PROCEDIMIENTO DE CARACTERIZACION EN LINEA DE UNA SUPERFICIE EN MOVIMIENTO Y DISPOSITIVO PARA SU PUESTA EN PRACTICA.
(18/03/2010) Procedimiento de caracterización en línea de una superficie (S) en movimiento, preferentemente una chapa galvanizada, que utiliza principalmente:
- un primer conjunto, denominado conjunto A, que consiste en por lo menos un microscopio industrial equipado con un objetivo de gran distancia de trabajo , una lente de adaptación de cámara, un aparato de adquisición de imágenes con una salida analógica o digital, una iluminación de tipo campo claro y/o campo oscuro que comprende un láser , un sensor de distancia , y un motor que actúa sobre el desplazamiento lineal según el eje (Z), es decir el desplazamiento según el eje óptico del microscopio con el fin de permitir el enfocado correcto del sistema, estando dicho conjunto A montado sobre un conjunto denominado…
PROCEDIMIENTO PARA LA INSPECCION DE LA SUPERFICIE DE UN CILINDRO DE LAMINADOR.
(01/06/2009) Procedimiento para la inspección de la superficie de un cuerpo cilíndrico , en el que: #- se observa por lo menos una zona de dicha superficie por medio de un dispositivo de inspección que presenta un eje óptico orientado hacia dicha zona con vistas a determinar el estado de superficie de dicho cilindro ; #- se capta y se analiza una imagen de dicha zona proporcionada por dicho dispositivo de inspección , siendo el análisis de dicha imagen captada comparado con el análisis de una imagen de referencia, siendo detectadas las diferencias que existen entre el análisis de la imagen captada y el análisis de dicha imagen de referencia; #- se ajusta por lo menos la orientación de dicho eje óptico de manera que reduzca…
APARATO PARA LA INSPECCION DE UNA SUPERFICIE.
(01/03/2009) Aparato para la inspección de una superficie, en particular de la superficie de un cilindro de laminador, que comprende una caja en la que se disponen unos medios de emisión y de recepción de un haz de luz, en el que la pared delantera de dicha caja, es decir la pared girada hacia la superficie a inspeccionar , presenta una ventanilla transparente para el paso de dicho haz de luz entre dichos medios de emisión y de recepción y la superficie a inspeccionar, y en el que un dispositivo de acoplamiento óptico está dispuesto en la superficie exterior de dicha pared delantera de la caja, de tal manera que su eje óptico sea por lo menos sustancialmente paralelo…
PROCEDIMIENTO DE MEDICION OPTICA DE DISTANCIAS.
(01/09/2008) Procedimiento para la medición de distancias por vía óptica, preferentemente por triangulación láser, sobre una banda o superficie metálica especular o casi especular en desplazamiento continuo en una instalación, preferentemente de galvanización de acero por inmersión en caliente, caracterizado porque comprende las siguientes etapas: -un haz luminoso, denominado haz incidente, es emitido por una fuente , preferentemente una fuente láser, incorporada en un cabezal de medición , proyectando dicha fuente un motivo en forma de una pluralidad de puntos, preferentemente una línea, dispuestos según un eje perpendicular a la dirección de desplazamiento de la superficie metálica, según una dirección de incidencia sobre una parte fija no especular, de dicha instalación; -en primer…
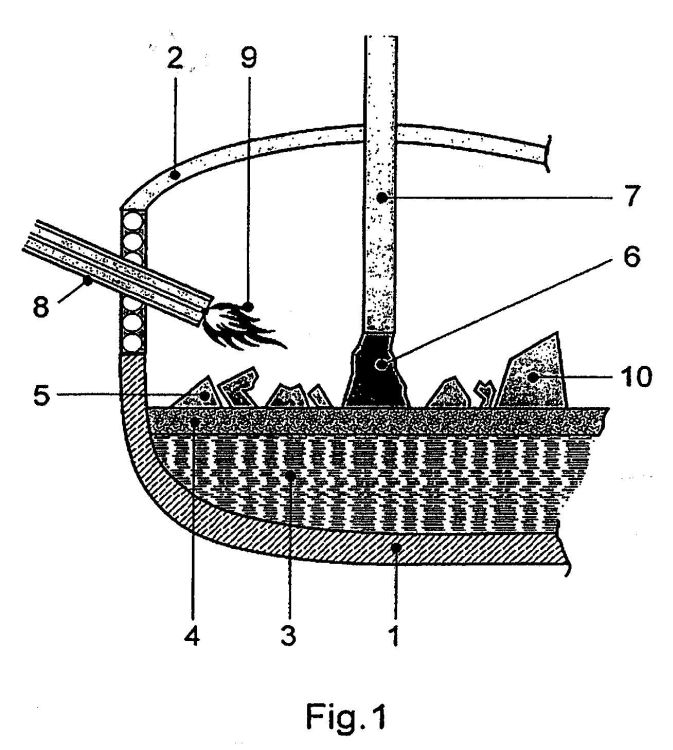
DISPOSITIVO DE OBSERVACION DE LA CARGA DE UN HORNO ELECTRICO DE ACERERIA.
Sección de la CIP Química y metalurgia
(16/06/2008). Ver ilustración. Inventor/es: NYSSEN,PIERRE, MATHY,CECILE, SCHYNS,MARC. Clasificación: C21C5/52.
Dispositivo de observación de la carga de un horno eléctrico, en particular de un horno de arco de acerería, comprendiendo dicho horno eléctrico uno o varios quemadores dispuestos por encima del nivel del baño en fusión, caracterizado porque por lo menos uno de dichos quemadores está provisto de una cámara y porque dicha cámara está dispuesta en el interior de dicho quemador.
PROCEDIMIENTO DE ENFRIADO EN CONTINUO DE UNA PLANCHA DE ACERO Y DISPOSITIVO PARA SU REALIZACION.
(16/12/2004) Procedimiento de enfriado continuo de una plancha de acero en paso continuo, cuya temperatura inicial está comprendida entre 680ºC y 850ºC, en el cual: - se enfría en continuo la plancha en una primera etapa de enfriado haciéndola pasar por una cuba que contiene un baño de agua mantenida a una temperatura superior al 95% de su temperatura de ebullición; - se aplica a la plancha una segunda etapa de enfriado distinta y que tiene lugar en la fase final de la primera etapa; - se utiliza para esta segunda etapa de enfriado un dispositivo de enfriado distinto, llamado a continuación caja de enfriado, por el cual se hace pasar la plancha , estando dicha caja de enfriado construida y…
PROCEDIMIENTO Y DISPOSITIVO DE MEDICION DEL TIEMPO DE TRANSFERENCIA DE LOS GASES EN EL SENO DE UN RECINTO, EN PARTICULAR UN HORNO DE CUBA.
(16/12/2004) Procedimiento de medición del tiempo de transferencia de los gases en el seno de un recinto, tal que se efectúan por lo menos una vez las operaciones: - de inyección de un gas denominado gas trazador en un punto A ó A del recinto; - de extracción en un punto B de este recinto el gas presente en el mismo, siendo el punto B diferente del punto A ó A; - de determinación por medio de un equipo de detección y análisis de la presencia de gas trazador en el gas extraído en B; - la medición in situ del tiempo de respuesta del equipo efectuando la extracción en B, llamado calibrado del procedimiento, consistiendo dicha medición en inyectar en el punto B, relativo al equipo a calibrar, una cantidad de un gas determinado y medir el tiempo…
PROCEDIMIENTO DE FABRICACION DE UNA BANDA DE ACERO EN CONTINUO.
Sección de la CIP Química y metalurgia
(01/05/2004). Inventor/es: SIMON, PIERRE, CRAHAY, JEAN, TUSSET, VITTORINO, ECONOMOPOULOS, MARIO. Clasificación: C21D1/60.
Procedimiento de fabricación de una banda de acero en continuo, en el cual se sumerge la banda de acero, a una temperatura comprendida entre 700°C y 850°C, en un baño acuoso mantenido a una temperatura superior a la temperatura ambiente, caracterizado porque se añade al mencionado baño acuoso al menos una sustancia tensioactiva capaz de bajar la tensión superficial del mencionado baño acuoso de al menos de 20 dinas/cm, porque se añade la mencionada sustancia tensioactiva en una proporción comprendida entre 0, 5 g/l y 50 g/l, y porque se baja de esta manera la tensión superficial del mencionado baño acuoso a un valor inferior a 30 dinas/cm.
{kind=link}