Procedimiento y un dispositivo de control, remoto, de una cámara montada en una estación móvil.
(18/10/2017) Procedimiento de control, a partir de una estación remota, de una cámara embarcada en una estación móvil que transmite a dicha estación remota imágenes que incluyen al menos un objeto objetivo que se localizará en una zona explorada por dicha cámara, procedimiento en el que:
- la estación remota estima el periodo de latencia L que separa el envío de una orden hacia la estación móvil y la ejecución de dicha orden por dicha estación móvil,
- la estación móvil transmite a la estación remota una primera imagen adquirida por dicha cámara en el momento TL, - la estación remota transmite en un momento T a la estación móvil una posición del objeto objetivo en dicha primera imagen,
- la estación móvil compara la posición del objeto objetivo en la primera imagen, con la posición de dicho objeto en…
Dispositivos de reavituallamiento en vuelo por un sistema de almacenamiento eléctrico y aeronaves equipadas con tal dispositivo.
Secciones de la CIP Técnicas industriales diversas y transportes Electricidad
(19/10/2016). Inventor/es: ESTEYNE,DIDIER, JOUBERT,EMMANUEL, SMAOUI,HICHEM, NESPOULOUS,CHARLES, RECHAIN,BRUNO. Clasificación: B64C39/02, B64D39/00, H01R13/62, B64D27/24, H01R24/38.
Sistema de recarga de baterías embarcadas para una aeronave de propulsión eléctrica caracterizado porque comprende una aeronave cargadora , unos medios (2, 3a, 3b, 4) de conexión eléctrica temporal de la aeronave cargadora con la aeronave de propulsión eléctrica y un dispositivo de regulación de la carga destinado a estar situado en la aeronave de propulsión eléctrica.
PDF original: ES-2609478_T3.pdf
Dispositivo de alimentación eléctrica para aeronave de propulsión eléctrica.
Sección de la CIP Técnicas industriales diversas y transportes
(13/04/2016). Inventor/es: ESTEYNE,DIDIER, JOUBERT,EMMANUEL, SMAOUI,HICHEM, NESPOULOUS,CHARLES, RECHAIN,BRUNO. Clasificación: B64D27/24.
Dispositivo de alimentación eléctrica para aeronave de propulsión eléctrica que comprende:
- un primer y un segundo motor eléctrico aptos para asegurar la propulsión de la aeronave ,
- un primer y un segundo circuito eléctrico de alta tensión conectados respectivamente a los dos motores eléctricos ,
- un circuito eléctrico de baja tensión conectado al menos a un órgano de control y/o de mando de la aeronave ,
- un convertidor eléctrico conectado por una parte al primer circuito eléctrico de alta tensión y por otra al circuito eléctrico de baja tensión , caracterizado por que el mismo comprende:
- un primer y un segundo paquete de baterías conectados respectivamente a los dos circuitos eléctricos de alta tensión ,
- un primer y un segundo sistema de gestión de baterías conectados al circuito de baja tensión , estando unidos los sistemas de gestión de las baterías respectivamente a los dos paquetes de baterías.
PDF original: ES-2636830_T3.pdf
Estructura de fuselaje de una aeronave que comprende un dispositivo de absorción de energía.
Sección de la CIP Técnicas industriales diversas y transportes
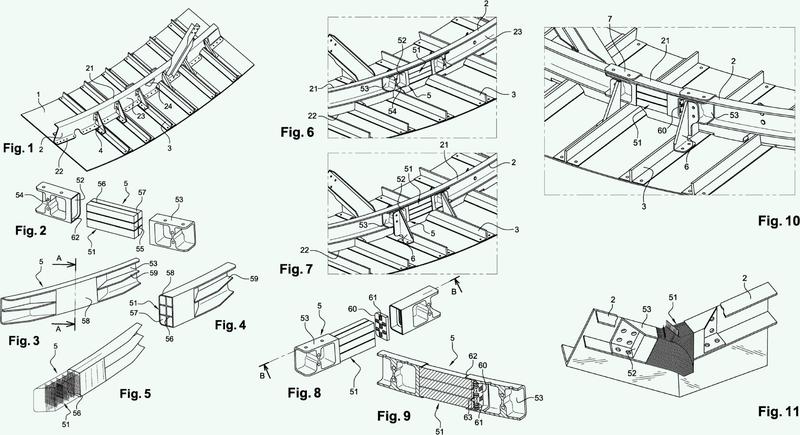
(23/03/2016). Ver ilustración. Inventor/es: MESNAGE, DIDIER, GUIMARD,JEAN-MATHIEU, BERMUDEZ,MICHEL. Clasificación: B64C1/06.
Estructura de un fuselaje de aeronave, que comprende un bastidor de refuerzo circunferencial que tiene una cara cóncava y una cara convexa opuesta, y una pluralidad de largueros sustancialmente perpendiculares a dicho bastidor, caracterizada porque dicho bastidor comprende un zona debilitada mecánicamente capaz para provocar el pandeo localizado del bastidor bajo el efecto de un esfuerzo de compresión ejercido sobre dicho bastidor según la dirección circunferencial, y porque comprende un dispositivo denominado de absorción de energía con dos miembros efectores fijados al bastidor, respectivamente, en cada lado de dicha zona debilitada, y un núcleo central, dispuesto entre dichos miembros efectores, de tal forma que una reducción de la distancia entre dichos miembros efectores provoca una deformación de dicho núcleo central, estando dicho núcleo central adaptado para absorber la energía bajo el efecto de dicha deformación.
PDF original: ES-2568469_T3.pdf
Arquitectura de rueda de inercia para el almacenamiento de energía.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
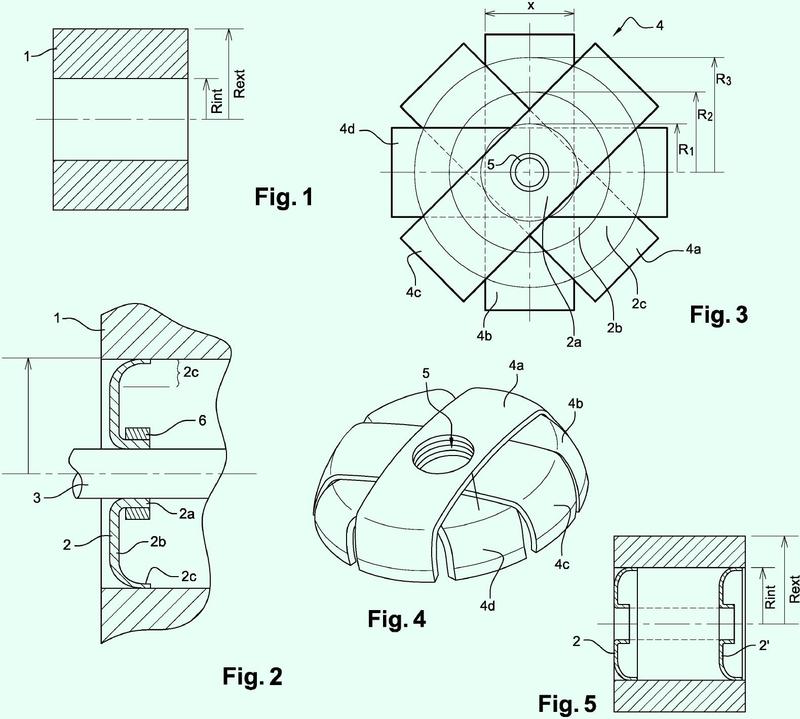
(13/01/2016). Ver ilustración. Inventor/es: ALIAGA,DANIEL, CAVALIERE,FRÉDÉRIC, SAINT MLEUX,MICHEL. Clasificación: B32B5/26, B29C70/28, F16F15/00, B32B3/02.
Rueda de inercia que comprende un anillo de almacenamiento y un cubo que une el anillo de almacenamiento a un árbol de rotación de la rueda, caracterizado por que el cubo , que comprende una parte central que forma un cuerpo de cubo (2a) de unión con el árbol , una parte periférica que forma una llanta (2c) de unión con el anillo de almacenamiento y una parte Intermedia constituida por un disco (2b) entre el cuerpo de cubo y la llanta, es realizado de material compuesto y comprende un módulo de rigidez decreciente desde el cuerpo de cubo hacia la llanta.
PDF original: ES-2568277_T3.pdf
Procedimiento de fabricación de una pieza de composite.
(23/07/2014) Procedimiento de creación de una pieza de material de composite, que comprende las etapas de depósito de una capa de material de drenaje sobre una herramienta de conformación, de depósito de al menos una hoja termoplástica sobre el material de drenaje, de depósito de una capa flexible del material de composite sobre la hoja termoplástica, y de calentamiento de la capa de material de composite de manera que se produce un ablandamiento de la hoja termoplástica y una unión íntima entre el material de la hoja termoplástica y la capa de material de composite, siendo realizada una aspiración de aire a través de la herramienta…
Dispositivo de amortiguación por fricción pilotada.
(30/04/2014) Un dispositivo amortiguador caracterizado por que comprende:
- un primer miembro que se extiende axialmente según un eje longitudinal;
- un segundo miembro que se extiende axialmente según el mismo eje longitudinal, siendo los dos miembros guiados en traslación uno con relación al otro;
- un elemento de frotamiento que se extiende entre los dos miembros y que los une completamente entre sí por fricción en traslación axial para cualquier esfuerzo inferior a un umbral 's' tendiendo dicho esfuerzo a crear un desplazamiento relativo de los dos miembros en traslación según dicho eje longitudinal;
- un dispositivo de ajuste que comprende un accionador…
Procedimiento de realización de piezas compuestas de forma compleja.
(23/04/2014) Procedimiento de realización de piezas compuestas tubulares de forma geométrica compleja, caracterizado por que incluye unas etapas:
100 - de creación de una pieza-núcleo de geometría principalmente similar a la forma buscada, salvo en lo que concierne el espesor exterior, mediante un procedimiento de creación tridimensional, dicha forma geométrica incluye principalmente al menos uno de los siguientes elementos: en el exterior del tubo: codo, ramificación, sección variable, o en el interior del tubo: deflector, separación,
105 - de ensamblaje de la pieza-núcleo con al menos una herramienta , dispuesta a nivel de una de las secciones terminales de dicha pieza-núcleo
110 - de revestimiento de al menos una parte de esta pieza-núcleo mediante…
Indicador de deformaciones y sistema de localización espacial de dichos indicadores.
(05/03/2014) Indicador de deformaciones que comprende un sustrato de soporte de un elemento destinado a extenderse reversiblemente por la acción de un esfuerzo aplicado al producirse una variación en su resistencia eléctrica, extendiéndose dicho elemento a lo largo de un eje de medición de dicho indicador , comprendiendo dicho indicador por lo menos una diana de contraste apta para reflejar un haz de luz incidente, disponiéndose dicha por lo menos una diana de contraste en dicho indicador de deformaciones en una posición predeterminada que permite la determinación del centro y del eje de medición de dicho indicador de deformaciones mediante la detección de la posición de dicha por lo menos una diana de contraste , caracterizado…
Localización de una sonda de control no destructivo.
(12/02/2014) Sistema de localización de un aparato , que comprende:
- un emisor de una señal,
- exactamente dos receptores de la señal emitida,
- unos medios para activar el emisor ,
- unos medios para determinar la duración entre la emisión de la señal resultante de la activación y su recepción por cada receptor ;
siendo los receptores totalmente independientes entre sí e independientes del emisor de tal modo que 15 se pueden situar de forma independiente los unos de los otros, caracterizado porque el aparato es una sonda de medición acoplada al emisor que está en forma de película piezoeléctrica mediante unos medios autoadhesivos.
Procedimiento de ensamblaje por ultrasonidos.
(11/12/2013) Procedimiento de ensamblaje de al menos dos piezas compuestas rígidas basadas en material termoplástico, formadas por capas preimpregnadas, superpuestas y cubiertas, con dos radios de curvatura, consistente en:
superponer ambas piezas de manera que tengan al menos una zona de interfaz , siendo al menos una de las dos piezas portadora de uno o varios directores de energía , en voladizo, situados en la zona de interfaz ,
activar al menos una fuente de ultrasonidos puesta en contacto con una de ambas piezas, aplicando dicha fuente de ultrasonidos una fuerza de compresión (F) a ambas piezas en un área de la zona de interfaz situada enfrente de la fuente de ultrasonidos ,
desplazar la fuente de ultrasonidos según un desplazamiento en tres dimensiones de manera continua al nivel de la zona de interfaz , para de este…
Pieza de material compuesto que incluye unos medios de protección contra el rayo.
(20/11/2013) Pieza de material compuesto formado a base de resina termoendurecible, que incluye unos medios deprotección contra el rayo, caracterizada por que los citados medios de protección contra el rayo comprenden, sobreuna superficie superior de la citada pieza susceptible de estar expuesta a los impactos de un rayo, unacapa continua de una hoja metálica que presenta unas perforaciones que presentan cada una de ellas unasuperficie inferior o igual a 20 mm2, y según una tasa de perforación comprendida entre 0,005 % y 20 %.
Biela estructural de material compuesto y procedimiento de realización de una biela de este tipo.
(13/11/2013) Biela estructural de forma alargada según un eje , que comprende una zona central hueca,denominada cuerpo, de sección recta con respecto al eje cerrada, realizada esencialmente con un materialcompuesto que comprende fibras mantenidas en el interior de una resina endurecida, entre una primera extremidad , que comprende primeros medios de fijación de la biela a una estructura, y una segunda extremidad ,que comprende segundos medios de fijación de la biela a una estructura, caracterizada por que la citada bielaestructural comprende, al menos para una parte estructural del cuerpo , al menos dos carcasas (3a, 3b), (3c)realizadas de material compuesto…
Portaherramientas que incluye medios de refrigeración.
(17/10/2013) Dispositivo de refrigeración de una herramienta rotatoria montada sobre una máquina , comprendiendoeste dispositivo
- un portaherramientas que recibe a la herramienta rotatoria y caracterizado porque comprende
- un cerramiento afectado por una abertura central axial de recepción del portaherramientas y de laherramienta rotatoria ,
- un extremo saliente fijado al cerramiento y conformado en tobera,
- unos medios de generación de un primer flujo de aire , a caudal elevado renovado en continuo realizadopor medio de un dispositivo amplificador de caudal por efecto Coanda, y porque dicho dispositivo amplificador estáintegrado en el cerramiento alrededor del portaherramientas,…
Dispositivo de prueba de un circuito y procedimiento de puesta en práctica.
(16/10/2013) Dispositivo de prueba de un circuito configurado a partir de un circuito impreso que mediante unionesde soldadura lleva ensamblados unos componentes , preferentemente ficticios, que incluye
- un recinto para someter el circuito a un histórico de tensiones termomecánicas y/o vibratorias,
- una parte de soporte físico que incluye puentes de resistencias eléctricas , con el fin de medir laresistencia eléctrica global de varias uniones de soldadura unidas eléctricamente entre sí, en serie,
- una parte de soporte lógico que incluye medios para fijar un criterio de detección representativo dela degradación de una o varias uniones de soldadura que realizan el ensamble de un componente electrónico sobre un circuito…
Procedimiento de fabricación de piezas de materiales compuestos que permite la reparación de dichas piezas.
(02/10/2013) Procedimiento de fabricación de piezas de materiales compuestos del tipo de matriz termoendurecible,comprendiendo dicho procedimiento une etapa de polimerización parcial, del orden de 10 a 50% de la matriz de lapieza por calentamiento, estando entonces dicha pieza en el estado llamado semi-curado y destinada a ser utilizadaen una etapa de almacenamiento o una etapa de ensamblaje de piezas semi-curadas, antes de una etapa final depolimerización completa de la matriz por calentamiento,
caracterizado porque comprende una etapa de corrección de la desestratificación local de la pieza, quecomprende, si la pieza es calificada de haber experimentado una desestratificación local en al menos una zona desu superficie, una etapa de recalentamiento local de la pieza por encima de la temperatura de transición vítrea Tg dela pieza semi-curada,…
Procedimiento y dispositivo de mecanizado.
(27/08/2013) Procedimiento de mecanizado por arranque de material, en el cual el material arrancado de una pieza en cursode mecanizado por una herramienta de corte forma virutas a nivel de una arista de corte de unaextremidad de herramienta de corte por un desplazamiento relativo Vu de la citada extremidad de herramientade corte con respecto a la citada pieza en curso de mecanizado y en el 5 cual las virutas en curso de formacióndeslizan sobre y son levantadas por una superficie de una zona de influencia de la herramienta de corte demodo que se induce la rotura de las citadas virutas en curso de formación, caracterizado porque la geometría de lazona de influencia es modificada de manera controlada en el transcurso del mecanizado por medio de unrompevirutas…
Porta-útiles que incluye medios de enfriamiento con un tubo vortex.
(13/08/2013) Porta-útiles , para máquina de mecanización que comprende unos medios de enfriamiento de un útil por soplado de aire comprimido, que comprende un dispositivo de enfriamiento del aire comprimido por un dispositivo de tubos vortex, caracterizado porque es de forma general cilíndrica y porque comprende una pluralidad de tubos vortex situados de manera anular alrededor del eje del cilindro, alimentando el dispositivo de tubos vortex de aire frio un circuito primario de un intercambiador , enfriando un circuito secundario del intercambiador el aire comprimido antes de su entrada en los canales del útil.
Procedimiento de soldadura de piezas por fricción-agitación utilizando un dispositivo de doble hombro.
(18/07/2013) Procedimiento de soldadura de piezas por fricción-agitación, por medio de un dispositivo de soldadura dedoble hombro y un pasador de agitación, comprendiendo al menos un hombro dos discos concéntricos respectivamente interno y externo, creando dos superficies de apoyo concéntricas planas,estando el procedimiento caracterizado porque comprende las siguientes etapas:
- se colocan las piezas a soldar la una con respecto a la otra en la posición en que se desee soldarlas, demanera que el disco interno, de menor diámetro, y el disco externo, de mayor diámetro, quedensituados de tal manera que el disco interno sea capaz de aplastar el material agitado de las piezas asoldar durante el avance del dispositivo de soldadura y de tal manera que el disco externo sea capazde formar un tope de hundimiento para el disco interno…
Caja para tarjeta electrónica embarcada.
(19/06/2013) Caja para al menos una tarjeta electrónica incluyendo unos componentes térmicamente disipativosprincipalmente en una cara llamada superior, siendo la caja del tipo globalmente rectangular delgada, presentandouna anchura estandarizada e incluyendo dos guías laterales (3a, 3b) adaptadas para cooperar con unasdeslizaderas preparadas en las caras interiores de una bahía electrónica,
incluyendo dos semi-cascos, superior , llamado tapa, e inferior , llamada bastidor, pegados uno contrael otro a nivel de las guías laterales,
el bastidor incluye al menos una zona de apoyo que forma alojamiento de la tarjeta electrónica, yunos primeros medios de placaje de al menos un disipador térmico contra la cara superior de almenos una tarjeta electrónica ,
caracterizada por que
-la caja incluye además unos segundos medios …
Procedimiento de fabricación de un panel rigidizado de material compuesto de matriz termoplástica y panel así obtenido.
(18/06/2013) Procedimiento de fabricación de una pieza rigidizada , de material compuesto que comprende fibras orgánicaso minerales en una matriz orgánica, que comprende una capa exterior formada principalmente por un materialcompuesto termoplástico y al menos un rigidizador de longitud L grande con respecto a dimensionestransversales, anchura l y altura h, del citado rigidizador, comprendiendo el citado al menos un rigidizador dos alas , dos almas , siendo cada alma solidaria a nivel de un primer borde de una ala, y quecomprende una cabeza que solidariza entre sí las dos almas a nivel de un segundo borde de cadaalma, distante del…
Componente dotado de un circuito integrado que incluye un criptoprocesador y procedimiento de instalación.
(30/05/2013) Componente en circuito integrado que incluye un criptoprocesador , caracterizado por incluir una o variasestructuras internas (3a-6b) de activación parásita de tipo activación de un tiristor parásito y/o activación de untransistor bipolar parásito y porque un umbral de energía de activación de las estructuras parásitas, tiristoresparásitos y/o transistores bipolares parásitos, es inferior a una cantidad de energía necesaria para hacercambiar de estado una báscula del componente.
Procedimiento de soldadura por fricción-agitación con un dispositivo de perno retráctil con retracción del perno retráctil al final de la trayectoria.
(27/05/2013) Procedimiento de realización de una junta soldada por fricción-agitación de dos paneles , respectivamentepanel superior y panel inferior , siendo realizada la citada junta soldada entre una primera extremidaddenominada de inicio y una segunda extremidad denominada de final distinta de la primera extremidad, que utilizaun dispositivo de soldadura de perno retráctil , comprendiendo el citado procedimiento las etapas siguientes:
- situar y mantener los dos paneles en contacto según una zona de recubrimiento en la posición relativadeseada después de la soldadura,
- llevar el dispositivo de soldadura a contacto con uno o con los paneles en una zona en la proximidad de un bordetrasero de la zona de recubrimiento para formar el inicio de la junta soldada,
- soldar longitudinalmente los dos paneles desplazando el dispositivo de soldadura…
Procedimiento y dispositivo de control no destructivo por ultrasonidos con seguimiento de perfil de las piezas inspeccionadas.
(02/04/2013) Procedimiento de control no destructivo por ultrasonidos de una pieza , que utiliza una sonda ultrasónicaque comprende una pluralidad de zonas de recepción (ρ1-ρ3) no todas alineadas, comprendiendo el citado procedimiento
una etapa de inspección en la cual se emiten ondas ultrasónicas al menos en una posición de inspección dela citada sonda en dirección a la pieza , una etapa de aprendizaje en la cual se miden al menos tres valores detiempos de vuelo para al menos una posición de aprendizaje de la sonda para ondas ultrasónicas emitidas por lacitada sonda, reflejadas por una cara delantera de la pieza y recibidas por un subconjunto de las zonas derecepción que comprende al menos tres zonas de recepción (ρ1-ρ3) no alineadas,
y porque se calcula una estimación de una inclinación local de la cara delantera…
Procedimiento de caracterización de la sensibilidad a las interacciones energéticas de un componente electrónico.
(13/09/2012) Procedimiento de caracterización de la sensibilidad a las interacciones energéticas en un componenteelectrónico , en el cual,
- se pone en servicio el componente electrónico,
- se excita el componente electrónico puesto así en servicio con la ayuda de un rayo de láser,
- se mide un defecto de funcionamiento del componente electrónico puesto en servicio, correspondientea un valor de esta excitación,
caracterizado porque
- se cambian condiciones de utilización del componente, dicho de otro modo, de polarización drenajefuente del componente, y/o de señales de entrada y/o de señales de mando y/o de frecuencia y/o de temperatura y/ode carga en la salida,
-…
Procedimiento de realización de un macho de moldeo para la fabricación de una pieza compleja de material compuesto.
(25/07/2012) Procedimiento de realización de un macho de moldeo para la fabricación de piezas de materialcompuesto, que comprende volúmenes huecos, mediante una vejiga elastomérica que determina un volumeninterior lleno de un material granulado y sometido a una presión diferencial ΔPe, entre el volumen interior y un espacio exterior a dicha vejiga, tal que el volumen interior se encuentra a una presión inferior a la delespacio exterior, comprendiendo dicho procedimiento una etapa de llenado del volumen interior mediante elmaterial granulado y anterior a una etapa de aplicación de la presión diferencial ΔPe, una etapa de conformacióndel macho dentro de un molde para el macho, comprendiendo dicho molde para el macho una huella en huecocon las formas y dimensiones del macho, por deformación de la vejiga mediante una…
Avión de confort acústico mejorado.
(02/05/2012) Procedimiento para convertir el confort acústico de una cabina de un avión en la que por lo menos unaparte del espacio se encuentra delimitada por paneles de recubrimiento, comprendiendo dicha cabina un sistema del control activo del ruido ambiental dentro de dicha cabina, estando dicho procedimiento de conversióncaracterizado porque:
- entre una primera configuración de la cabina en la que dicho panel de la cabina de por lo menos una ubicaciónes un panel activo , comprendiendo dicho por lo menos un panel activo unos accionadores alimentados por elsistema de control activo del ruido , estando conectado…
PROCEDIMIENTO DE FABRICACIÓN DE UNA ESTRUCTURA COMPLEJA EN MATERIAL COMPUESTO MEDIANTE EL MONTAJE DE ELEMENTOS RÍGIDOS.
(12/12/2011) Procedimiento de realización de una estructura compleja en material compuesto, que comprende, por lo menos, dos piezas elementales estructurales (1a, 1b) montadas, por lo menos, por un borde (11a, 11b) de una de dichas dos piezas elementales, cuyo procedimiento comprende las etapas de: - a) fabricar las piezas elementales (1a, 1b); - b) fabricar, por lo menos, un elemento de montaje adecuado para garantizar una unión estructural entre las piezas elementales (1a, 1b), por lo menos con dicho elemento de montaje: - b1) que está fabricado en material compuesto que comprende fibras impregnadas de una resina adecuada para endurecerse por polimerización durante una cocción térmica; - b2) comprende alas (22a, 22b) solidarias de un alma , por lo menos un par de alas que determinan, por lo menos, una garganta (23a, 23b) destinada…
UN PROCEDIMIENTO DE REALIZACIÓN DE PANELES RIGIDIZADOS DE MATERIALES COMPUESTOS.
(09/06/2011) Un procedimiento de realización de un panel rigidizado en material compuesto, incluyendo dicho panel rigidizado una piel y al menos un rigidizador (3a, 3b), incluyendo dicho material compuesto fibras revestidas de una resina que pasa de un estado pastoso o líquido a un estado sólido en el curso de una fase de endurecimiento, incluyendo dicho panel rigidizado al menos una forma en hueco (4a, 4b) alargada, es decir del que una dimensión, la longitud, es grande frente a las otras dimensiones sensiblemente ortogonales a la longitud, formada por superficies de al menos un rigidizador y de la piel, en cuyo procedimiento: - al menos un rigidizador (3a, 3b), o una preforma de dicho rigidizador, es colocado en una huella …
ESTRUCTURA MULTICAPA DE PELICULA DELGADA, COMPONENTE QUE COMPRENDE DICHA ESTRUCTURA Y SU METODO DE DEPOSICION.
(05/10/2010) Una estructura multicapa de película delgada resistente a la corrosión y que tiene una velocidad de desgaste baja y un coeficiente de fricción bajo, que comprende:
de 1 a 1.000 períodos, de preferencia de 1 a 500 períodos, comprendiendo un período de 2 a 100 capas (A, B), de preferencia de 2 a 10, capas, estando compuesta cada capa (A, B) del período de carbono, silicio e hidrógeno, y conteniendo del 10 al 30% hidrógeno, variando la relación atómica Si/C de 0,3 a 1,5, y
opcionalmente, una capa superficial funcional (FSL)
{kind=link}
{kind=link}