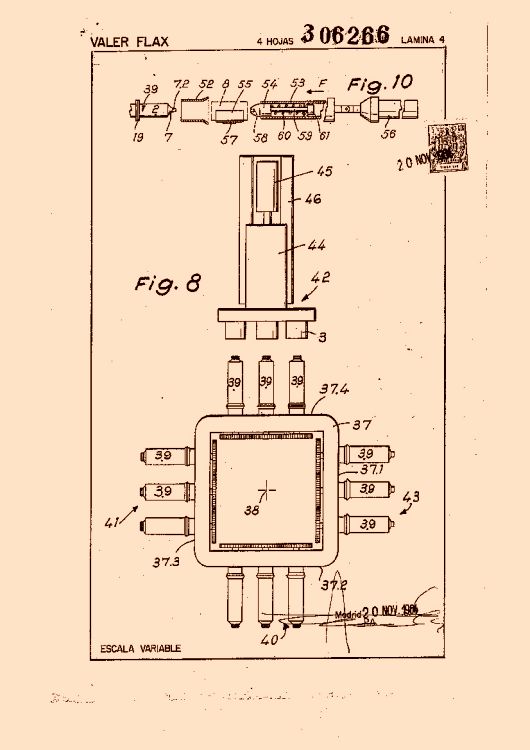
(01/03/1962). Ver ilustración. Clasificación: B29C65/02, B29D23/20, B65D35/08, B65D31/14, B29C67/00E2, B31B19/84C2, B29C67/00, B31B19/84.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1961). Clasificación: B65.
Perfeccionamientos en el método de fabricación de recipientes tubulares de materia plástica, que se caracterizan porque el diámetro del brocal es sensiblemente menor que el del mandril y la superficie interna del elemento tubular.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1961). Ver ilustración. Clasificación: B29K.
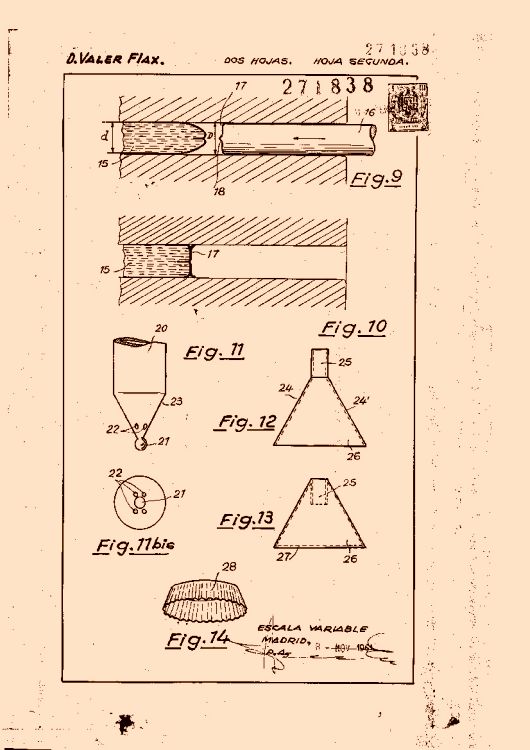
Procedimiento de fijación de brocales a un elemento tubular de materia termoscidable, que se caracteriza porque se parte de un elemento tubular a cuya pared van soldados brocales, por la acción de presión y calor, y del cual se forman recipientes aislados mediante soldaduras transversales, posteriormente cortadas, previo llenado del elemento tubular.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1961). Clasificación: B65D.
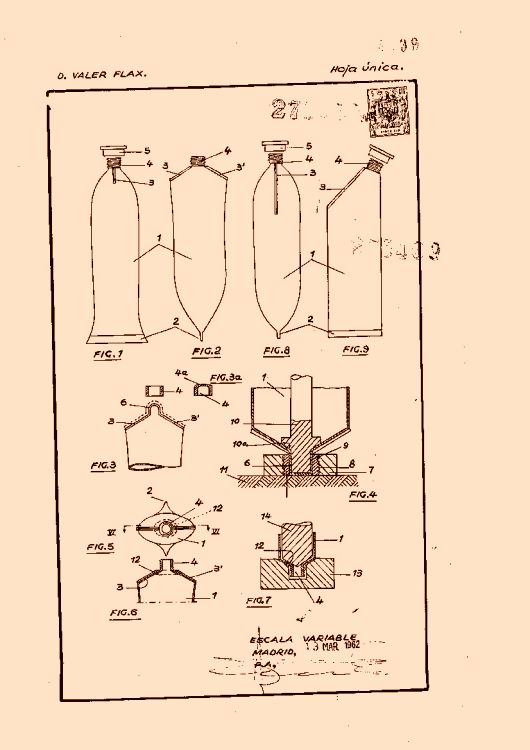
Perfeccionamientos en el procedimiento de fabricación y llenado de recipientes deformables para líquidos, a partir de películas de material termoplástico, que se caracterizan por colocar las superficies de materia termoplástica entre dos matrices soldadoras, que determina la forma del recipiente a fabricar, y en someterlas simultáneamente a una presión interna de aire u otro gas, o a una aspiración externa, de modo que provoque el alveolado de las superficies que constituyen las paredes del recipiente a formar y efectuar la soldadura de modo que cierre una superficie contra otra en su posición alveolar, llenándose posteriormente dichos recipientes de la sustancia a conservar, por cualquier medio apropiado.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1961). Ver ilustración. Clasificación: B29K.
Procedimiento de fijación del brocal a un tubo de materia termoplástica, para su obturación, que se caracteriza porque el brocal se suelda sobre la extremidad del tubo por rebatimiento simultáneo de toda la periferia de esta extremidad por acción térmica controlada y presión.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1960). Clasificación: B65D.
Perfeccionamientos en la fabricación de recipientes flexibles, a fin de hacerlos aptos para el acondicionamiento de materias perfumadas o aromatizadas y que mantengan la humedad de todas las materias en ellos contenidas, por aplicación de una delgada capa de revestimiento de cloruro de vinilidano, o de sus copolímeros, sobre la cara interna de sus paredes de materias vinílicas, especialmente de cloruro de polivinilo, que las hace impermeables y resistentes a los aceites, al vapor de agua y a numerosos agentes y productos químicos.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1959). Ver ilustración. Clasificación: B65B51/30, B29C65/04, B29C65/00M6E, B29C65/02T20, B65B51/30B, B29C65/02, B29C65/00.
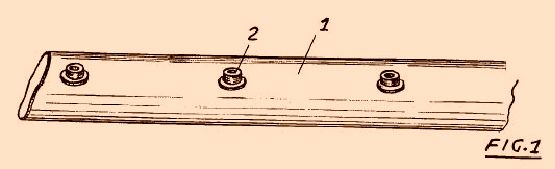
Perfeccionamientos en la fabricación de recipientes en materia plástica y aparellaje para su ejecución caracterizados porqueen una vaina tubular de materia plástica qeu contiene un fluido con miras a aislar por soldadura de su paredes cantidades dosificadas de este fluido en volúmenes individualespor medio de útiles de soldadura se realiza cada soldadura aislando dos zonas de tuvo llenas de fluido al reunir las dos caras enfrentadas de la pared de este tubo ejerciendo una presión sobre una serie de zonas individuales repartidas transversalmente al tubode manera que queda permitido el paso de fluido entre estas zonas de presión hasta tanto que la materia reblandecida en estas zonas de presión hasta tanto que la materia reblandecida en estas zonas por la acción de los útiles de soldadura se corre acabando de obstruir el tubo por toda su anchura.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}