Elemento de soporte para paso de piezas por los hornos cerámicos.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
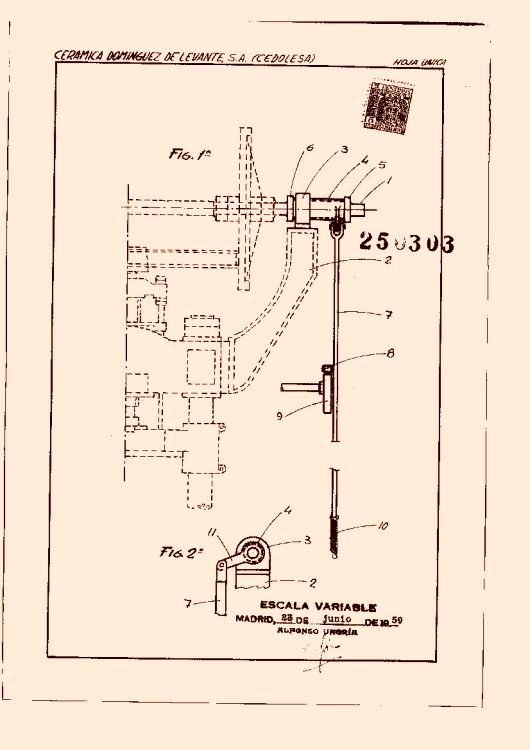
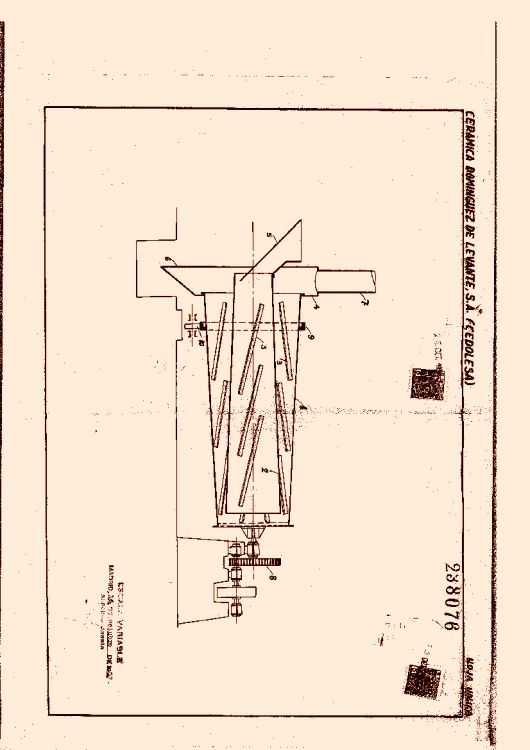
(01/11/1959). Ver ilustración. Clasificación: B30.
Perfeccionamientos en los medios de accionamiento de las prensas de fricción destinadas a la fabricación de azulejoscaracterizados esencialmente por el hecho de establecer en el extremo del eje de los platos de fricción y precisamente como cojinete de unión de ellos un husillo perforadoa través de cuya perforación pase el eje citadoapoyándose el husillo directamente sobre una tuerca constitutiva de la parte externa del cojinete; cuyo husillo posee una extensión radial por la cual se hace solidaria de una biela accionada en un movimiento vertical por una leva y recuperada a su posición por un resorte; estando estos movimientos coordinados con el giro de los platos de fricción.
Sección de la CIP Técnicas industriales diversas y transportes
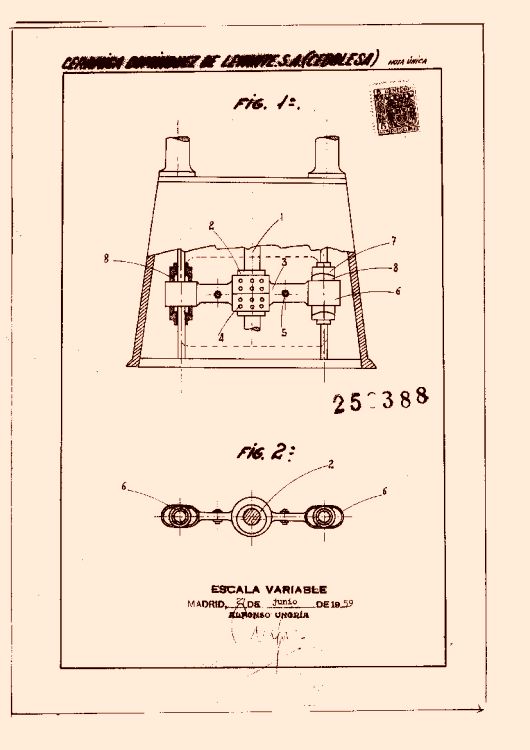
(01/11/1959). Ver ilustración. Clasificación: B30.
Perfeccionamientos en los medios extractores de las prensas de friccióncaracterizados esencialmente por el hecho de establecer en el centro de la cruceta y como cojinetes de deslizamientos de extractor dos casquillos excéntricos quese complementan para formar un alojamiento vertical de deslizamiento del extractor.
Sección de la CIP Química y metalurgia
(16/10/1959).
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/10/1959).
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/06/1959).
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/03/1959). Clasificación: C04B35/00.
Nuevo procedimiento para la fabricación de piezas cerámicas, caracterizado porque se procede primeramente mezclando los esmaltes, corrientemente utilizados en la industria cerámica, preparados con o sin minio, con óxidos y sales metálico en condiciones especiales de tamaño de partícula y con agitación retardada de la mezcla, efectuando el esmaltado de las piezas con los métodos usuales utilizando la dicha mezcla, para cocerlas después en condiciones especiales de fuego y a las temperaturas normales para la fabricación corriente.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1959). Clasificación: B28B.
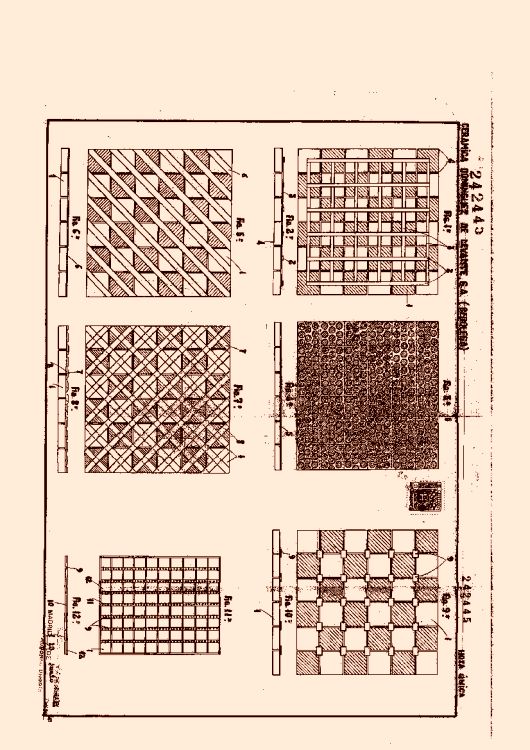
Perfeccionamientos en la fabricación de piezas ceramicas, especialmente azulejos, caracterizados esencialmente por el hecho de practicar sobre la superficie o vista de las piezas una serie de figuras irregulares, enlazadas o no entre sí, que ocupan la total extensión de la pieza hasta los mismos bordes, cortándose en éstos las figuras que vienen a morir a ellos.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1959). Clasificación: B28B.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1959). Clasificación: B25D5/00.
Un procedimiento de fabricación de punzones para el prensado de elementos cerámicos, caracterizado por el hecho de mecanizar sobre un bloque metálico un punzón modelo cuya forma es exactamente la misma que la de la pieza a obtener mediante prensado.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1959). Clasificación: B28B.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/12/1958). Clasificación: C04.
Un procedimiento para al fabricación de materiales cerámicos, caracterizado por el hecho de que la materia colorante, formado por óxidos y/o por sales metálicas, se incorpora a toda la masa cerámica en solución o en forma de gel, con el agua de amasado adicionada de unos fijadores destinados a estabilizar el color en la superficie de la pieza durante la cocción.
Sección de la CIP Construcciones fijas
(01/12/1958).
Resumen no disponible.
Sección de la CIP Construcciones fijas
(01/12/1958). Ver ilustración. Clasificación: E04.
Procedimiento de unión de losetas o tejitas o materiales similares de pavimento y revestimiento, para la rapida y simultanea aplicación en obra de un complejo de ellos, caracterizado esencialmente por el hecho de que, colocándolos encima de medio de unión y dispuesos distanciados a lo largo de las juntas, las losetas o planchas vienen sostenidas firmemente sobre un medio de unión que viene encolado solo sobre la cara posterior, y que recubre la dicha cara posterior solo parcialmente.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1958).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1958). Ver ilustración. Clasificación: B44.
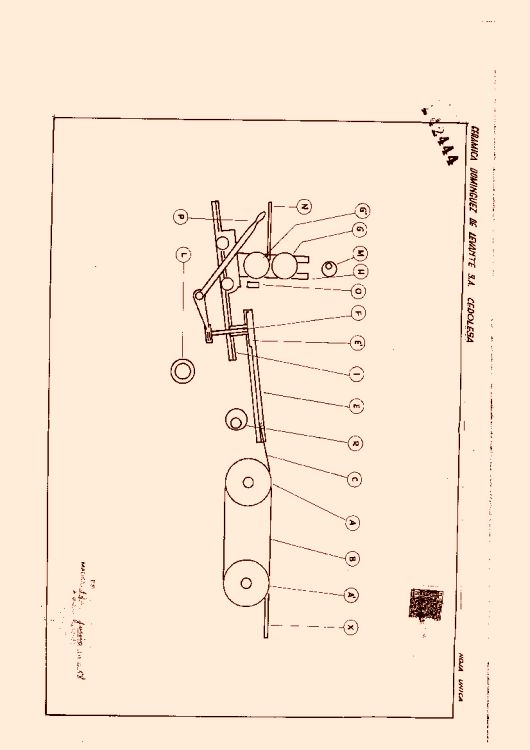
Máquina para la aplicación sobre rojas de papel de losetas de mosaico de cualquier tipo y formando, caracterizada esencialmente por el hecho de comprender dos partes fundamentales que son: a) parte encuadradora de las losetas de mosaico, y b) parte encoladora de dichas losetas que las fija a un soporte común, siendo esta última parte deslizante sobre la primera durante el trabajo.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1958). Clasificación: B28.
Un nuevo procedimiento para la obtención de piezas cerámicas, caracterizado esencialmente por el hecho de disponer un cuerpo intermedio entre el cuerpo cerámico y el esmalte, que tiene como finalidad evitar la maduración del esmalte, siendo dicho cuerpo cerámico intermedio una mezcla en crudo de caolín, feldespato, mármol molido, cuarzo molido, solvay, y una cubierta A fritada anteriormente formada a su vez por sal común, sosa solvay, mármol, carbonato de bario, óxidos de plomo o de boro y arenas silíceas de barniz para azulejos; pulverizando, la superficie pintada con óxidos cerámicos, con una mezcla formada por la cubierta A y caolín.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1958). Ver ilustración. Clasificación: B23P.
Máquina para repasar elementos cerámicos, caracterizada por estar constituida mediante una bancada que, soportando los útiles o herramientas de trabajo, preferentemente en su parte superior, está dotada de guías longitudinales por las que se realiza el desplazamiento de un gato con mordazas regulables entre las cuales va sujeta la pieza a trabajar, teniendo dicho gato movimiento de vaivén a lo largo de la bancada, y por delante de los útiles de trabajo gracias a la disposición de una biela solidaria de dicho gato, con eje de giro sobre el mismo, cuya biela está fijada por su otro extremo al eje excéntrico de un volante que recibe el movimiento del grupo motor.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1958). Clasificación: B28.
Resumen no disponible.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/07/1958).
Resumen no disponible.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/07/1958).
Resumen no disponible.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/07/1958).
Resumen no disponible.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/04/1958). Ver ilustración. Clasificación: B28C, F26B.
Resumen no disponible.
Sección de la CIP Construcciones fijas
(01/03/1958). Clasificación: E04.
Resumen no disponible.
(01/03/1958) Perfeccionamientos introducidos en los procesos de secado artificial de azulejos cerámicos, caracterizados esencialmente por el hecho de disponer las piezas apiladas dentro de los secaderos artificiales haciendo qeu los agentes desecadores actúen sobre las mismas en las tres bases sucesivas siguientes: primera fase con duración de entre 16 y 20 horas durante las cuales se hace recircular dentro de la cámara qeu constituye el secadero el aire contenido en la misma, conservando un grado de humedad relativa en relación con el medio ambiente de 80 a 85%; segunda fase con un tiempo de duración de entre 12 y 14 horas durante el cual se caldea el aire en circulación elevando su temperatura a 30º y 40º haciéndole conservar al propio tiempo el grado de humedad relativo en relación con el medio ambiente de 80% a 85% y, tercera fase con…
(16/02/1958).
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}