14 patentes, modelos y diseños de CERAMICA DOMINGUEZ DE LEVANTE, S.A.
UN AZULEJO, PERFECCIONADO.
Sección de la CIP Construcciones fijas
(16/01/1981). Clasificación: E04C2.
1.Un azulejo, perfeccionado, caracterizado esencialmente por el hecho de dotar a swu cara vista de un relieve en forma de meseta de pequeña altura, de contorno sinuoso cercano a los bordes de la pieza, y que ocupa la superficie de dicha cara, excepto un espacio periférico de reducidas dimensiones. 2.Un azulejo perfeccionado.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1978). Clasificación: B44C.
Azulejo perfeccionado, caracterizado esencialmente por el hecho de que sobre la superficie prevista que comprende se hallan practicados una serie de bajorrelieves en combinación, determinados por una serie de círculos concéntricos formados por canales de media caña, hallándose dotado el espacio de separación entre canales de una serie de pequeños bajorrelieves, preferentemente de forma oval, dirigidos hacia el centro de la pieza en sucesión contínua formando círculos, quedando el centro de la pieza formando círculo cuya altura es igual pieza formado por una meseta circular cuya altura es igual a la superficie del resto de la pieza exenta de decoración.
PANEL DE LOSETAS, PERFECCIONADO.
Sección de la CIP Construcciones fijas
(01/01/1972). Ver ilustración. Clasificación: E04G21.
Panel de losetas, perfeccionado, caracterizado el panel a base de pequeñas losetas que se sitúan una al lado de otra, en hileras verticales y horizontales, disponiéndolas sobre un soporte plano, dejando entre ellas una leve separación, cuya separación se rellena con un pegamento adecuado, presionando lateralmente las losetas para que se unan entre sí por los respectivos cantos, formándose el panel cuyo reverso queda libre para su unión directa al suelo o paredes a revestir.
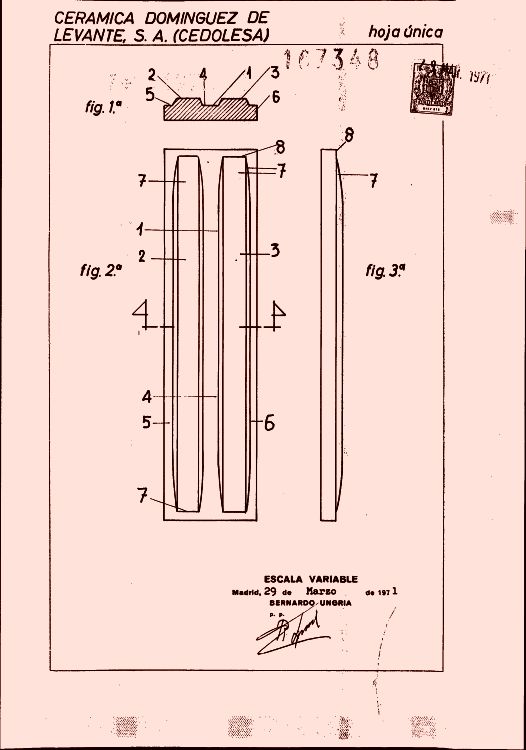
UNA PIEZA CERAMICA PARA LA CONSTRUCCION.
Sección de la CIP Construcciones fijas
(01/12/1971). Ver ilustración. Clasificación: E04F13/14.
Una pieza cerámica para la construcción, caracterizada esencialmente porque su anverso, plano rectangular, presenta longitudinalmente dos nervios de trapecial isósceles, estando separados entre si, una magnitud doble de la separación entre cada nervio y el lado correspondiente de la pieza al tiempo que las extremidades de dichos nervios decrecen progresiva y curvilíneamente, hasta perderse en la superficie de la pieza, en la proximidad de los lados menores de la misma y a una distancia de estos aproximadamente igual a la separación lateral entre nervio y lado.
PROCEDIMIENTO PARA DECORACION DE PIEZAS CERAMICAS DE REVESTIMIENTO.
Sección de la CIP Química y metalurgia
(01/11/1969). Clasificación: C04B41/06.
Resumen no disponible.
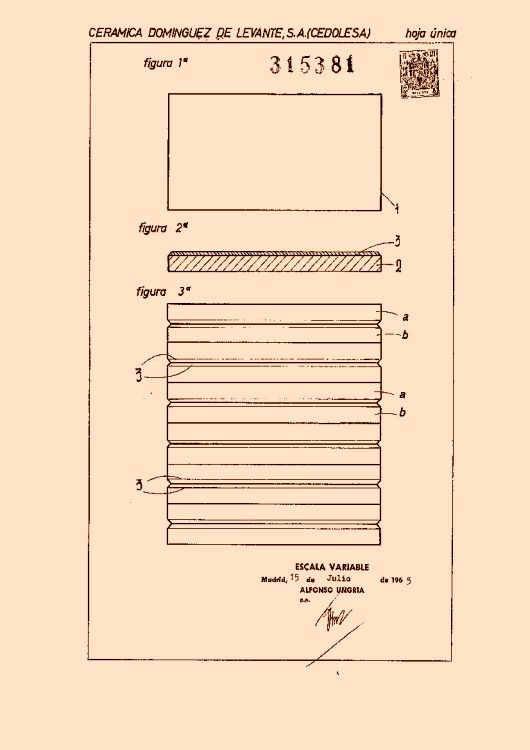
PROCEDIMIENTO PARA LA FABRICACION DE LOSETAS DE GRES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1965). Ver ilustración.
Resumen no disponible.
UN SOPORTE PARA PILAS DE AZULEJOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1965).
Resumen no disponible.
SOPORTE APILABLE PARA PASO DE LOSETAS POR EL HORNO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1965).
Resumen no disponible.
QUEMADOR DE COMBUSTIBLE LIQUIDO PERFECCIONADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1965).
Resumen no disponible.
SOPORTE PERFECCIONADO PARA PASO DE AZULEJOS POR LOS HORNOS DE COCCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1965).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1965).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1965).
Resumen no disponible.
UN PROCEDIMIENTO MECANICO PARA DECORAR SERIGRAFICAMENTE ELEMENTOS DE CERAMICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1965). Ver ilustración.
Resumen no disponible.
PROCEDIMIENTO INDUSTRIAL PARA LA OBTENCIÓN DE AZULEJOS SEMIVITRIFICADOS PARA RECUBRIMIENTO DE SUPERFICIES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1957). Clasificación: B28.
Procedimiento industrial para la obtención de azulejos semi-vitrificados para recubrimiento de superficies, que se caracteriza por el hecho de unir las arcillas comunes utilizadas para la fabricación de azulejos de tipo español, un fundente y cryolita sintética, procediéndose a un molturado en húmedo para la mezcla íntima de los distintos componentes, extrayéndose el agua a la salida del molturador por aspersión en secaderos especiales en los que s pulveriza la masa en una corriente de aire a 120 grados centígrados, del cual sale el polvo en condiciones de sufrir el prensado mecánico en moldes adecuados y a presión precisa para dar como resultado un producto compacto.
{kind=link}
{kind=link}
{kind=link}
{kind=link}