MEJORAS EN LOS APARATOS PARA FABRICAR PASTILLAS DE HIELO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/11/1963). Ver ilustración. Clasificación: F25B, F25C.
{kind=link}
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/11/1963). Ver ilustración. Clasificación: F25B, F25C.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/06/1963). Ver ilustración. Clasificación: F25.
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/02/1963). Ver ilustración. Clasificación: A47L.
Mejoras en los medios de arrastre de las cestas porta-platos en las máquinas de lavar vajilla que se caracterizan en disponer transversalmente en la máquina, dos o más ejes instalados en sendos cojinetes con sistema de estanqueidad, y de cuyos extremos al menos uno, sobresale al exterior, dotándose a cada eje, en la parte que queda al interior de la máquina de una o más ruedas dentadas de arrastre que engranan con una o más cremalleras dispuestas en cada cesto portaplatos, enlazándose el extremo sobresaliente de cada eje con el mecanismo motor de la máquina, mediante un dispositivo de giro unidireccional con retorno libre.
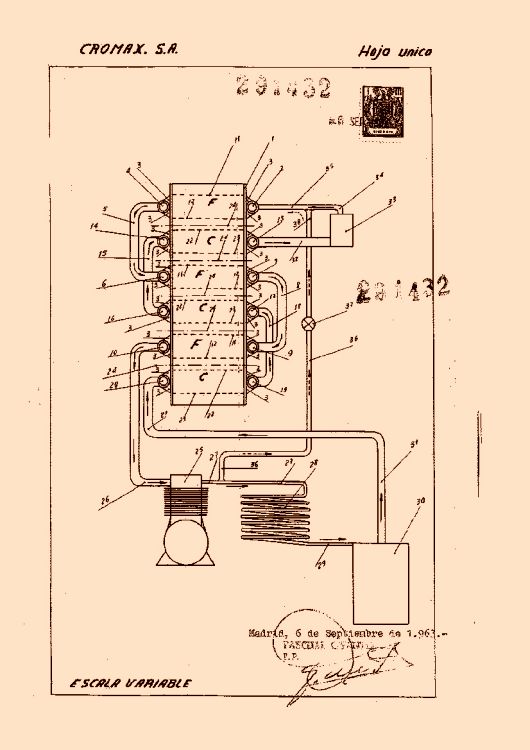
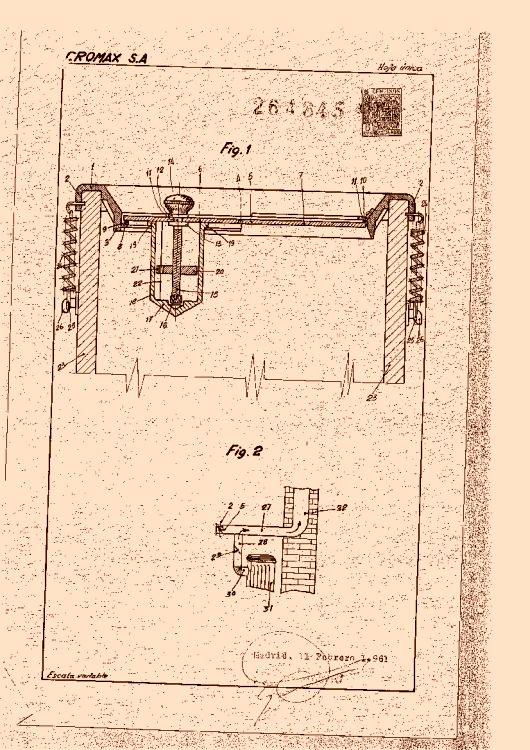
(01/02/1963) Mejoras en las instalaciones para fabricar pastillas de líquido congelado que se caracterizan en disponer el molde refrigerado, preferentemente de múltiples cavidades, en posición invertido siendo batido por una pluralidad de finos chorros del líquido a congelar que son producidos por un sistema de rociadores verticales a presión suficiente, siendo recogido el líquido no congelado, por una bandeja inclinada que vierte en un depósito, manteniéndose dicho rociado, hasta tanto que todas y cada una de las cavidades del molde estén ocupados por líquido congelado, y en este momento se produce el cambio en el estado térmico del molde que pasa…
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/01/1962). Ver ilustración. Clasificación: F25C.
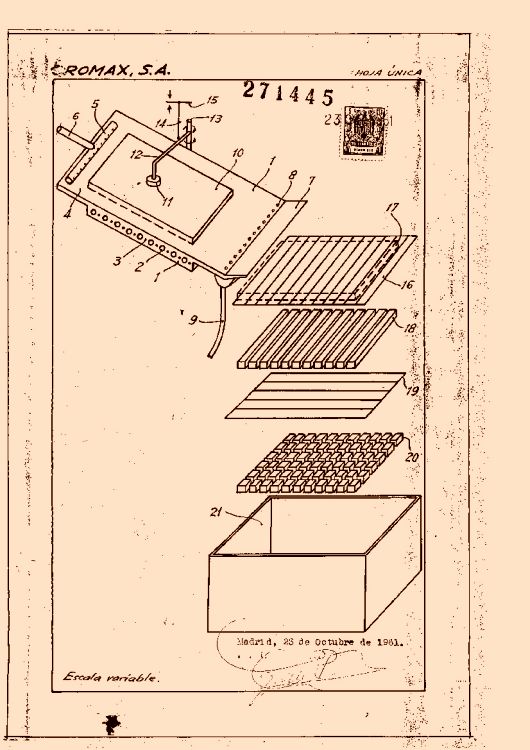
Procedimiento para fabricar cubitos de hielo que se caracterizan en proyectar agua que se desliza por sobre una placa metálica que esta a temperatura menor que el cero grados, hasta que se forme una pieza plana de hielo, en cuyo momento se invierte el estado térmico de la palca metálica y consecuentemente se produce el desprendimiento de la pieza de hielo, que es trasladada sobre un enrejado o dos entramados de hilos metálicos situados que son mantenidos a temperatura suficiente para producir por deshielo el fraccionamiento o corte de la pieza de hielo en pequeños fragmentos de forma y dimensiones pre establecidas.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/01/1962). Ver ilustración. Clasificación: F25C.
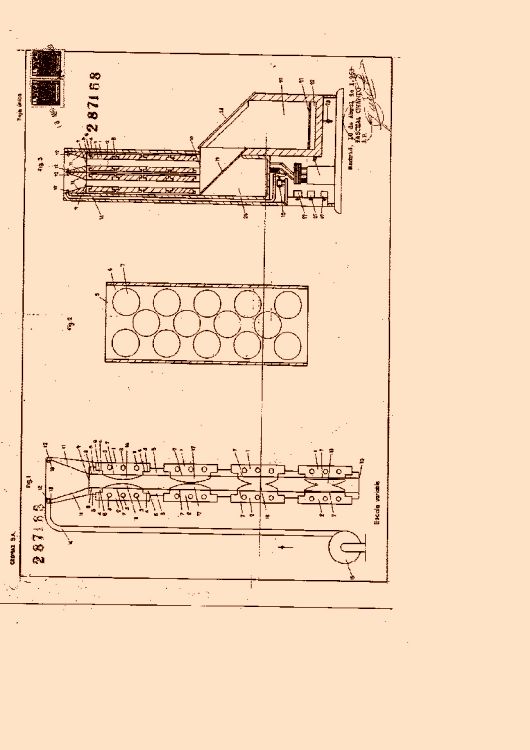
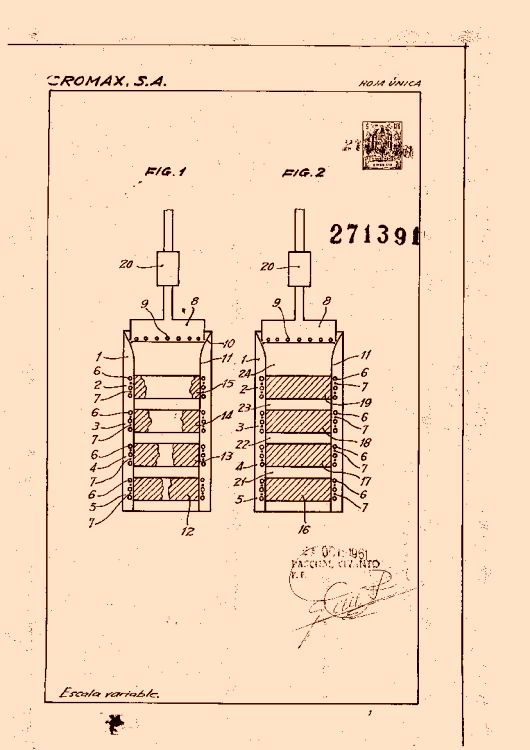
Mejoras en el proceso de fabricación de trozos regulares de hielo caracterizados por crear, en una pieza tubular emplazada verticalmente, unas zonas anulares según secciones rectas en las se reduce la temperatura a menos del 0ºC , produciendo por la boca superior de dicha pieza tubular la entrada de agua, que preferentemente se desliza por toda la superficie interior, produciéndose la congelación solo en las zonas refrigeradas y formándose unas piezas anulares de hielo que se cierran hasta formar5 discos o pastillas de hielo que quedan adheridas dentro de la pieza tubular, procediéndose entonces a cambiar el estado térmico de dicha zonas anulares, que son entonces calentadas en grado suficiente para producir el deshielo superficial de todas las pastillas y su desprendimiento de la pieza tubular, siendo recogidas en un recipiente refrigerado separando el agua que pudiera haber quedado dentro de la pieza tubular en los espacios comprendidos entre cada dos pastillas de hielo.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/04/1961). Ver ilustración. Clasificación: F22B.
Aparato regulador del tiro en las calderas que se caracteriza en quedar integrado por una armadura que se emplaza en la boca de un conducto conectado con la salida de humos de caldera después del emplazamiento del regulador tradicionalmente empleado, cerrándose dicha armadura mediante una placa instalada basculante sobre un eje horizontal emplazado más alto que el eje transversal de la placa, estableciéndose un sistema de topes y juntas que permiten a dicha placa oscilación partiendo de la verticalidad en un solo sentido y el retorno a dicha posición en la que la placa queda cerrando, prácticamente en forma hermética, el posible paso de aire.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}