Sistema de herramientas y procedimiento de torneado.
(29/07/2020) Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un primer extremo para la conexión a una máquina de procesamiento y un segundo extremo con una cara frontal, en la que se forma un asiento para un inserto de corte intercambiable,
y un inserto de corte intercambiable sujeto de manera fija en rotación al asiento ,
en donde el inserto de corte presenta un lado inferior diseñado como superficie de contacto, un lado superior diseñado como una cara de desprendimiento y una superficie lateral circunferencial diseñada como una superficie libre y, en una transición desde el lado superior a la superficie lateral circunferencial, se forma un filo ,
en donde…
Herramienta de arranque de viruta.
(29/04/2020) Herramienta de arranque de viruta ,
con un material base de metal duro que presenta partículas de materia dura incrustadas en un aglutinante metálico dúctil , mientras el aglutinante metálico es una aleación de Co-Ru,
en la que las partículas de materia dura están conformadas al menos de manera preponderante por carburo de tungsteno con un tamaño medio de granos del carburo de tungsteno de 0,1-1,2 μm medido como longitud de intercepción lineal" de acuerdo con el estándar internacional ISO 4499-2:2008(E),
con un contenido de Mo en el intervalo de 0,1-3,0% en peso del metal duro, un contenido de Ti, Ta y/o Nb de < 0,2% en peso del metal duro cada uno, y
un contenido de V de < 0,3% en peso del metal duro, preferiblemente…
Herramienta de mecanizado.
(29/04/2020) Herramienta de corte de metal para materiales que contienen metal, con un material básico constituido por metal duro , que presenta partículas de material duro incrustadas en un aglutinante dúctil metálico , siendo el aglutinante metálico una aleación de Co-Ru, estando formadas las partículas de material duro por carburo de wolframio al menos predominantemente ,
un contenido en (Co + Ru) de 5-17 % en peso de metal duro,
un contenido en Ru de 6-16 % en peso del contenido en (Co + Ru),
un contenido en Cr de 2-7,5 % en peso del contenido en (Co + Ru),
un contenido de Ti, Ta y/o Nb de < 0,2 % en peso de metal duro en cada caso, y
un contenido en V de < 0,3 % en peso de metal duro, preferentemente < 0,2 % en peso,
caracterizado…
Herramienta de mecanización.
(04/03/2020) Herramienta para la mecanización con arranque de virutas con un cuerpo base que determina un eje de rotación (R) alrededor del cual gira la herramienta en servicio, como mínimo un asiento construido en el cuerpo base para el alojamiento de un juego de cuchillas reemplazable, un tornillo de fijación para la fijación del juego de cuchillas al asiento , y un juego de cuchillas sujeto al asiento , en donde el asiento presenta una superficie de base (3a) para que se apoye una cara inferior del juego de cuchillas y una superficie de apoyo lateral (3b) para que se apoye una superficie lateral del juego de cuchillas y en la superficie de base (3a) hay construido un taladro para el alojamiento de un tornillo de fijación , en donde separado de la superficie de base (3a) el taladro presenta un taladro…
(10/07/2019) Fresadora con
un cuerpo base de la herramienta para alojar uno o varios dispositivos de corte y
al menos un dispositivo de corte para el tratamiento mediante arranque de virutas con un cuerpo base esencialmente en forma de cilindro, con un eje A, con una superficie libre lateral y superficies libres opuestas (2, 2'), en donde hay construidos bordes de corte (3, 3') en el corte de esta superficie, las cuales transcurren en dirección a las superficies libres (2, 2') vistas en forma circular y donde las superficies libres (2, 2') tienen una zona en forma de anillo (7, 7') que limita directamente con los bordes de corte (3,3'), el cual sobresale en una depresión (10,10') en la zona central, en donde los bordes de corte (3,3') en dirección al eje A tienen…
Sección de la CIP Técnicas industriales diversas y transportes
(10/07/2019). Inventor/es: BAUR,STEFFEN, VOGT,REINHOLD, KASSNER,SEBASTIAN, MERKLE,ULI. Clasificación: B23B51/00, B23B51/06.
Una broca para producir una perforación en una pieza de trabajo, con: Un cuerpo de base , caracterizado por que,
al menos un primer conjunto (3a) de filos de corte hechos a partir de un material ultraduro, que para producir un primer diámetro de perforación predeterminado se fijan a los puntos asignados distribuidos sobre la circunferencia del cuerpo de base ,
en la que los filos de corte están distribuidos a intervalos angulares irregulares (ß, ß-Δ3, ß+Δ4) sobre la circunferencia de la broca y al menos en cada caso presenta un borde de corte y al menos un rompevirutas colocado del lado delantero del material ultraduro, formado como un rebaje en el rompevirutas formado en el material ultraduro.
PDF original: ES-2748028_T3.pdf
Inserto de corte de doble cara y herramienta de fresado.
(30/05/2019) Inserto de corte de doble cara para fresas de esquina, que comprende
una cara superior ;
una cara inferior ;
una superficie lateral periférica ;
una primera lista de corte que está formada en una zona de transición de la cara superior a la superficie lateral periférica ;
una segunda arista de corte que está formada en una zona de transición de la cara inferior a la superficie lateral periférica ;
un eje de simetría (Z) con respecto al cual el inserto de corte presenta una simetría rotacional cuádruple; y un plano de referencia (XY) que discurre perpendicularmente al eje de simetría y que subdivide el inserto de corte en dos mitades;
poseyendo el inserto…
(08/05/2019) Herramienta de fresado con:
un mango de la herramienta con un eje longitudinal (L) y
un cabezal de corte fijado a la parte frontal del mango de la herramienta , que presenta una diversidad de filos de corte (4a) para el procesamiento mecanizado de una pieza de trabajo,
en donde el mango de la herramienta y el cabezal de corte están conectados entre sí a través de una unión de sujeción,
en donde la unión de sujeción presenta una proyección con una diversidad de superficies de sujeción de forma periférica y una cavidad con una diversidad de superficies de centrado que de forma periférica interactúan con las…
(01/05/2019) Accesorio de corte que presenta:
una superficie de apoyo del lado de suelo,
un borde de corte central ,
dos bordes de corte secundarios , que están configurados a ambos lados del borde de corte central y que están configurados desplazados con respecto al borde de corte central , y dos bordes de transición que conectan el borde de corte central con el borde de corte secundario adyacente en cada caso,
estando configurados los dos bordes de corte secundarios en cada caso desplazados en altura y en caso dado también desplazados en profundidad con respecto al borde de corte central ,
caracterizado por que los dos bordes…
Herramienta para la mecanización con arranque de virutas.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(06/03/2019). Inventor/es: SCHINTLMEISTER, WILFRIED, DR., WALLGRAM, WOLFGANG, SCHLEINKOFER,UWE, GIGL,KARL, THURNER,JOSEF. Clasificación: C23C30/00, C23C14/18, B24C1/06, C23C16/56, C23C14/58.
Placa de varios filos de corte para la mecanización con arranque de virutas, a base de un material base de metal duro, de cermet o cerámico y de un revestimiento de material duro de una o múltiples capas aplicado sobre el anterior, con al menos una capa del grupo de carburos, nitruros, carbonitruros, boruros de los metales de los grupos IVa-VIa del Sistema Periódico, así como su combinación con aditivos de oxígeno y/o boro, a base de TiAlN o a base de óxido de aluminio y/u óxido de zirconio, caracterizada por que sobre el revestimiento de material duro está aplicado un revestimiento metálico adicional a base de uno o varios metales del grupo de aluminio, cobre, zinc, estaño o a base de aleaciones base de estos metales.
PDF original: ES-2721426_T3.pdf
Herramienta de corte para la elaboración de materiales metálicos.
(06/12/2017) Herramienta de corte para la elaboración de materiales mecánicos con un cuerpo metálico duro y un revestimiento multicapa aplicado en al menos una zona de superficie sobre el cuerpo metálico duro ,
presentando el revestimiento multicapa, en un sentido del cuerpo metálico duro a la superficie (O) de la herramienta de corte, en el siguiente orden:
al menos una capa de TiCx1Ny1 con x1 + y1 ≥ 1, x1 ≥ 0, y1 > 0;
al menos una capa de TiCx2Ny2Oz2 con x2 + y2 + z2 ≥ 1, 0,01 ≤ z2 ≤ 0,02 y 0,5 ≤ x2 ≤ 0,85;
al menos una capa : TiN, o o TiCx31Ny31 con 0,2 ≤ x31 ≤ 0,8 y x31 + y31 ≥ 1, o TiNy32Bv32 con 0,0001 ≤ v32 ≤ 0,05 e y32 + v32 ≥ 1;
…
Inserto de corte de broca.
(14/12/2016) Inserto de corte con:
un lado superior ,
un lado inferior ,
una superficie lateral periférica , que conecta entre sí el lado superior y el lado inferior , y una arista de corte configurada en la transición entre la superficie lateral y el lado superior , en el que la arista de corte está configurada de manera que están configuradas n esquinas de corte idénticas y n aristas de corte parciales idénticas, que se extienden entre respectivamente dos esquinas de corte , con n ε {3, 4},
en el que cada una de las n aristas de corte parciales presenta:
adyacente a una primera esquina de corte un corte principal recto en…
Inserto de corte a doble cara para el fresado.
(01/02/2016) Inserto de corte a doble cara para el fresado, en particular para el
planeado con fresa, con
una cara superior ;
una cara inferior ;
una superficie lateral periférica ;
una primera arista de corte que está configurada en una transición de la cara superior hacia la superficie lateral periférica ;
una segunda arista de corte que está configurada en una transición de la cara inferior hacia la superficie lateral periférica ;
un eje de simetría S respecto al que el inserto de corte presenta una simetría de rotación de n-cifras; y
un plano de referencia (R) que discurre perpendicularmente…
Unión roscada de material duro.
Sección de la CIP Técnicas industriales diversas y transportes
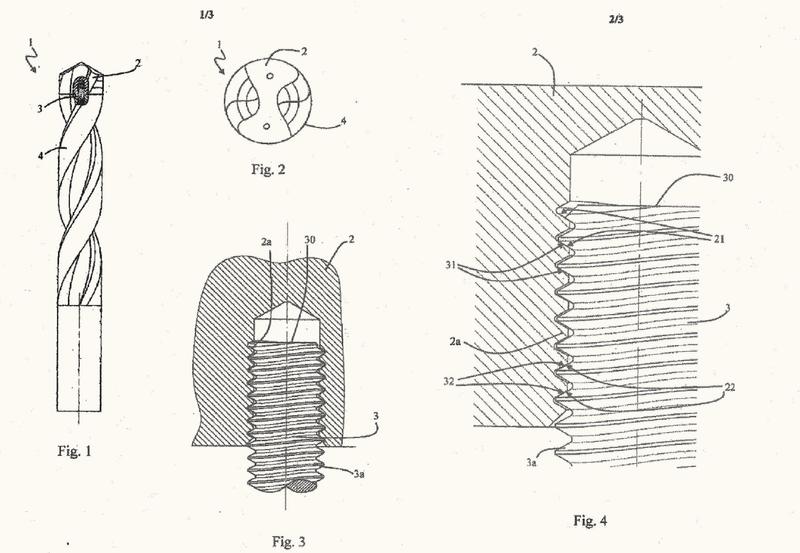
(30/12/2015). Ver ilustración. Inventor/es: SINGER-SCHNÖLLER,ALEXANDER. Clasificación: B23B51/02.
Unión roscada de material duro con un elemento constructivo , que tiene un material duro y un primer segmento roscado (2a) configurado en el material duro, y un componente con una elasticidad mayor que tiene un segundo segmento roscado (3a) que actúa conjuntamente con el primer segmento roscado (2a), caracterizada por que el primer segmento roscado (2a) y el segundo segmento roscado (3a) tienen un paso de rosca diferente.
PDF original: ES-2562484_T3.pdf
Inserto de corte para una herramienta de corte, su utilización y herramienta de corte con un inserto de corte.
(22/10/2014) Inserto de corte para una herramienta de corte para el mecanizado por arranque de virutas de una pieza de trabajo con:
una superficie superior , cuya orientación principal define un plano principal (H), una superficie inferior y una pared lateral periférica entre la superficie superior y la superficie inferior, estando formada al menos una esquina redondeada en dirección periférica que está configurada al menos en el lado de la superficie superior como una esquina de corte ,
formando una arista en la zona de la esquina de corte y al menos una arista adyacente a la esquina de corte , que discurren respectivamente entre la pared lateral y la superficie superior , una arista de corte , estando configurados…
(21/10/2013) Herramienta constituida por un material base del grupo carburo cementado, cerrnet, material duro yacero para herramientas y un recubrimiento de dos o más capas con un espesor de recubrimiento total de 0,5 μm a15 μm, presentando una capa de recubrimiento un espesor de 0,0003 - 5,0 11m, caracterizado porque al menos unacapa de recubrimiento presenta la composición (Ti.AlbTa,)N
con a + b + e ≥ 1, siendo
0,3≤ b ≤0,75;
0,001 ≤c ≤0,30
Y presentando al menos otra capa de recubrimiento la composición (Ti.,AI.Ta,Mg)N
con d + e+f+g ≥ 1, siendo
0,50 ≤e ≤0,70;
o ≤ f ≤0,25; Y
siendo M uno…
(05/07/2013) Herramienta de corte
- con un cuerpo base de herramienta y al menos un asiento de inserto que está dispuesto en este y quepresenta una superficie de fondo para alojar un inserto de corte y
- con un pasador de sujeción que atraviesa un agujero de paso del inserto de corte , que presenta un ejecentral , y la superficie de fondo , y que puede fijarse al cuerpo base de herramienta ,
en la que
-- un eje longitudinal central del pasador de sujeción está dispuesto en un ángulo agudo (W1) con respectoa la superficie de fondo y
-- el pasador de sujeción presenta un segmento esférico para el alojamiento en una superficie dealojamiento del agujero de paso y una cabeza de pasador ,
caracterizada porque
la superficie del segmento esférico…
(11/07/2012) Herramienta de corte, formada por un cuerpo base de la herramienta y al menos una pieza de corte quese puede intercambiar, que está dispuesta en un alojamiento del cuerpo base de la herramienta y que sepuede apretar al cuerpo base de la herramienta por medio de una garra de sujeción que se puedeatornillar con el cuerpo base de la herramienta , que se engancha con un saliente en forma de talón en unalojamiento de la pieza de corte , caracterizada porque -en la sección a lo largo del plano de simetría Sde la garra de sujeción - la limitación de la pieza de corte hacia la entalladura , que estáenganchada…
(12/09/2011) Montaje de herramienta con un eje longitudinal A, formado por una primera pieza con una sección transversal , que está realizada en la sección transversal perpendicularmente al eje longitudinal A de modo simétrico, con un eje de simetría en la dirección de una altitud máxima h y un eje de simetría en la dirección de una anchura máxima b, en el que h es mayor que b, una segunda pieza con una entalladura que está prevista para el alojamiento de la sección terminal por medio de superficies de contacto (5 y 6) opuestas, y al menos un medio de sujeción para la sujeción recíproca de las piezas (1 y 2), caracterizado porque la sección terminal tiene una sección transversal fundamentalmente ovalada, y porque las superficies…
MATERIAL COMPUESTO CON MICROESTRUCTURA MODIFICADA PERIODICA.
(07/06/2011) Material compuesto que comprende un cuerpo base formado por metal duro, material cermet, materia dura o acero para herramientas y una capa de materia dura, caracterizado porque la capa de materia dura presenta, por la acción periódica de un rayo láser en al menos una dirección paralela a la superficie de la capa, zonas con granos globulares y zonas circundantes con granos columnares
(26/04/2011) Herramienta de fresado, formada por un vástago de herramienta con un eje de rotación D y una región de corte con al menos un borde de corte transversal que discurre aproximadamente perpendicular al eje de rotación D, que en el lado del contorno pasa a un borde de corte principal y en el lado del centro pasa a un borde de canto secundario , estando desplazado el borde de corte secundario respecto al borde de corte transversal en la dirección del eje de rotación D hacia detrás, y estando realizada la región de corte como una pieza de cabeza de una pieza, caracterizada porque en la zona de transición entre el borde de corte transversal…
RECUBRIMIENTO DE MATERIAL DURO DE Al-Ti-Ru-N-C.
(07/02/2011) Un recubrimiento mono o multicapa de material duro de nitruro o carbonitruro que contiene Al y Ti, caracterizado porque presenta, al menos, una capa de recubrimiento de la composición (AlxTiyRuzMev)(NaC1-a), con 0,45 ≤ x ≤ 0,75 0,2 ≤ y ≤ 0,55 0,001 ≤ z ≤ 0,1 0 ≤ v ≤ 0,2 0,9 ≤ (x + y + z + v) ≤ 1,1 0,8 ≤ a ≤ 1,1; en que Me es uno o varios elementos del grupo formado por Si, B, W, Mo, Cr, Ta, Nb, V, Hf, Zr y v es el contenido suma de estos elementos
PROCEDIMIENTO PARA LA PREPARACION DE GRANULADO DE METAL DURO.
(13/10/2010) Procedimiento para la preparación de un granulado de metal duro por molienda en húmedo de las proporciones de material duro y metal de enlace deseadas en el granulado acabado y generación de un lodo húmedo pulverizable usando agua pura como fase líquida, en el que el lodo húmedo se convierte en granulado en una torre de pulverización mediante secado por pulverización en una corriente de gas con una temperatura de entrada del gas comprendida en el intervalo de aproximadamente 160 a 220ºC y una temperatura de salida del gas comprendida en el intervalo de aproximadamente 85 a 130ºC, y en el que la torre de pulverización se compone…
(20/05/2010) Portaherramientas con una garra de sujeción para inmovilizar una pieza insertada de corte intercambiable, pasando un tornillo tensor por la garra de sujeción y pudiendo unirse la misma mediante tornillo con el cuerpo base del portaherramientas apretándose la garra de sujeción mediante un extremo de un resorte que envuelve el tornillo tensor contra la cabeza del tornillo tensor , caracterizado porque el otro extremo del resorte se apoya en un collar del tornillo tensor por encima de la rosca y porque el resorte está realizado de forma cónica y se apoya con su diámetro menor en el tornillo tensor…
HERRAMIENTA DE CORTE PARA TORNEAR Y TALADRAR OBJETOS MACIZOS.
(20/05/2010) Herramienta de corte para tornear y taladrar objetos macizos, compuesta por un vástago de broca y un cabezal de corte en un extremo con un filo de corte frontal, recto que se extiende sustancialmente de forma aproximadamente transversal con respecto al eje de broca y que corta hasta el eje de broca encerrando junto con éste un ángulo a inferior a 90º, y con un filo de corte lateral, recto, dispuesto a continuación, que corta la pared del taladro y que encierra junto con una perpendicular respecto al eje de la broca un ángulo ß superior a 90º y que, a su vez, se convierte en un filo de corte posterior, recto, que se extiende de forma aproximadamente…
HERRAMIENTA PARA ARRANCAR VIRUTAS CON UN COEFICIENTE DE ROZAMIENTO BAJO.
(15/03/2010) Herramienta para arrancar virutas, formada por un cuerpo base de un material del grupo de metales duros, cermets, materiales duros y aceros para herramientas, que está provista al menos en la zona superficial sometida a desgaste y rozamiento de una capa de material duro, que respecto al cuerpo base presenta una composición química diferente y que contiene al menos una fase de material duro del grupo de los óxidos, nitruros, carburos y boruros de los elementos Al, Ti, Zr y/o Hf, caracterizada porque en la capa de material duro está incorporado de forma finamente dispersada Ag, Cu y/o Au, siendo la temperatura de fusión o sol idus de Ag, Cu y/o Au o de las fases formadas al menos…
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
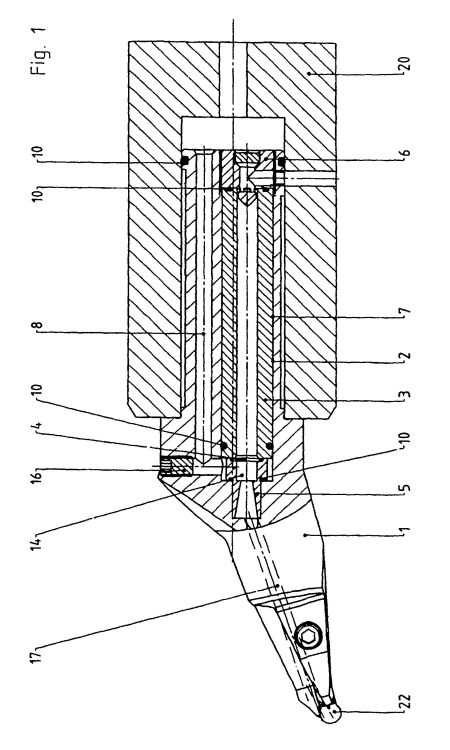
(29/10/2009). Ver ilustración. Inventor/es: STEINER, MICHAEL. Clasificación: B23Q11/10, B23B27/10, F25B9/04.
Herramienta de corte para la mecanización con arranque de virutas con un suministro de una corriente de gas frío para la refrigeración de la zona inmediata de arranque de virutas, caracterizada porque la herramienta de corte presenta un generador de frío integrado en el cuerpo base de la herramienta, así como un sistema de canales internos para el suministro de la corriente de gas frío, estando compuesto el generador de frío de un vórtice tubular extendido para transformar un gas comprimido a temperatura normal, suministrado a través de un arremolinador de gas , en una corriente de gas fría y una corriente de gas caliente, y de una salida de gas frío situada en un extremo del vórtice tubular , así como de una salida de gas caliente situada en el otro extremo del vórtice tubular.
INSERTO DE CORTE Y HERRAMIENTA PARA SU USO.
(16/11/2008) Inserto de corte en forma de cuchilla con una superficie de contacto inferior y superior , para el alojamiento en una escotadura alargada con una contrasuperficie inferior y superior en el cuerpo base de una herramienta punzonadora o fresa de disco, que se compone de una pluralidad de insertos de corte individuales coherentes, dispuestos uno detrás de otro, que pueden usarse separando el inserto de corte individual usado anteriormente, a través de un punto de rotura controlada dispuesto entre los mismos, quedando formados los distintos puntos de rotura controlada respectivamente por una hendidura que causa una separación parcial de las superficies libres frontales de los distintos insertos de corte individuales respecto a la superficie final del inserto de corte individual dispuesto delante respectivamente, y encerrando…
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/11/2008). Inventor/es: KOSTERS,ROLF. Clasificación: C23C16/00, B24C5/04, C23C28/00, B24C1/04.
Boquilla de enfoque para el corte abrasivo por chorro de agua compuesta por un cuerpo de boquilla de metal duro que está atravesado por un taladro para enfocar el chorro de corte y en la que al menos la pared del taladro está provista de un recubrimiento de material duro de una o varias capas, caracterizada porque el recubrimiento de material duro presenta al menos en la superficie libre una capa con proporción de nitruro de titanio.
(01/09/2008) Fresa de alta velocidad compuesta por un cuerpo base de la herramienta y al menos una elemento de corte en forma de placa con un filo de corte convexo, con forma más o menos curva, que está esencialmente fijado en su posición sujeto en un asiento de placa del cuerpo base de la herramienta y presentando el asiento de placa y el elemento de corte un elemento de fijación , cada uno con superficies de contacto enfrentadas para absorber las fuerzas centrífugas presentes en el elemento, caracterizada porque la superficie de contacto del primer elemento de fijación está realizada con forma de arco circular, más o menos concéntrica…
PIEZA DE CORTE CON UN FILO CORTANTE PRINCIPAL Y UN FILO CORTANTE DE ALISADO.
(01/07/2008) Pieza de corte para el giro bajo el dispositivo de aproximación de la herramienta fijo respecto al eje de la herramienta, con una superficie de cubierta superior e inferior y con superficies laterales planas que limitan ésta, que conforman en las esquinas de corte un ángulo de esquina alfa <_ 90º, con al menos un borde de corte principal recto en una superficie de cubierta, y un borde de corte de esquina curvado de modo diferente en las esquinas de corte dentro de secciones individuales, con un escalón de derivación de virutas que va a continuación del borde de corte, circular, que cae hacia el punto central de la pieza, y con…
USO DE UNA ALEACION DE METAL DURO.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
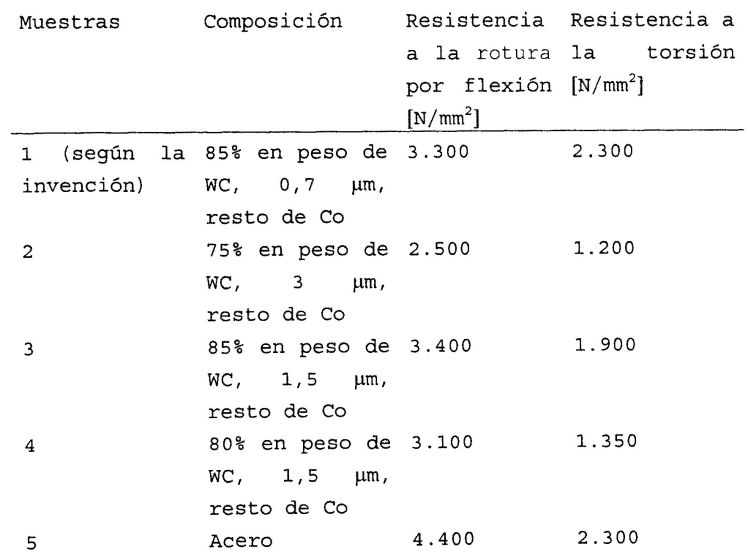
(01/07/2008). Ver ilustración. Inventor/es: HUBER, RONALD, SCHRETTER, MICHAEL, BERNHARD,ALFRED, KNITTEL,ALFRED. Clasificación: B25B15/00, C22C29/08.
Uso de una aleación de metal duro esencialmente a partir de carburo de wolframio con un tamaño promedio de grano menor que 1,2 µm y a partir de 13 a 23% en peso de metal aglutinante, seleccionado de uno o varios metales del grupo cobalto, hierro y níquel para puntas recambiables de destornillador.
{kind=link}
{kind=link}
{kind=link}