109 patentes, modelos y diseños de DIDIER-WERKE, A.G.
DISPOSITIVO PARA FIJACION DE UN BLOQUE DE FIBRAS EN UNA PARED DE HORNO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/12/2003). Ver ilustración. Inventor/es: HORN, MARKUS. Clasificación: F27D1/14, F23M5/04.
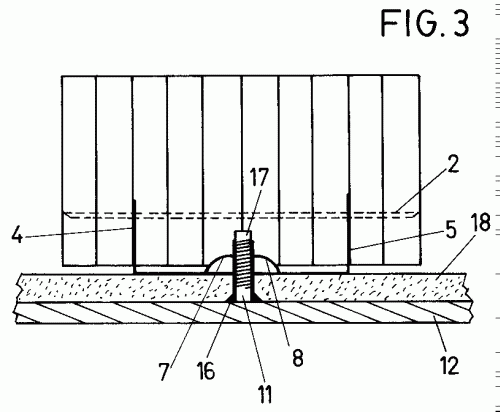
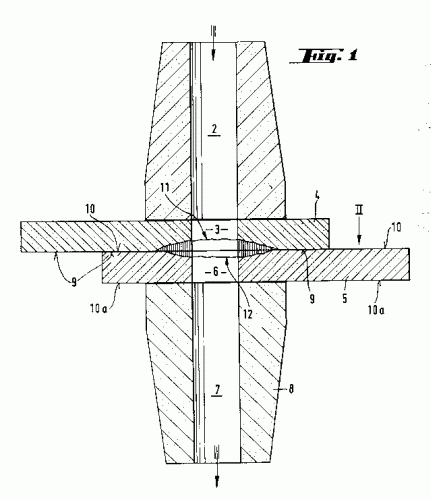
Dispositivo para la fijación de un bloque de fibras en una pared de horno. El bloque de fibras 1 lleva un estribo de sujeción 3 que se puede fijar en un perno 11 fijado en la pared de horno 11. Para conseguir una elevada seguridad de montaje y un sencillo y rápido montaje del bloque de fibras 1 en la pared de horno 12 con medios simples, en el estribo de sujeción 3 están configuradas al menos dos lengüetas 7 a 10, cuyos extremos libres 7' a 10' están dirigidos unos hacia otros y enganchan, con adaptación de rozamiento y/o con adaptación de forma, en el perímetro del perno.
METODO PARA PRODUCIR CATALIZADORES PARA LA REDUCCION DE OXIDOS NITRICOS DE GASES DE ESCAPE Y METODOS QUIMICOS SIMILARES PARA PURIFICAR EL AIRE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1991). Inventor/es: STEIN, HERMANN, GRIMM, DANIEL, KAINER, HARTMUT, DR.. Clasificación: B01J35/10, B01D53/36, B01J35/4.
LA INVENCION SE REFIERE A UN METODO PARA PRODUCIR CATALIZADORES PARA LA REDUCCION DE OXIDOS NITRICOS DE GASES DE ESCAPE Y DE SIMILARES PROCEDIMIENTOS QUIMICOS PARA LIMPIAR EL AIRE EN EL QUE UN MATERIAL CATALITICAMENTE ACTIVO SE APLICA O SE ATA SOBRE UN SOPORTE DE METAL; PREFERENTEMENTE ACERO FINO, EN FORMA DE UNA PLANCHA METALICA PERFORADA, DE METAL ESTIRADO, DE UNA ESTRUCTURA DE RED PREFERENTEMENTE TEJIDO, PUNTO O TRICOTADO DE ALAMBRE METALICO O SIMILARES, CON ELEVADA SUPERFICIE ESPECIFICA. PARA SIMPLIFICAR LA FABRICACION Y MEJORAR LAS CARACTERISTICAS DE LOS CATALIZADORES SE PROPONE QUE COMO AGLUTINANTE DEL MATERIAL CATALITICAMENTE ACTIVO SE UTILIZA ACIDO SULFURICO QUE ABRASA LA SUPERFICIE DEL SOPORTE METALICO.
METODO PARA RENOVAR PLANCHAS REFRACTARIAS UTILIZADAS EN CIERRES DE COMPUERTA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1988). Ver ilustración. Inventor/es: MUSCHNER, UDO. Clasificación: B22D41/08.
METODO PARA RENOVAR PLANCHAS REFRACTARIAS UTILIZADAS EN CIERRES DE COMPUERTA. UNA PLANCHA GASTADA, REFRACTARIA PARA CIERRES DE COMPUERTA SE RENUEVA POR EL HECHO DE QUE LA SUPERFICIE DE CIERRE ES DOTADA DE UN NUEVO ORIFICIO DE PASO CERRANDOSE EL ORIFICIO ANTIGUO Y REALIZANDOLO COMO NUEVA SUPERFICIE DE CIERRE, PARA SIMPLIFICAR LA REPARACION Y MEJORARLA EN SU EFECTO.-.
PIEZAS REFRACTARIAS DE DESGASTE PARA CIERRES DE COMPUERTA EN LA SALIDA DE RECIPIENTES METALURGICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1988). Inventor/es: ROTHFUSS, HANS. Clasificación: B22D41/08.
EN PIEZAS REFRACTARIAS DE DESGASTE, DE CIERRES DE COMPUERTA, LA PLANCHA DE COMPUERTA REFRACTARIA LLEVA UNA SALIDA REFRACTARIA CAMBIABLE QUE SEGUN LA PATENTE PRINCIPAL (P 34 34 857.3) LLEVA UN SUPLEMENTO DE DESGASTE INTERCAMBIABLE PARA LA PLANCHA DE COMPUERTA. POR LA VENTAJOSA APLICACION DE SUPLEMENTOS DE MAGNESITA PARA PLANCHAS DE COMPUERTA, DE OXIDO DE CIRCONIO O DE ARCILLA, AUMENTA LA DURACION DE LAS PLANCHA.
REJILLA DE REGENERADOR DESPLAZADO LIBREMENTE EN DIAGONAL.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/05/1987). Clasificación: F28D17/02.
Rejilla de regenerador desplazado libremente en diagonal, de las que comprenden capas sucesivas de filas de ladrillos rectangulares a tizón y capas de filas de ladrillos rectangulares a soga, caracterizada porque los ladrillos a tizón, en las caras laterales tienen una cavidad que se extiende por la altura del ladrillo y porque la altura de la capa de ladrillos a tizón es de 55 a 60% y la altura de las capas de ladrillos a soga de 40 a 45% referido a la suma de la altura de una capa de ladrillo a tizón y de una capa de ladrillo a soga.
RECUPERADORES CERAMICOS CON TUBOS DE RECUPERACION SUPERPUESTOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/1987). Clasificación: F28F21/04.
Recuperadores cerámicos, con tubos de recuperación superpuestos, caracterizados porque un extremo de los tubos de recuperación muestra una superficie de junta anular, a la que sigue una espiga cónica, anular y porque el otro extremo del tubo lleva una brida cuadrada en la que esta trabajada una junta, en sección longitudinal en forma de escalera, adecuada para la espiga del otro extremo del tubo.
CUERPO O MASA REFRACTARIOS, SOBRE TODO PARA REVESTIR HORNOS O RECIPIENTES PARA METALES FUNDIDOS.
Sección de la CIP Química y metalurgia
(01/06/1986). Clasificación: C04B35/68.
METODO PARA LA FABRICACION DE CUERPOS REFRACTARIOS, SOBRE TODO PARA REVESTIR HORNOS O RECIPIENTES PARA METALES FUNDIDOS, SOBRE LA BASE DE SILICATOS DE ALUMINIO, OXIDO DE ALUMINIO, DIOXIDO DE SILICIO, SILICATO DE ZIRCONIO Y CARBURO DE SILICIO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA MEZCLA FORMADA POR SILICATOS DE ALUMINIO, OXIDO DE ALUMINIO, DIOXIDO DE SILICIO, SILICATO DE ZIRCONIO, CARBURO DE SILICIO, INGREDIENTES HABITUALES Y AGLUTINANTES; SEGUNDA, A LA MEZCLA FORMADA EN ESTADO SECO SE LE AGREGA ENTRE UN 0,5 Y UN 40% EN PESO DE SULFATO DE BARIO, PARA FORMAR CELSIANA EN LA COCCION CERAMICA ENTRE 1.100 Y 1.600 GRADOS; Y POR ULTIMO, A LA MEZCLA FORMADA SE LE AÑADE ENTRE 3 Y 25 PARTES EN PESO DE FLUORURO DE CALCIO Y ENTRE UN 2 Y UN 20% EN PESO DE FINO OXIDO DE CROMO.
LADRILLO REFRACTARIO DE REVESTIMIENTO PARA HORNOS GIRATORIOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/05/1986). Clasificación: F27D1/04.
Ladrillo refractario de revestimiento para hornos giratorios, caracterizado porque en su superficie de apoyo cerca de su superficie que mira hacia el fuego, se ha dispuesto una cinta de dilatación, que consiste en una cinta adhesiva de una lámina de aluminio de 0, 1 a 0, 2 mm de espesor, con pegamento orgánico aplicado en una de las caras.
APARATO DE ENGANCHE PARA UNA PLANCHA DE CIERRE, EN UN CIERRE DE CORREDERA, PARA EL PICO DE RECIPIENTES QUE CONTIENEN COLADA METALICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1986). Clasificación: B22D41/08.
Aparato de enganche para una plancha de cierre, en un cierre de corredera, para el pico de recipientes que contienen colada metálica, caracterizado porque siendo la plancha de cierre fijable sobre un bastidor porte por medio de la actuación de unos medios de enganches que se sueltan y están previstos en el bastidor soporte, sobre una camisa metálica que rodea a la plancha de cierre al menos por su circunferencia, la plancha de cierre, en su circunferencia exterior muestra al menos una cavidad en la que se introduce a presión la camisa bajo deforme, animación mediante los elementos de enganche.
PIEZA DE DESGASTE REFRACTARIAS PARA CIERRES DE CORREDERA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1986). Clasificación: B22D41.
Pieza de desgaste refractarias para cierres de corredera, como placas que muestran orificios de paso para colada liquida y casquillos para cierres de corredera, sobre todo para recipientes que contengan colada de acero, caracterizadas porque en las piezas de desgaste se preve un deposito cerrado equipado con cierre de alimentación y orientado hacia las superficies de desgaste en peligro, para un impregnante que empasta los poros del material refractario.
METODO PARA EL BLOQUEO DE HORNOS ELECTRICOS DE ACERO.
(01/01/1986) 1. Disposición perfeccionada para el bloqueo de hornos eléctricos de acero, en los que las zonas de pared de los mismos se recubren con un relleno de ladrillos y con un revestimiento de desgaste de piedras de magnesia y/o dolomita con contenido de carbono y se aplica una masa corriente de solera sobre una capa de seguridad en la zona del fondo y sobre las partes inferiores del revestimiento de desgaste y se coloca una capa de masa de inyección sobre el revestimiento en la zona de gran desgaste, y en su caso, sobre zonas parciales de la masa de solera, caracterizada porque comprende la adición de una masa compuesta de 100 partes del peso de magnesia 0,5 a 5,0 partes del peso de óxido de cromo verde 0,05 a 3,0 partes de peso de hormigón 0,5 a 3, 0 partes del peso de alcalimetafosfato o alcalipolifosfato 0,2 a 1,5 partes del peso de alcalibisulfato 8 a 10…
METODO PARA RECUPERAR Y PURIFICAR LADRILLOS REFRACTARIOS YA UTILIZADOS.
Sección de la CIP Química y metalurgia
(01/01/1986). Clasificación: C04B35/04.
METODO PARA LA RECUPERACION Y PURIFICACION DE LADRILLOS REFRACTARIOS YA UTILIZADOS, SEGUN EL PROCEDIMIENTO DE PIEDRAS DE CANTERA REACONDICIONADAS Y SU APLICACION. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, UNA VEZ SOMETIDOS LOS LADRILLOS A UN PROCESO DE CLASIFICACION, LOS ELEGIDOS SE DESMENUZAN, SE HUMEDECEN Y SE ALMACENAN; SEGUNDA, LOS LADRILLOS DESMENUZADOS Y HUMEDECIDOS SE SOMETEN A SEPARACION MAGNETICA DE PARTES FERRICAS, PARA SEPARAR AQUELLAS PARTES FERRICAS CON TAMAÑOS DE GRANO INFERIORES A 50 MM; Y POR ULTIMO, LOS LADRILLOS DESMENUZADOS Y DESPROVISTOS DE PARTES FERRICAS SE ALMACENAN POR UN ESPACIO DE TIEMPO DE 3 A 5 SEMANAS, SIENDO HUMEDECIDOS PERIODICAMENTE CON AGUA Y LAVADO, HASTA QUE SALGA EL LIQUIDO DEL MATERIAL.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS PLACAS DE CIERRE DE MATERIAL REFRACTARIO PARA CIERRES DE CORREDERA LINEALES O GIRATORIOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1986). Clasificación: B22D41/08.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS PLACAS DE CIERRE DE MATERIAL REFRACTARIO PARA CIERRES DE CORREDERA LINEALES O GIRATORIOS. CONSISTENTES EN: CONSTITUIR UN ORIFICIO DE PASO , CERRADO CON UN TAPON CIEGO DE MATERIAL REFRACTARIO; CONSTITUIR IDENTICOS LOS MATERIALES REFRACTARIOS DEL CUERPO DE LA PLACA Y DEL TAPON CIEGO ; HACER QUE EL TAPON CIEGO CONSTITUYA EL NUCLEO DE TALADRO DE UNO DE LOS ORIFICIOS DE PASO ; FIJAR EL TAPON CIEGO MEDIANTE MORTERO DE FRAGUADO CERAMICO EN EL RESTANTE ORIFICIO DE PASO; CONSTITUIR DOS ORIFICIOS DE PASO PARA CORREDERAS LINEALES ESTANDO EL OTRO ORIFICIO DE PASO CERRADO CON TAPON DISPUESTO EN LA ZONA DE LA SUPERFICIE DE TRABAJO.
METODO PARA LA ELIMINACION DURADERA DE BIFENILES CLORADOS (PCB) DE LIQUIDOS AISLANTES PARA TRANSFORMADORES.
Sección de la CIP Química y metalurgia
(16/11/1985). Clasificación: C10M11.
METODO PARA LA ELIMINACION DURADERA DE BIFENILES CLORADOS (PCB) DE LIQUIDOS AISLANTES PARA TRANSFORMADORES. COMPRENDE: A) SUSTITUIR ACEITES PCB POR OTROS LIQUIDOS AISLANTES SOBRE TODO ACEITES DE SILICONA; B) TRANSPORTAR EL LIQUIDO AISLANTE DE FORMA CONTINUA POR UNA RESINA ADSORBENTE COMO UNA RESINA DE POLIMEROS RESISTENTE A DISOLVENTES PARA ACEITES PCB PORQUE LA RESINA ADSORBENTE TRAS CARGARSE CON ACEITE PCB ES LIBERADA DEL MISMO MEDIANTE LAVADO CON UN DISOLVENTE PARA ACEITES PCB Y PORQUE LA RESINA ADSORBENTE LAVADA CON DISOLVENTE ANTES DE SER UTILIZADA DE NUEVO PARA ADSORBER ACEITE PCB MEDIANTE ENJUAGUE CON GAS INERTE ES LIBERADA DEL DISOLVENTE. EL GAS INERTE ES CONDUCIDO CON MAYOR TEMPERATURA A TRAVES DE LA RESINA ABSORBENTE LOS LIQUIDOS AISLANTES SON CONDUCIDOS EN CIRCUITO A TRAVES DE LA RESINA ABSORBENTE ELIMINANDOSE LOS VAPORES DE DISOLVENTE MEDIANTE CONDENSACION EN VARIAS TRAMPAS DE REFRIGERACION.
METODO PARA LA OBTENCION DE CUERPOS O MASAS REFRACTARIAS, SOBRE TODO PARA REVESTIR HORNOS O RECIPIENTES PARA METALES FUNDIDOS.
Sección de la CIP Química y metalurgia
(16/10/1985). Clasificación: C04B35/68.
PROCEDIMIENTO PARA LA OBTENCION DE CUERPOS O MASAS REFRACTARIAS, ESPECIALMENTE PARA REVESTIR HORNOS O RECIPIENTES PARA METALES FUNDIDOS.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UN MATERIAL BASE FORMADO POR SILICATOS DE ALUMINIO, OXIDOS DE ALUMINIO, DIOXIDOS DE SILICIO, SILICATO DE CIRCONIO Y CARBURO DE SILICIO; SEGUNDA, AL MATERIAL BASE SE LE AN/ADE SULFATO DE BARIO EN UNA CANTIDAD COMPRENDIDA ENTRE UN 0,5 Y UN 40 EN PESO, Y ENTRE 3 Y 25 PARTES EN PESO DE FLUORURO DE CALCIO REFERIDO A 100 PARTES EN PESO DEL SULFATO DE BARIO AN/ADIDO; Y POR ULTIMO, LA MEZCLA FORMADA SE SOMETE A UNA COCHURA CERAMICA, REALIZADA A UNA TEMPERATURA COMPRENDIDA ENTRE 1.100 Y 1.600 GRADOS.
DISPOSITIVO PARA APANTALLAR UN CHORRO METALICO DE FUNDICION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1985). Clasificación: B22D7.
DISPOSITIVO PARA APANTALLAR UN CHORRO METALICO DE FUNDICION.COMPRENDE UN ADAPTADOR DE TOBERA ASIGNADO AL CASQUILLO DE SALIDA DE UN CRISOL QUE GENERA UN CHORRO HUECO DE GAS INERTE DE UN LARGO MAXIMO DE 20 CM. COMO ENVOLTURA PROTECTORA DE GAS ALREDEDOR DE CHORRO DE COLADA ; UN CASQUILLO ANULAR REFRACTORIO AJUSTADO PARA EL CASQUILLO DE SALIDA , EQUIPADO CON UN RECINTO COLECTOR DE GAS QUE MUESTRA UN EMPALME EXTERIOR DE CONEXION A GAS A PRESION Y A CONTINUACION DEL COLECTOR, POR UNA UNION RADIAL DE CANAL HACIA UNA RENDIJA DE TOBERA PREVISTA ENTRE EL CASQUILLO DE SALIDA Y EL CASQUILLO ANULAR.
LAMINA COMPUESTA PARA EL REVESTIMIENTO DE DEPOSITOS PARA LIQUIDOS.
(16/06/1985) 1.Lámina compuesta para el revestimiento de depósito para líquidos, caracterizado porque se compone de por lo menos tres capas dispuestas una encima de la otra, siendo la capa superior de lámina y la capa inferior, eléctricamente neutrales y la capa inferior, eléctricamente neutrales y la capa central de lámina es dividida en campos eléctricamente separados entre sí para la localización de una fuga. 2.,Lámina compuesta para el revestimiento de depósitos para líquidos, según la reivindicación 1, caracterizada porque los bordes de la lámina compuesta están previstos de tramos marginales eléctricamente conductivos. 3. Lámina compuesta para el…
LADRILLO DE REVESTIMIENTO.
(01/06/1985) 1.Ladrillo de revestimiento, de los destinados especialmente para revestimientos refractarios de recipientes u hornos, en especial hornos rotativos tubulares, con cavidades por el lado de la camisa que están abiertas sólo hacia la superficie de la camisa y en cada caso como máximo hacia dos superficies laterales opuestas, y en cada caso hacia la superficie lateral situada entre las anteriores, caracterizado porque el ladrillo muestra exclusivamente tales cavidades en solo dos lados opuestos pasando la superficie que limita cada una de las cavidades hacia el ladrillo, directamente a ser, por una parte, una superficie lateral y por la otra parte a ser la superficie de camisa y porque el tamaño de superficie de los lados abiertos en el plano de la superficie de camisa, de todas las cavidades conjuntamente es más…
DISPOSICION DE ENJUAGUE DE GAS Y METODO PARA ACCIONAR TAL DISPOSICION.
Sección de la CIP Química y metalurgia
(16/01/1985). Clasificación: C21C5/48.
DISPOSICION DE ENJUAGUE DE GAS Y METODO PARA ACCIONAR TAL DISPOSICION.COMPRENDE UN CONVERTIDOR CON UN FORRO DE DOS CAPAS, CON LADRILLOS INDIVIDUALES , DISPUESTO SOBRE LA CHAPA DEL FONDO , EXISTIENDO UN TALADRO EN EL CUAL SE HA INSERTADO UN TUBO METALICO O DE CERAMICA. EN ESTE TUBO SE INSERTAN VARIOS SUPLEMENTOS PERMEABLES PARA EL GAS.
PERFECCIONAMIENTOS INTRODUCIDOS EN EL PROCESO DE FABRICACION DE ELEMENTOS COMPUESTOS DE CONSTRUCCION, CONSTITUIDOS POR LO MENOS POR DOS PARTES DE DIFERENTE MATERIAL DE FIBRAS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/1984). Clasificación: F27B9/26.
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS COMPUESTOS DE CONSTRUCCION, CONSTITUIDOS POR LO MENOS POR DOS PARTES DE DIFERENTE MATERIAL DE FIBRAS.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA COMPOSICION FORMADA POR 100 PARTES EN PESO DE FIBRAS, POR 100 A 180 PARTES EN PESO DE AGUA, POR ARCILLA AGLUTINANTE, Y POR CELULOSA CARBOXIMETILICA; SEGUNDA, SE APLICA LA COMPOSICION PREPARADA EN FORMA DE CAPA SOBRE EL MATERIAL DE FIBRA; TERCERA, SE PROCEDE AL SECADO HASTA ALCANZAR EL PUNTO DE SOLIDIFICACION DE LA MASA PASTORA; Y POR ULTIMO, SESOMETE EL MATERIAL PREPARADO A UN TRATAMIENTO TERMICO.
METODO PARA LA FABRICACION DE VELOS DE FIBRAS PRENDIDOS CON ALFILERES, DE FIBRAS MINERALES, EN ESPECIAL REFRACTARIAS.
Sección de la CIP Textiles y papel
(01/10/1984). Clasificación: D04H1/46.
METODO PARA LA FABRICACION DE VELOS DE FIBRAS MINERALES PRENDIDOS CON ALFILERES, EN ESPECIAL FIBRAS MINERALES REFRACTARIAS.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UN VELLON DE FIBRAS DOTADAS DE UN MEDIO DESLIZANTE DE MANERA QUE TENGA UN GROSOR DESEADO; SEGUNDA, ANTES DEL PROCESO DE PRENDIMIENTO CON ALFILERES, SOBRE DICHO VELLON DE FIBRAS MINERALES SE APLICA UNA CAPA DE FIBRAS SINTETICAS, EN ESPECIAL FIBRAS DE POLIETILENO, ALCOHOL DE POLIVINILO, POLIACRILATO O POLIAMIDAS; Y POR ULTIMO, SE PROCEDE AL PROCESO DE PRENDIMIENTO CON ALFILERES.
METODO Y APARATO PARA PRECALENTAR MEDIOS DE COMBUSTION, SOBRE TODO PARA EL CALDEO DE CALENTADORES DE VIENTO EN ALTOS HORNOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/08/1984). Clasificación: F27D13/00.
METODO Y APARATO PARA PRECALENTAR MEDIOS DE COMBUSTION, SOBRE TODO PARA EL CALDEO DE CALENTADORES DE VIENTO EN ALTOS HORNOS.COMPRENDE UNOS HUECOS DE REJAS DE CALENTADORES DE VIENTO CON HUECOS DE COMBUSTION EXTERIORES . LOS CALENTADORES DE VIENTO (1-4, 2-6 O 3-6) SON CALENTADOS CICLICAMENTE Y PARA PRODUCIR AL VIENTO CALIENTE SE LES ENFRIA SOPLANDO ENTRANDO EL AIRE FRIO DEL CONDUCTO DE AIRE FRIO A TRAVES DE RAMIFICACIONES EN LOS HUECOS DE REJAS ABANDONANDO ESTOS COMO CONDUCTOS DE EMPALME DE AIRE CALIENTE , PARA FLUIRHASTA EL CONDUCTO DE VIENTO CALIENTE UNIDO AL ALTO HORNO. DURANTE EL CALENTAMIENTO POR FUEGO LOS SISTEMAS PRECALENTADOS DE COMBUSTION SON CONDUCIDOS A LOS HUECOS DE COMBUSTION , EL AIRE DE COMBUSTION DEL CONDUCTO A TRAVES DE LAS RAMIFICACIONES.
PERFECCIONAMIENTOS INTRODUCIDOS EN LA FABRICACION DE LADRILLOS DE FORSTERITA.
Sección de la CIP Química y metalurgia
(16/04/1984). Clasificación: C04B35/20.
PROCEDIMIENTO PARA LA FABRICACION DE LADRILLOS DE FOSTERITA, EMPLEANDO UN RELLENO HABITUAL QUE CONTIENE ROCA DE OLIVINA, SERPENTINA QUEMADA O TALCO QUEMADO EN ESTADO DESMENUZADO, MAGNESIA DE SINTERIZACION, AGLUTINANTES Y AGUA.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE FORMA UNA COMPOSICION QUE CONTIENE SOBRE LA BASE DE 100 PARTES EN PESO DE MATERIAS SOLIDAS, DE 5 A 40 PARTES EN PESO DE MENUDILLOS DE COQUE O COQUE RESIDUAL DE PETROLEO EN GRANO Y DE CERO A 15 PARTES EN PESO DE HARINA CALIZA O HARINA DE DOLOMITA SIN CALCINAR; SEGUNDA, SE PROCEDE SEGUIDAMENTE AL MOLDEOY PRENSADO DE LOS LADRILLOS, ASI COMO AL SECADO A TEMPERATURAS COMPRENDIDAS ENTRE 110 Y 180 GRADOS; Y POR ULTIMO, DICHOS LADRILLOS SECADOS SE CUECEN A TEMPERATURAS SUPERIOR A LOS 1.400 GRADOS.
BLOQUE AISLANTE DE CAPAS DE UNA ESTERA REFRACTARIA DE FIBRA MINERAL.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(31/01/1984). Clasificación: F27D1/08.
Bloque aislante de capas de una estera refractaria de fibra mineral, de las utilizadas para el revestimiento de hornos con un núcleo de capas formadas por el pliegue de la estera y una envoltura de una banda continua de estera en la superficie del lado del fuego y dos superficies laterales opuestas y con anclas metálicas de fijación, caracterizado porque el núcleo contiene al menos de forma predominante, capas paralelas y oportunamente capas verticales respecto a la superficie del lado del fuego.
DISPOSITIVO DE COMPENSACION PARA CONDUCTOS DE AIRE O DE GAS CALIENTE.
Sección de la CIP Química y metalurgia
(12/01/1984). Clasificación: C21B9/1.
Dispositivo de compensación para conductos de aire o de gas caliente, caracterizado porque teniendo un compensador articulado metálico con una parte de tubo ondulado y un tubo conductor fijado con un extremo dentro del mismo al conducto así como con un revestimiento refractario que muestra una junta radial de compensación que permite los movimientos del compensador en el revestimiento, en la que se preven medios de bloqueo y de obturación, lleva en el lado interior del tubo conductor entre dos anillos radiales de sujeción, un anillo de ladrillos aislantes en una cavidad que ensancha la junta de compensación, el revestimiento refractario, y además, dispuesto de forma móvil, y porque un segundo anillo de ladrillo de bloque se aloja en un canal anular más ancho que la junta, en la circunferencia interior de la junta.
LADRILLO REFRACTARIO PARA REVESTIR HORNOS ROTATIVOS TUBULARES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/12/1983). Clasificación: F27B7/28.
Ladrillo refractario para revestir hornos rotativos tubulares, caracterizado porque por el lado frío del ladrillo se configura un zócalo que respecto a una superficie de junta, sobresale y en el que por el lado del fuego, presenta una junta de dilatación entre las superficies de junta de ladrillos colindantes, comprendiendo en la superficie de junta situada verticalmente respecto al sentido axial del horno, una capa combustible de junta de dilatación y el zócalo, siendo la altura del zócalo, de 0, 3 a 0, 6 veces la dilatación del ladrillo que surge por el lado del fuego a la temperatura del horno y el grosor de la capa de la junta de dilatación, por lo menos, 1, 5 veces la altura del zócalo.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS APARATOS DESTINADOS A INTRODUCIR GASES EN RECIPIENTES METALURGICOS.
Sección de la CIP Química y metalurgia
(01/12/1983). Clasificación: C21C5/48.
APARATO DESTINADO A INTRODUCIR GASES EN RECIPIENTES METALURGICOS.CONSTA DE UN LADRILLO EN FORMA TRONCOCONICA QUE PRIMERO ESTA ENVUELTO EN UNA ESTERA DE MATERIAL FIBROSO Y LUEGO POR UNA CAMISA DE CHAPA QUE SOBRESALE DE LA CARA FRONTAL EXTERIOR DEL LADRILLO ; DE UN FONDO DE CHAPA QUE CIERRA FRONTALMENTE LA CAMISA DE CHAPA ; DE UN RECINTO COLECTOR PARA EL GAS QUE HA DE INTRODUCIRSE EN EL RECIPIENTE; Y DE UN TUBO DE EMPALME QUE ESTA UNIDO AL FONDO DE CHAPA . EL LADRILLO EN FORMA TRONCOCONICA ES POROSO DE TIPOREFRACTARIO Y ESTA DISPUESTO DE FORMA INTERCAMBIABLE EN EL REVESTIMIENTO REFRACTARIO DEL RECIPIENTE.
METODO Y APARATO PARA LA CLIMATIZACION EMPLEANDO MEDIOS DE ACUMULACION QUE TRABAJAN A BASE DE SORCION DE AGUA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/1983). Clasificación: F24F3/153.
METODO Y APARATO PARA LA CLIMATIZACION EMPLEANDO MEDIOS DE ACUMULACION QUE TRABAJAN A BASE DE SORCION DE AGUA. COMPRENDE UN RECIPIENTE EN EL CUAL SE ENCUENTRA UN MEDIO SECO DE ALMACENAJE DE POROS ESTRECHOS, SEGUIDO AL CUAL SE ENCUENTRA OTRO RECIPIENTE QUE CONTIENE PRECIPITACION DE ALMACENAJE DE CALOR Y ANALOGA FUNCION REALIZA EL RECIPIENTE ADYACENTE . ADEMAS EXISTE OTRO DEPOSITO QUE CONTIENE UN MEDIO DE ALMACENAJE TOTALMENTE CARGADO DE AGUA. FINALMENTE HAY UNA INSTALACION DE CALEFACCION NECESARIA PARA EL PROCESO DE REGENERACION . ADMITE ALTERNATIVAS DE NUMERO Y DISPOSICION DE LOS DEPOSITOS. DE ESPECIAL APLICACION PARA REDUCIR LA TEMPERATURA DE EDIFICIOS Y HABITACIONES.
PERFECCIONAMIENTOS INTRODUCIDOS EN EL PROCESO DE FABRICACION DE PIEDRAS DE MAGNESIA Y DE CROMO DE MAGNESIA COCIDA CON CAPA DE JUNTA.
Sección de la CIP Química y metalurgia
(01/10/1983). Clasificación: C04B35/68.
PERFECCIONAMIENTOS INTRODUCIDOS EN EL PROCESO DE FABRICACION DE PIEDRAS DE MAGNESIA Y DE CROMO DE MAGNESIA COCIDA CON CAPA DE JUNTA. FABRICACION DE PIEDRAS DE MAGNESIA Y CROMO DE MAGNESIA, ESPECIALMENTE APLICABLES PARA BLOQUEO DE MAMPOSTERIA RESISTENTE AL FUEGO. CONSISTE EN REALIZAR UNA MEZCLA COMPUESTA DE FIBRA CERAMICA Y DE AGLOMERANTE ORGANICO, A PARTIR DE LA CUAL SE CONFORMA UNA ESTERA DE FIBRA, SECANDOSE POSTERIORMENTE, DEJANDO UN RESTO DE HUMEDAD, Y POSTERIORMENTE SE PRENSA JUNTO CON LA MEZCLA PARA LA PIEDRA, A LA QUE SIRVE DE APOYO. FINALMENTE SE SECA Y SE CUECE.
PROCESO PARA AUMENTAR LA TEMPERATURA DE UN MEDIO GASEOSO INERTE EN LA OBTENCION DE CALOR DE MEDIOS ALMACENADOS.
Sección de la CIP Química y metalurgia
(01/09/1983). Clasificación: C09K5/00.
PROCESO PARA AUMENTAR LA TEMPERATURA DE UN MEDIO GASEOSO INERTE EN LA OBTENCION DE CALOR DE MEDIOS ALMACENADOS. CONSISTE EN APROVECHAR EL CALOR RESIDUAL DEL MEDIO EMPLEADO COMO SOPORTE, UNA VEZ EXTRAIDO EL CALOR UTIL; CON ELLO SE AUMENTA LA TEMPERATURA DEL AGUA LA CUAL ES EMPLEADA EN LA HUMIDIFICACION Y AUMENTO DE TEMPERATURA DEL MEDIO SOPORTE ANTES DE INTRODUCIRLO EN EL MEDIO ALMACENADO. COMO MEDIO SOPORTE SE EMPLEA AIRE Y COMO MEDIO DE ALMACENAMIENTO SE EMPLEA GEL DE SILICE O CEOLITA. ASI MISMO COMO SOPORTE PUEDE EMPLEARSE AGUA A CONTRACORRIENTE EN UNA TORRE DE RIEGO.
PERFECCIONAMIENTOS INTRODUCIDOS EN EL PROCESO DE FABRICACION DE MASAS RESISTENTES AL FUEGO, REFRACTARIAS.
Sección de la CIP Química y metalurgia
(01/04/1983). Clasificación: C04B43/02.
_(PERFECCIONAMIENTOS INTRODUCIDOS EN EL PROCESO DE FABRICACION DE MASAS RESISTENTES AL FUEGO, REFRACTARIAS . CONSTA DE LA SIGUIENTES FASES: 1 ) ADICION EN UN MEZCLADOR DE AGUA ROCIADA, A FIBRAS CERAMICAS HASTA ALCANZAR UNA MEZCLA HOMOGENEA. 2 ) ADICION A LA COMPOSICION OBTENIDA DE ARCILLA Y/O AL2O3 Y/O SIO2 Y/O HIDROXIDOS DE ALUMINIO Y/O MAGNESIA Y/O DIOXIDO DE TITANIO Y/O OXIDO DE CROMO ASI COMO UN AGLUTINANTE SOLIDO ORGANICO, HACIENDOSE FUNCIONAR DE NUEVO EL MEZCLADOR HASTA LOGRAR QUE LA ARCILLA Y DEMAS PRODUCTOS REFRACTARIOS QUEDEN ADHERIDOS A LAS SUPERFICIES REMOJADAS. 3 ) ADICION A LA COMPOSICION OBTENIDA DE UN AGLUTINANTE ORGANICO, ASI COMO DE UN AGLUTINANTE DE FOSFATO, HACIENDOSE FUNCIONAR EL MEZCLADOR DURANTE UN TIEMPO PROXIMO A 30 MINUTOS. 4 ) SECADO A UNA TEMPERATURA COMPRENDIDA ENTRE 110 Y 180 C DURANTE UN TIEMPO DE 2 A 24 HORAS, TRITURANDOSE A CONTINUACION A TAMAÑO DE 2 A 8 MM.
PERFECCIONAMIENTOS INTRODUCIDOS EN EL PROCESO DE FABRICACION DE MASAS LIGERAS PLASTICAS PARA LA TRANSFORMACION ULTERIOR EN MATERIALES REFRACTARIOS O RESISTENTES AL FUEGO.
Sección de la CIP Química y metalurgia
(01/04/1983). Clasificación: C04B35/80.
_(PERFECCIONAMIENTOS INTRODUCIDOS EN EL PROCESO DE FABRICACION DE MASAS LIGERAS PLASTICAS PARA LA TRANSFORMACION ULTERIOR EN MATERIALES REFRACTARIOS O RESISTENTES AL FUEGO . CONSTA DE LAS SIGUIENTES ETAPAS: 1 ) OBTENCION DE UNA COMPOSICION HOMOGENEA A BASE DE FIBRAS CERAMICAS Y UN AGLOMERANTE ORGANICO. 2 ) ESTA COMPOSICION SE HUMEDECE CON 10 A 50 PARTES EN PESO DE AGUA EN UNA MEZCLADORA. 3 ) A LA COMPOSICION OBTENIDA, SE ADICIONAN DE 10 A 30 PARTES EN PESO DE ARCILLA Y SI ES NECESARIO UN AGLOMERANTE INORGANICO SOLIDO. 4 ) A LA COMPOSICION OBTENIDA, SE ADICIONA UNA SOLUCION VISCOSA DE UN AGLOMERANTE ORGANICO, SOBRE TODO DE CELULOSA METILICA QUE PUEDE CONTENER DISUELTO, UN AGLOMERANTE INORGANICO. 5 ) SECADO DE LA COMPOSICION OBTENIDA DURANTE UN TIEMPO DE 10 MINUTOS A 1 HORA, PROCEDIENDOSE A CONTINUACION A SU ALMACENAMIENTO O EXTRUSION POR PRENSADO O APISONADO O BIEN PROCOCIENDOSE A 900 C Y CORTANDO LAS PIEZAS MOLDEADAS.
{kind=link}
{kind=link}