28 patentes, modelos y diseños de COMAMALA ARCHE, JUAN ANTONIO
(16/12/1969) Carrete perfeccionado, que, esencial a partir de dos idénticos elementos laminares de y la una que contiene las zonas marginales extremas de mayor anchura de las porciones en que queda subdividida la zona central del elemento laminar, por aquellos mentados cortes, y la otra línea que afecta a las partes extremas más estrechas de aquellas porciones de modo que, tales porciones y en virtud de la primera línea de hendido para doblez, resultan aptas para quedar dispuestas en planos normales al que contiene a la zona restante del elemento laminar, que es la constitutiva de uno de los planos laterales del carrete, mientras que por mediación de la segunda línea de hendido para doblez, las partes extremas menores de dichas…
PERFECCIONAMIENTOS EN EL PROCESO DE REMOLDEO DE PIEZAS HUECAS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1967). Clasificación: B29F.
Resumen no disponible.
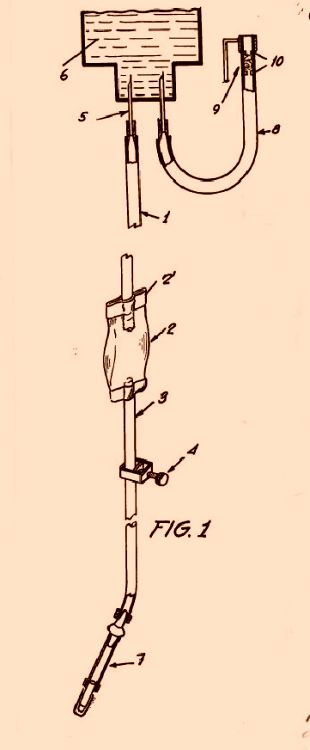
UN PROCEDIMIENTO PARA LA MEDICIÓN Y CONTROL DE LÍQUIDOS.
Sección de la CIP Física
(16/05/1964). Clasificación: G01F.
Resumen no disponible.
Cortina de colgantes compuestos perfeccionada.
Sección de la CIP Física
(16/03/1962).
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS APARATOS PARA EL CONTROL DEL CAUDAL DE LÍQUIDOS.
Sección de la CIP Física
(01/01/1962). Clasificación: G05D7/00.
Resumen no disponible.
NUEVO PROCEDIMIENTO PARA LA FABRICACIÓN DE LÁMINAS PLÁSTICAS MEDIANTE DEPÓSITO POR PROYECCIÓN.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1961). Clasificación: B29D.
Resumen no disponible.
NUEVO MÉTODO PARA ESTERILIZAR OBJETOS DIVERSOS.
Sección de la CIP Necesidades corrientes de la vida
(16/11/1961). Clasificación: A61L.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS APARATOS PARA EL CONTROL DE CAUDAL DE LÍQUIDOS.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/07/1961). Clasificación: B64D, F16K.
Resumen no disponible.
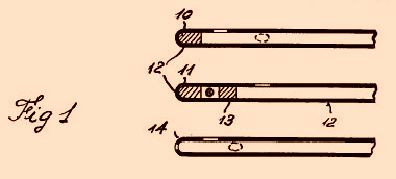
MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE BOLSAS DE PLÁSTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1961). Ver ilustración. Clasificación: B65D.
Mejoras introducidas en la fabricación de bolsas de plásticoque se caracteriza porque se parte de un cuerpo tubular yse determinapor soldadurasuna bolsa por alta frecuenciasoldándola en sus extremosen uno de los cuales resulta ventajoso soldar un segundo tubo de menor diámetropara la entrada y salida de materiales.
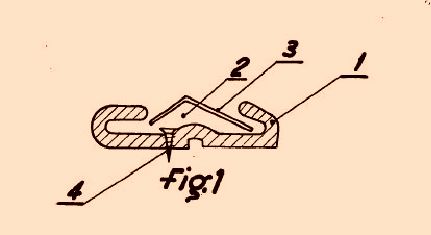
NUEVO PROCEDIMIENTO PARA LA FABRICACIÓN DE MOLDURAS DOTADAS DE MEDIOS PARA SU FIJACIÓN.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1961). Ver ilustración. Clasificación: B29D.
Nuevo procedimiento para la fabricación de molduras dotadas de medios para su fijación, caracterizado porque en cuanto al procedimiento se procede a la preparación de los perfiles base por máquina de extrusión, consiguiéndose realizar en ellos unas ranuras para permitir en encaje de un segundo perfil el cual será logrado en forma de cinta decorativa, formando una vez unidos un solo conjunto.
PERFECCIONAMIENTOS EN LOS APARATOS PARA EL CONTROL DEL CAUDAL DE LÍQUIDOS A SU PASO POR UN CONDUCTOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1961). Ver ilustración. Clasificación: B67D.
Control del caudal de líquidos a su paso por su conductor, caracterizado, esencialmente, por sustituir una pequeña zona del tubo de conducción del líquido, preferentemente de material termoplástico, por un tubo de diámetro mayor con sus bordes soldados por alta frecuencia dejando paso a los respectivos extremos del tubo interrumpido de manera que se determine al menos una cámara de expansión en la cual penetra una parte el tubo superior.
UN PROCEDIMIENTO PARA MOLDEAR PIEZAS TUBULARES DE PLÁSTICO, ESPECIAL APLICACIÓN PARA USOS QUIRÚRGICOS Y CLÍNICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1960). Clasificación: B29D.
Resumen no disponible.
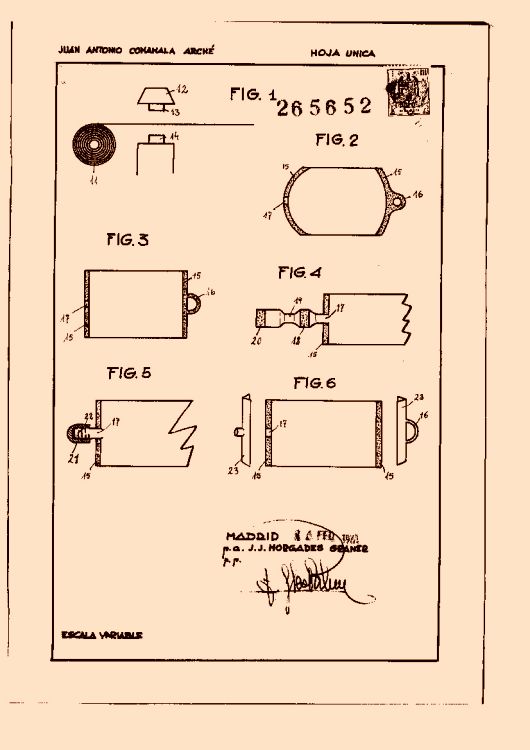
PROCEDIMIENTO PARA MOLDEAR PIEZAS CILÍNDRICAS DE PLÁSTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960). Ver ilustración. Clasificación: B29D.
Procedimiento para moldear piezas cilíndricas de plástico, caracterizado porque comprende una primera fase previa en que se prepara una pieza cilíndrica continua y regular de material plástico cuyo espesor y sección se establecen de antemano, cortando dicha pieza a una longitud dependiente de la pieza que se pretende obtener, con la particularidad de que se introduce en el hueco de la pieza cilíndrica un núcleo de material rígido y resistente al calor que actúa, por su propia configuración como molde, mientras que en una tercera fase la pieza cilíndrica es sometida a la acción de un chorro de aire caliente de acuerdo con la temperatura de moldeo del plástico que se trabaja para que, al ser recibida dicha temperatura por la pieza de plástico, se consiga su remoldeo.
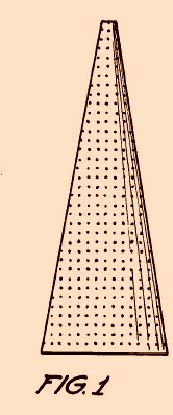
PROCEDIMIENTO PARA LA FABRICACIÓN DE ÓRGANOS TEXTILES DE SOPORTE PARA EL ARROLLADO DE HILOS.
Sección de la CIP Textiles y papel
(16/11/1960). Ver ilustración. Clasificación: D04B3/06.
Procedimiento para la fabricación de órganos textiles de soporte para el arrollado de hilos, caracterizado porque consiste esencialmente en poner en contacto las paredes de la pieza terminada con un líquido disolvente del material plástico con que se ha obtenido la pieza, esperando un tiempo suficiente hasta conseguir el reblandecimiento de dichos superficies o paredes, procediendo seguidamente a hacer girar la pieza sobre una superficie rugosa preferentemente afelpada, con el fin de que quedan marcados en la superficie de la pieza en cuestión unos pequeños salientes y entrantes o rugosidades.
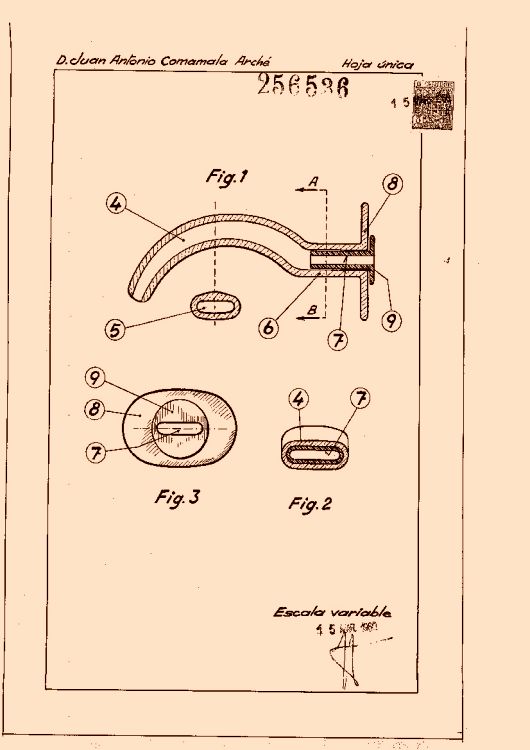
NUEVO PROCEDIMIENTO PARA LA FILTRACIÓN DE LÍQUIDOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1960). Ver ilustración. Clasificación: B01D15/00.
Nuevo procedimiento par ala fabricación de filtros, caracterizado esencialmente por sustituir una pequeña zona del tubo de conducción del líquido preferentemente constituido de un material termoplástico, por un tubo de diámetro mayor con sus bordes soldados, dejando paso a los respectivos extremos del tubo interrumpido de manera que se determine al menos una cámara de expansión a uno de cuyos bordes va fijada mediante soldadura una bolsa que constituye el elemento filtrante propiamente dicho.
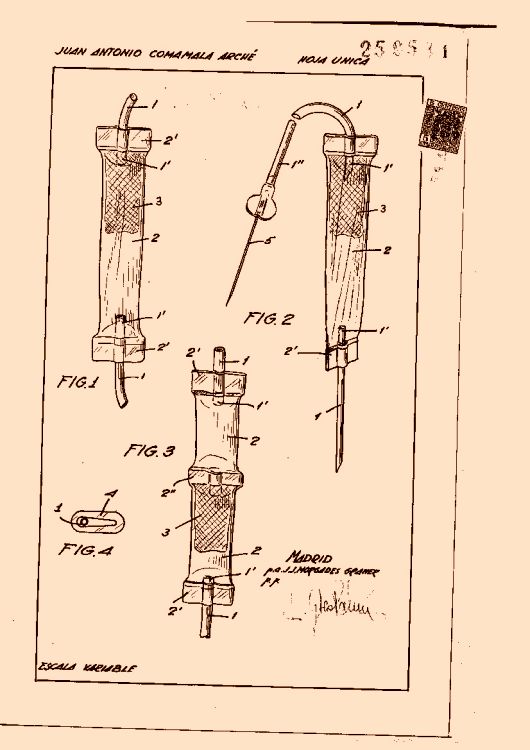
UN DESOBTURADOR BUCAL PARA USOS CLÍNICOS.
Sección de la CIP Necesidades corrientes de la vida
(16/09/1960). Ver ilustración. Clasificación: A61C.
Desobturador bucal para usos clínicos, caracterizado por estar constituído por un conducto abierto y libre por sus dos bocas, de material semi-rígido, el cual adopta, en el sentido longitudinal, una curvadura adecuada para reseguir el contorno del velo del paladar, contando con una longitud apropiada para llegar desde los labios a las proximidades de la glotis y teniendo, en su boca anterior, una platina sobresaliente destinada a actuar de tope de contención para limitar su penetración.
UN PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCIÓN DE CINTAS DOTADAS DE DECORACIÓN INTERIOR.
Sección de la CIP Textiles y papel
(01/08/1960). Ver ilustración. Clasificación: D01H.
Un procedimiento y dispositivo para la obtención de cintas dotadas de decoración interior, caracterizado por estar formado de una tira compuesta por un alma plana y consistente, sobre la cual se aplican por incrustación fragmentos y partículas de cuerpos planos decorativos por su colorido y forma, que permanecen visibles bajo el recubrimiento transparente de la lámina longitudinal, que a modo de forro cubre a la cinta base.
UN DISPOSITIVO AUXILIAR PARA MÁQUINAS DE EXTRUSIÓN DE PLÁSTICO.
(16/07/1960) Un dispositivo auxiliar para máquinas de extrusión de plástico, caracterizado porque comprende esencialmente un alimentador de cinta que precede a la máquina y que consiste en un soporte vertical en el que queda montada una barra horizontal deslizante susceptible de fijarse en una determinada posición y sobre cuya barra va montada, giratoria una bobina de una cinta, ventajosamente metálica, quedando situada, encima de la barra horizontal antes mencionada, una segunda barra deslizante pero fijable en una posición, la cual, es portadora de un rodillo guiador para la cinta arrollada en la bobina, quedando dicho rodillo a la altura del cabezal de la máquina de extrusión para la introducción de la cinta en el interior de la máquina de extrusión convenientemente provista de una boquilla convencional, para recubrir con material plástico…
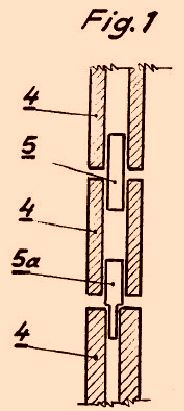
MÉTODO PARA HACER REDES ENTRECRUZADAS CON ELEMENTOS DE MATERIAL PLÁSTICO.
(01/07/1960) Método para hacer redes entrecruzadas, con elementos de material plástico, caracterizado porque consiste esencialmente en hacer girar, en sentidos inversos, dos grupos concéntricos de soporte de bobinas de filamentos, como hilos-tubos y similares, de material plástico dispuestos alrededor de un eje central,el cual soporta un cilindro central que hace de molde y que corresponde, en cuanto a su pared cilíndrica externa, ala medida de la red que se desea obtener y en guiar los filamentos antes citados en la proximidad de la superficie del cilindro moldeador, de modo que al girar los soportes de bobinas en uno y otro sentido vayan arrollándose los…
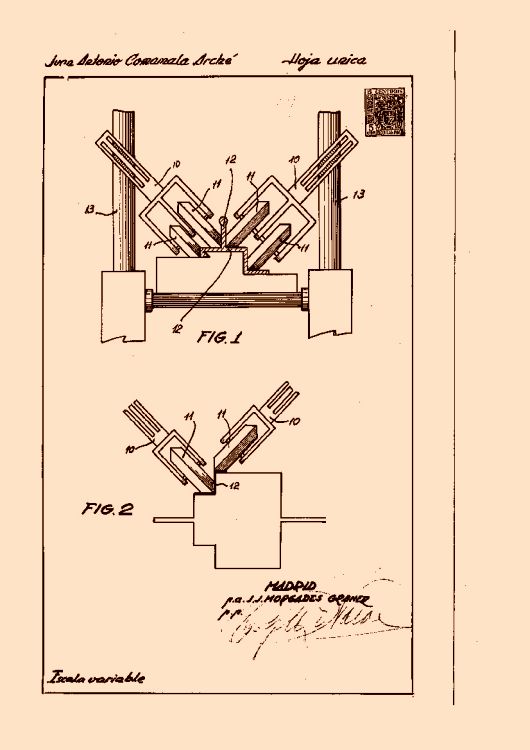
UN APARATO PARA PRODUCIR REDES A BASE DE FILAMENTOS PLÁSTICOS.
(16/04/1960) Aparato para producir redes a base de filamentos plásticos, caracterizado porque comprende esencialmente el conjunto constituído por un órgano de soporte general que lleva a su vez elementos de soporte para pasadores fijos destinados a guiar los correspondientes filamentos que van saliendo, todavía calientes, de la máquina de extrusión y, a continuación de estos pasadores guía-hilos fijos, existe un dispositivo soldador de los filamentos antes citados, de función alterna y a intervalos regulares a medida que los mismos van saliendo de la máquina, constando fundamentalmente dicho dispositivo soldador de dos series giratorias de brazos o aspas, independientes entre sí las dos series,…
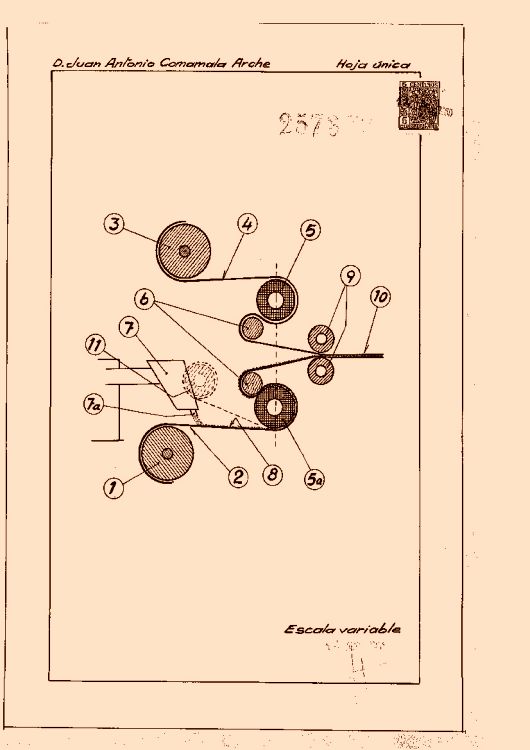
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MÁQUINAS PARA LA OBTENCIÓN DE PERFILES DE MATERIAS PLÁSTICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1960). Ver ilustración. Clasificación: B29B.
Perfeccionamientos introducidos en las máquinas para la obtención de perfiles de materias plásticas, caracterizados porque consisten esencialmente en asociar a la antes mencionada máquina, a la salida del perfil formado por la misma y en su caso simultáneamente o después que el perfil ha atravesado unos órganos preconformadores del mismo, tales como unos rodillos preconformadores, un bastidor de soporte que sostiene, en posición inclinada, por lo menos una rueda conformadora giratoria, la cual, al apoyarse con fuerte presión sobre el indicado perfil le confiere, en la zona de contacto, la forma que corresponde al perfil de la mencionada rueda, utilizándose ventajosamente una multiplicidad de estas ruedas, las cuales, se hacen trabajar simultáneamente para que cada una de ellas, conforme una zona determinada del perfil que sale de la máquina.
MEJORAS EN LAS MÁQUINAS DE EXTRUSIÓN DE PLÁSTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1960). Clasificación: B29C.
Mejoras en las máquinas de extrusión de plástico, caracterizadas porque consisten esencialmente en dotar dicha s máquinas, en la zona de su boquilla de salida, de un elemento hueco, como por ejemplo un anillo, que está en contacto, total o parcialmente con la superficie de la materia a extrusionar y/o extrusionada, yendo dicho elemento hueco dotado de una serie de orificios de paso, a través de los cuales, se inyecta el líquido coloreador de la pieza que se está produciendo.
NUEVO MÉTODO DE OBTENCIÓN DE UNA MATERIA PLÁSTICA APTA PARA OBTENER TODA CLASE DE ARTÍCULOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1960). Clasificación: B29D.
Resumen no disponible.
UN PROCEDIMIENTO PERFECCIONADO PARA FABRICACIÓN DE CORTINAS MEDIANTE CANUTILLOS VERTICALES CON EFECTOS DECORATIVOS.
Sección de la CIP Necesidades corrientes de la vida
(16/02/1960). Ver ilustración. Clasificación: A47H23/00.
Máquina perfeccionada para la infusión de cafe con dosificación automática del grano y molido interno del mismocaracterizadapor la existencia de una cabeza de funcionamientoportadora de una tolva transparente de gran capacidadcomo recipiente del cafe en grano destinado a la alimentación de la máquina.
(16/11/1958).
Resumen no disponible.
Correa transmisora perfeccionada.
(01/05/1958).
Resumen no disponible.
Persiana de varillas verticales.
(16/12/1957).
Resumen no disponible.
Jeringuilla automática para inyecciones.
(16/03/1956).
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}