56 patentes, modelos y diseños de CAVANNA S.P.A.
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2020). Inventor/es: BROLLI,ELIO, IOPPA,LORENZO. Clasificación: B29C65/02, B65B51/22, B29C65/08, B29C65/18, B65B51/30, B65B65/02.
Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende:
- una estructura de soporte estacionaria ,
- un par de árboles de soldadura conducidos rotativamente por la estructura de soporte sobre los respectivos árboles (A, B) paralelos uno con el otro,
- un par de motores de par , y
- un par de árboles cardán , cada uno de los cuales tiene un primer extremo fijado directamente al rotor de un motor de par respectivo y un segundo extremo fijado directamente a un árbol de soldadura respectivo.
PDF original: ES-2793383_T3.pdf
Máquina de empaquetado por termosellado.
(04/03/2020) Una máquina de empaquetado por termosellado que comprende:
• un bastidor de soporte ,
• un transportador horizontal configurado para hacer avanzar un flujo de productos a lo largo de una dirección longitudinal (A),
• una unidad de desenrollado situada encima de una porción (16a) del transportador horizontal y configurada para alimentar una película de empaquetado continua (F', F"),
• un dispositivo de formación estacionario configurado para plegar la citada película de empaquetado (F', F") en forma de un elemento tubular que rodea los productos (P) a ser empaquetados,
• un conjunto para soldar longitudinal situado aguas abajo del citado…
Aparato y procedimiento de formación de grupos de productos.
(25/09/2019) Aparato de formación de grupos de productos, que comprende:
- una cinta transportadora que tiene una superficie (16a) de transporte móvil en una dirección (A) longitudinal, en el que dicha superficie (16a) de transporte termina en un borde de salida donde los productos que avanzan sobre dicha superficie (16a) de transporte caen por gravedad,
- una pluralidad de elementos receptores que tienen respectivos asientos alargados a lo largo de los respectivos ejes (C) paralelos entre sí y paralelos a dicha dirección (A) longitudinal, en el que dichos elementos receptores son móviles entre una posición cerrada en que los elementos receptores están configurados para recibir y retener productos…
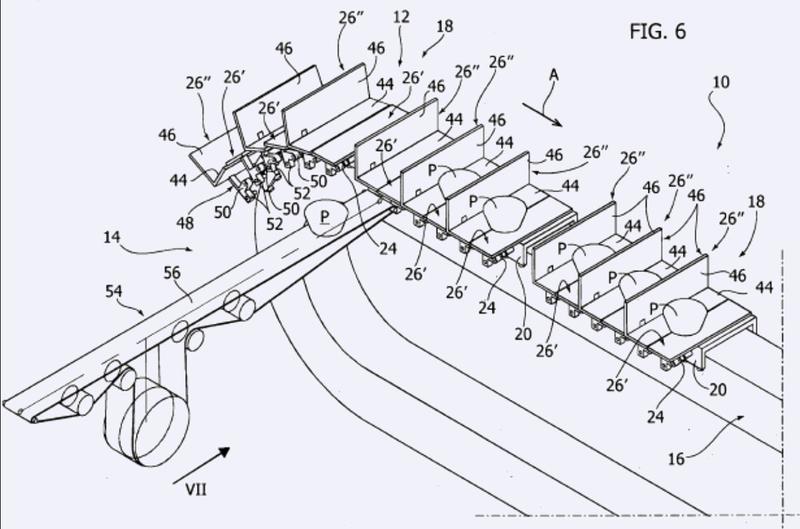
Procedimiento y aparato de embalaje de productos.
(17/04/2019) Un procedimiento de formación de paquetes , que comprende las etapas de:
- plegar una película de embalaje en forma de manguito tubular alargado en una dirección de referencia (B),
- llevar a cabo cuatro soldaduras longitudinales sobre dicho manguito tubular para formar cuatro nervaduras longitudinales paralelas a dicha dirección de referencia (B),
- llevar a cabo unas primeras soldaduras (20') transversales sobre el manguito tubular y cortar transversalmente dicho manguito tubular en proximidad a dichas primeras soldaduras (20') transversales para formar una sucesión de bolsas individuales cerradas en un primer extremo y con un segundo extremo abierto,
- cerrar los segundos extremos de dichas bolsas por medio de unas segundas soldaduras respectivas (20'') transversales,
…
Aparato para formar grupos de productos sobre un borde.
(17/09/2018) Aparato para formar grupos de productos (P) sobre un borde, que comprende:
- una unidad de suministro configurada para alimentar al menos una formación continua de productos (P) sobre el borde, y
- al menos un dispositivo de formación de bloques dispuesto para recibir grupos sucesivos de productos (P) sobre el borde de dicha unidad de suministro, en el que dicha unidad de suministro puede ser configurada para alimentar los productos (P) a dicho dispositivo de formación de bloques en un modo volumétrico o en un modo numérico, caracterizado porque dicha unidad de suministro comprende un dispositivo extractor operable para extraer productos…
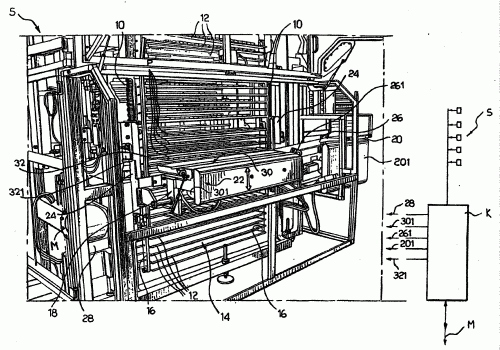
Máquina empaquetadora de bolsas termo-soldadas.
(27/09/2017) Una máquina empaquetadora de bolsas termo-soldadas que comprende:
- un bastidor de soporte que incluye dos columnas delanteras , una placa delantera superior de soporte y una placa delantera inferior de soporte, estando orientadas dichas placas delanteras de soporte de manera vertical y estando fijadas a dichas columnas delanteras ,
- una unidad desenrolladora soportada por dicha placa delantera superior de soporte,
- una unidad de suministro y de formación, una unidad de soldadura longitudinal y una unidad de soldadura transversal soportadas por dicha placa delantera inferior de soporte, y
- un panel eléctrico de control encerrado en una carcasa externa ,
en la que la máquina tiene un plano vertical (Pv) de división, coplanario con una cara delantera de dicha placa delantera inferior…
Dispositivo de agarre y transferencia de productos individuales.
(22/03/2017) Dispositivo de agarre y transferencia de productos (P) individuales, que comprende:
- una correa sobre la cual están aleatoriamente dispuestos los productos (P) individuales,
- un transportador que presenta una pluralidad de secciones para grupos de productos, y
- una pluralidad de manipuladores programados para recoger los productos (P) individuales de la correa y depositar los productos (P) sobre dichas secciones para formar grupos ordenados (G) de productos sobre dichas secciones ,
en el que dicho transportador comprende una rama de entrada y una rama de salida unidas entre sí por una sección de conexión, para definir al menos una trayectoria con forma de U en un plano horizontal, en el que la rama de entrada y la rama de salida son paralelas entre sí, y en el que durante su operación,…
Transportador para una línea de embalaje.
Sección de la CIP Técnicas industriales diversas y transportes
(28/09/2016). Ver ilustración. Inventor/es: Giacobbe,Fulvio, IOPPA,LORENZO, PARINO,DARIO. Clasificación: B65G19/02, B65G54/02.
Un transportador para una línea de embalaje, que comprende al menos un motor lineal que incluye un estator en bucle cerrado y una pluralidad de unidades de transporte autónomas móviles a lo largo de dicho estator y controladas individualmente, en el que
cada una de las unidades de transporte comprende al menos un accionador de mando, estando el transportador caracterizado porque cada una de dichas unidades de transporte comprende además al menos un elemento de tensión y un elemento de conexión flexible que conectan mutuamente dicho al menos un accionador de mando y dicho al menos un elemento de tensión, en el que, en uso, dicho al menos un elemento de tensión mantiene el respectivo elemento de conexión flexible en estado de tensión.
PDF original: ES-2608688_T3.pdf
Dispositivo de alimentación para una máquina de embalaje.
(18/05/2016) Dispositivo de alimentación de una máquina de embalaje, que comprende:
- al menos un canal que, en uso, contiene una agrupación continua (S) de productos (P), teniendo dicho canal un extremo inferior vertical ,
- una base estacionaria situada en la parte inferior del canal , que soporta dicha agrupación continua (S), y
- al menos un elemento extractor móvil en una dirección vertical entre una posición descendida y una posición elevada y móvil en una dirección horizontal entre una posición retraída y una posición extraída, en el que en uso el elemento extractor es de forma cíclica móvil entre una posición retraída descendida, una posición elevada retraída, una posición elevada extraída, y una posición extraída descendida, en el que durante…
Procedimiento y sistema para agrupar productos individuales en grupos de productos y para suministrar dichos grupos de productos a unos medios de manipulación, en particular para suministrarlos a una máquina empaquetadora, por ejemplo del tipo "saco termosoldado" o una empaquetadora de cajas o similar.
(06/04/2016) Procedimiento para agrupar unos productos individuales 1 en unos grupos de productos 2 y para suministrar dichos grupos de productos 2 a unos medios de manipulación 3, en particular unos medios de manipulación 3 para suministrar dichos grupos de productos a una máquina empaquetadora 30, por ejemplo un "saco termosoldado" o empaquetadoras de cajas o similar, comprendiendo dicho sistema las siguientes etapas:
- suministrar a través de por lo menos un primer transportador 4 una pluralidad de productos 1, distribuidos sobre dicho primer transportador,
- manipular dichos grupos de productos 2 a través de un segundo transportador…
Procedimiento y sistema para controlar flujos de productos.
(21/03/2012) Un procedimiento de tratamiento de un flujo (F) de productos (P) que avanzan en una disposición desordenada,incluyendo el procedimiento la operación de disposición en cascada a lo largo de dicho flujo (F) de productos (P) una pluralidad de estaciones que deben ser atravesadas por dicho flujo (F) de productos (P), derivando dichas estaciones de extracción de dicho flujo (F) de productos (P) que las atraviesa de los flujos derivados respectivos (F1, F2, ..., Fj) de productos (P) y teniendo una velocidad de funcionamiento ajustable para regular las intensidades de los respectivos flujos derivados (F1, F2, ..., Fj), estando el procedimiento caracterizado por las operaciones de:
- mantener, al menos temporalmente, para…
DISPOSITIVO PARA SOPORTAR ELEMENTOS CONTRARROTATIVOS.
(15/03/2011) Un dispositivo de soporte para elementos contrarrotativos que pueden girar en torno a ejes respectivos (X12, X14), incluyendo el dispositivo: - un primer y un segundo bloque de soporte que soportan uno y el otro de dichos elementos contrarrotativos que pueden girar en torno a dichos ejes respectivos (X12, X14) y - al menos una placa de conexión, que se extiende de forma similar a un puente entre dichos bloques de soporte primero y segundo , permitiendo dicha al menos una placa la variación de la distancia entre dichos ejes (X12, X14) de giro de dichos elementos contrarrotativos por medio de un accionador , caracterizado porque: - dichos bloques están conectados por dicha al menos una placa…
DISPOSITIVO PARA FORMAR GRUPOS DE PRODUCTOS.
(11/12/2009) Un dispositivo para formar grupos de productos (G) constituido por un número establecido previamente de productos (P), que comprende:
- una pluralidad de primeras guías estacionarias , a lo largo de las que avanzan los conjuntos respectivos de productos (P) con los productos colocados unos contra otros o apilados encima unos de otros, teniendo cada una de las primeras guías una porción terminal (12a) que se extiende desde la parte superior hacia abajo con respecto a la dirección de avance de los productos (P);
- una pluralidad de dispositivos extractores , dispuestos de forma que extraigan los productos (P) de forma individual en el extremo inferior de dichas…
CABEZA DE PRENSION PARA UN DISPOSITIVO DE TRANSFERENCIA DE PRODUCTOS Y PROCEDIMIENTO PARA LA TRANSFERENCIA DE PRODUCTOS.
(19/08/2009) Cabeza de prensión para un dispositivo de transferencia de productos, en particular para una línea de envasado automático, que comprende una estructura básica dotada de una brida de fijación para su conexión a una parte móvil del dispositivo de transferencia; y una pluralidad de dispositivos para prender productos cada uno de los cuales está configurado para prender uno o más productos, estando cada uno de los dispositivos de prensión dotado de un accionador mecánico independiente que está controlado numéricamente y que puede ser desplazado a lo largo de la estructura básica bien de forma independiente o bien de forma conjunta con respecto a los otros dispositivos de prensión ; comprendiendo la estructura básica una barra de soporte y de guiado dotada de al menos una guía longitudinal sobre la cual una pluralidad…
DISPOSITIVO TRANSPORTADOR, POR EJEMPLO PARA UNA MAQUINA EMPAQUETADORA AUTOMATICA, Y ELEMENTO TRANSPORTADOR RELACIONADO.
(01/05/2008) Un dispositivo transportador que comprende un miembro transportador flexible capaz de avanzar en una determinada dirección de transporte y unos elementos transportadores de productos asociados al miembro transportador flexible para actuar con los productos según una relación de transporte en dicha dirección determinada, en el cual dichos elementos transportadores pueden ser enganchados y desenganchados selectivamente con respecto a dicho miembro transportador flexible según una relación de clavija y enchufe, caracterizado porque dichos elementos transportadores de productos pueden ser enganchados y desenganchados selectivamente con respecto a dicho…
DISPOSITIVO Y PROCEDIMIENTO PARA FORMAR GRUPOS COMPUESTOS POR UN NUMERO VARIABLE DE PRODUCTOS.
(16/03/2008) Un dispositivo para formar grupos (G) de productos (P) que comprende: - una estructura transportadora que define un camino de avance a lo largo de una dirección determinada para un conjunto continuo de dichos productos (P) en contacto mutuo, - un elemento de tope capaz de cooperar en contacto de tope con dicho conjunto continuo de productos (P) al final de dicho camino de avance , - un dispositivo transportador para retirar del conjunto continuo sucesivos grupos (G) de productos (P) desde una parte terminal del conjunto en contacto con el elemento de tope , y - un dispositivo regulador capaz de variar selectivamente…
DISPOSITIVO PARA FORMAR GRUPOS DE PRODUCTOS, POR EJEMPLO PARA MAQUINARIA DE EMPAQUETADO AUTOMATICO.
(01/03/2008) Un dispositivo para formar grupos de productos, que comprende: - una estructura base estacionaria , - un soporte , móvil con relación a la estructura base , y - una pluralidad de unidades de agarre portadas por dicho soporte móvil de un modo tal que pueda moverse desde una posición para recibir los productos (P) en la cual dichas unidades de agarre son capaces de recibir dichos productos (P) que avanzan a lo largo de una determinada dirección hasta una posición para liberar los productos (G), en la cual dichas unidades de agarre son capaces de liberar dichos productos ordenados en unos grupos (G) que comprenden un número…
DISPOSITIVO DE TRANSPORTE DE ARTICULOS, EN PARTICULAR PARA MAQUINARIA DE EMBALAJE AUTOMATICA Y PROCEDIMIENTO DE USO CORRESPONDIENTE.
(16/12/2007) Un sistema para transportar artículos (A), que comprende: - un dispositivo (S) de almacenamiento, que comprende una pluralidad de estantes móviles con una sección de entrada, donde una pluralidad de dichos estantes están sustancialmente dispuestos unos por encima de otros y son susceptibles de moverse en dirección vertical, - una primera estructura transportadora que es susceptible de recibir un flujo de artículos (A) de llegada para ser transferidos a los estantes de dicho flujo de dispositivo de almacenamiento, y - una segunda estructura de transporte para transferir los citados artículos desde dicha primera estructura de transporte hasta los estantes de dicho dispositivo…
PROCEDIMIENTO Y DISPOSITIVO PARA CORTAR MATERIALES TIPO PELICULA, POR EJEMPLO EN INSTALACIONES DE ENVASADO AUTOMATICO.
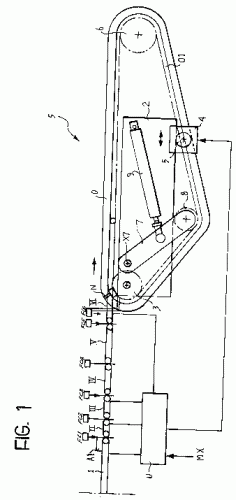
(16/07/2006) Un procedimiento para cortar material C tipo película como resultado de una acción de cizallamiento efectuada por una cuchilla y una contra cuchilla provistas de bordes de cortes (20a, 18a) respectivos que actúan en un plano de corte XT, teniendo la citada cuchilla un primer extremo y un segundo extremo , comprendiendo el citado procedimiento el paso de controlar el movimiento de la citada cuchilla en una manera diferenciada y a lo largo de trayectos que son sustancialmente paralelos unos de los otros en posiciones que se corresponden al citado primer extremo y al citado segundo extremo , por medio de un conjunto de actuación que tiene, asociados al citado primer extremo y al citado segundo extremo de la citada cuchilla…
CONJUNTO DE DESCARGA PARA DISPOSITIVOS DE ALMACENAMIENTO, POR EJEMPLO PARA INSTALACIONES DE EMPAQUETADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2006). Ver ilustración. Inventor/es: GIUDETTI, DARIO. Clasificación: B65G1/127, B65G47/57.
Un conjunto de salida para depósitos (S), para recoger productos (P) almacenados de una sección de salida de un depósito (S), donde una pluralidad de estantería está presente para almacenar productos (P), estando dispuestas dichas estanterías sustancialmente unas sobre otras y siendo capaz de moverse en una dirección vertical, estando caracterizado el conjunto porque comprende un elemento móvil para recoger los productos, que puede moverse en una dirección sustancialmente vertical de forma que alcance selectivamente la altura de una de las estanterías de dicha pluralidad, comprendiendo dicho elemento móvil una unidad de descarga para determinar la descarga selectiva de los productos que se encuentran sobre dichas estanterías y al menos una estructura para recibir dichos productos descargados de dichas estanterías.
PROCEDIMIENTO Y DISPOSITIVO PARA FORMAR GRUPOS DE ARTICULOS EN UN SISTEMA TRANSPORTADOR, POR EJEMPLO PARA INSTALACIONES DE EMPAQUETADO.
(16/12/2004) Dispositivo para formar, a partir de un flujo de entrada de artículos (P), grupos (G) que comprenden un número específico (n) de artículos (P), estando los citados grupos separados por intervalos de separación (W), comprendiendo el dispositivo: - medios transportadores para recibir el citado flujo de entrada de artículos (P) e impartir a los mismos un movimiento de avance con una velocidad dada a lo largo de una trayectoria, y medios de formación de grupos capacitados para interactuar con los citados artículos (p) de un modo tal como para formar los citados grupos modificando selectivamente la velocidad de avance de al menos algunos de los citados artículos (P), caracterizado porque los citados medios de formación de grupo comprenden un único…
PROCEDIMIENTO Y DISPOSITIVO PARA EL APILAMIENTO DE ARTICULOS QUE AVANZAN SOBRE UNA LINEA DE TRANSPORTE.
(16/11/2003) Procedimiento de apilamiento de artículos (A) que avanzan a lo largo de una línea de transporte , comprendiendo las etapas de: - proporcionar una línea de transporte , una caída de nivel cuya altura es correlativa con la altura de las pilas de artículos (A) que van a formarse, - para cada pila de artículos (A), evitar el movimiento de avance de al menos un primer artículo corriente abajo de la caída de nivel para permitir que al menos un segundo artículo (A) caiga y quede apilado sobre el primer artículo (A), - tras la terminación del apilamiento, permitir que los artículos apilados (A) avancen nuevamente a lo largo de la cadena de transporte , y - hacer que los artículos (A) avancen a lo largo de la línea de transporte por medio de una acción de…
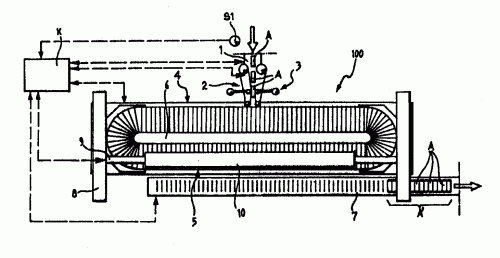
UN DISPOSITIVO PARA APLICAR TIRAS DE DESGARRAMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2002). Ver ilustración. Inventor/es: CAVANNA,MARIO. Clasificación: B31B1/90.
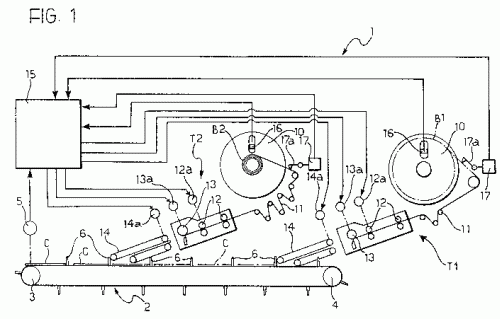
Un dispositivo para aplicar, a una banda de material de envuelta laminar (F), que se desplaza a una velocidad dada, tiras de desgarramiento (T) que son formadas por corte transversal de un material laminar (B) mediante un cortador con una cuchilla giratoria, cuya cuchilla coopera con contra- cuchillas portadas por un miembro giratorio . Una vez formada, cada tira de desgarramiento (T), es sujeta en su respectiva contra-cuchilla , por ejemplo, por medio de un vacío, de manera que puede ser transferida a la lámina de material de envuelta (F). La tira de desgarramiento (T) es aplicada al material de envuelta (F) transversalmente por la acción combinada de la contra-cuchilla y de un bloque golpeador portado por un miembro giratorio adicional dispuesto en el lado opuesto del material laminar (F). De este modo, la lámina de material puede avanzar a una velocidad constante a través de todo el proceso de aplicación de las tiras de desgarramiento (T).
PROCEDIMIENTO PARA CONTROLAR EL FUNCIONAMIENTO DE UNA MAQUINA PARA EL TRATAMIENTO DE ARTICULOS, POR EJEMPLO PARA EL EMBALAJE DE PRODUCTOS ALIMENTARIOS Y MAQUINA AL EFECTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2002). Ver ilustración. Inventor/es: GUIDETTI, DARIO. Clasificación: B65G47/51.
EL MOVIMIENTO DEL MEDIO ALIMENTADOR DE ARTICULOS Y LA RAMA DE ENTRADA DEL DISPOSITIVO PARA TRANSFERIR Y ACUMULAR ESTOS ARTICULOS SE CONTROLAN EN SINCRONISMO ENTRE SI, Y SIEMPRE QUE SE DETECTA UNA DISCONTINUIDAD DEBIDO A LA FALTA DE UN ARTICULO (A) EN LA CIRCULACION BASICAMENTE CONTINUA, SE HACE QUE LA VELOCIDAD DEL MEDIO DE SUMINISTRO Y, POR CONSIGUIENTE, TAMBIEN DE LA RAMA DE ENTRADA, SE REDUZCAN. TRAS ESTABLECERSE UNA VELOCIDAD MINIMA ALCANZADA CUANDO DICHA DISCONTINUIDAD ALCANZA LA RAMA DE ENTRADA LA RAMA DE ENTRADA ES PUESTA EN UNA CONDICION DE PRACTICAMENTE INMOVILIDAD QUE SE MANTIENE HASTA QUE EL PRIMER ARTICULO DESPUES DE LA DISCONTINUIDAD DETECTADA LLEGA A LA RAMA DE ENTRADA. LA RAMA DE ENTRADA ES REACTIVADA ENTONCES CON EL FIN DE VOLVER A PONER EL MEDIO DE ALIMENTACION Y LA RAMA DE ENTRADA NUEVAMENTE EN SUS CONDICIONES NORMALES DE TRABAJO.
DISPOSITIVO PARA CAMBIAR LA ORIENTACION DE ARTICULOS TRANSPORTADOS, POR EJEMPLO, EN PLANTAS DE EMPAQUETADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2001). Ver ilustración. Inventor/es: FRANCIONI,RENZO. Clasificación: B65G47/244.
Los artículos (P) que han de ser girados se hacen avanzar sobre medios de transportador que tienen una porción de aguas abajo que está destinada a soportar un extremo de cada artículo y está situada en una posición generalmente elevada que se proyecta sobre una porción sucesiva de transportador. En la región de la porción aguas abajo , los artículos (P) están sostenidos en una posición inclinada, soportados por sus extremos. Esto permite que se logre un movimiento de giro como resultado de la diferencia de velocidad entre el extremo aguas abajo y la porción sucesiva de transportador. Figura 3.
DISPOSITIVO PARA CAMBIAR LA ORIENTACION DE ARTICULOS TRANSPORTADOS, POR EJEMPLO, EN PLANTAS PARA EL EMPAQUETADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2001). Ver ilustración. Inventor/es: FRANCIONI,RENZO. Clasificación: B65B35/44, B65G47/08, B65G47/26.
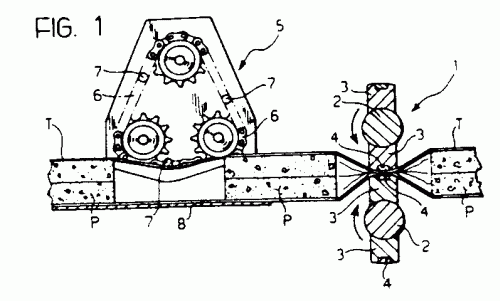
Grupos, separados por espacios periódicos (S) y conteniendo, cada uno, n artículos reunidos, se forman a partir de un flujo regular de artículos (P). Este resultado se consigue por medio de un elemento de empuje que penetra periódicamente el flujo de entrada de artículos (P), logrando la acumulación deseada como resultado de una aceleración o empuje hacia delante realizado empezando con los artículos (P) que va a estar en la posición aguas arriba, en la dirección de avance de los artículos (P), dentro de cada grupo. La aplicación preferida es para plantas automáticas de empaquetado. Figura 1.
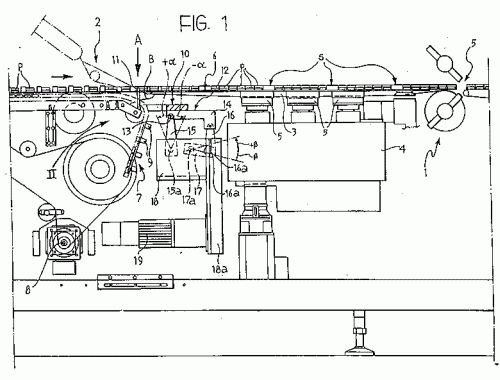
METODO Y APARATO PARA REGULAR EL MOVIMIENTO DE AVANCE DE ARTICULOS, POR EJEMPLO INSTALACIONES PARA EL EMPAQUETADO AUTOMATICO DE PRODUCTOS ALIMENTICIOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1999). Ver ilustración. Inventor/es: RENZO, FRANCIONI, PAVESE, DUILIO. Clasificación: B65B35/44, B65G47/31, B65B57/16.
UN DISPOSITIVO PARA REGULAR EL MOVIMIENTO DE AVANCE DE ARTICULOS, QUE COMPRENDE UNA PLURALIDAD DE TRANSPORTADORES, COMO POR EJEMPLO TRANSPORTADORES DE CINTA (II, III, IV, V) ENTRE UN TRANSPORTADOR DE SUMINISTRO DE ENTRADA (I) Y UN TRANSPORTADOR DE SALIDA DE ACCIONAMIENTO IMPERATIVO (N) PARA SUMINISTRAR, POR EJEMPLO, UNA MAQUINA DE EMPAQUETAMIENTO. CON EL FIN DE ADAPTARSE AUTOMATICAMENTE A LA MANIPULACION DE ARTICULOS CON DIFERENTES LONGITUDES, EL MENOS ALGUNO DE LOS TRANSPORTADORES ANTERIORMENTE MENCIONADOS, DESTINADOS A REALIZAR UNA ACCION DE SINCRONIZACION DE FASE, DE MOVIMIENTO DE AVANCE DE LOS ARTICULOS, SON ESCOGIDOS CON DIFERENTES LONGITUDES DE MANERA QUE FORMEN UN CONJUNTO QUE ES CAPAZ DE TRATAR EL INTERVALO POSIBLE DE VARIACION DE LA LONGITUD DE LOS ARTICULOS TRATADOS ACOPLANDO VARIOS TRANSPORTADORES EN CASCADA. PREFERIBLEMENTE, EL TRANSPORTADOR EN DEL EXTREMO AGUAS ABAJO (VI) TIENE UNA LONGITUD CONTROLABLE SELECTIVAMENTE DEPENDIENDO DE LA LONGITUD DE LOS ARTICULOS QUE ESTAN SIENDO TRATADOS.
UN METODO Y UN SISTEMA PARA CONTROLAR EL AVANCE DE PRODUCTOS EN UN SISTEMA TRANSPORTADOR, POR EJEMPLO EN UN SISTEMA DE ENVASADO AUTOMATICO.
(01/01/1998) UN METODO Y UN SISTEMA PARA CONTROLAR EL AVANCE DE PRODUCTOS EN UN SISTEMA TRANSPORTADOR, POR EJEMPLO, EN UN SISTEMA DE EMPAQUETADO O ENVASADO AUTOMATICO. UN METODO Y UN SISTEMA PARA CONTROLAR EL AVANCE DE PRODUCTOS EN UN SISTEMA TRANSPORTADOR, POR EJEMPLO, EN UN SISTEMA DE EMPAQUETADO O ENVASADO AUTOMATICO, SISTEMA TRANSPORTADOR QUE INCLUYE UNA LINEA PRINCIPAL , SOBRE LA QUE AVANZA UN FLUJO DE PRODUCTOS DISPUESTOS EN FILAS CON LOS LADOS MAS LARGOS DE LOS PRODUCTOS (A) ORIENTADOS A LO LARGO DE LA DIRECCION DE AVANCE, Y AL MENOS UNA LINEA SECUNDARIA SOBRE LA QUE SE DIRIGEN FRACCIONES RESPECTIVAS DEL FLUJO DE PRODUCTOS (A). INICIALMENTE, LOS PRODUCTOS (A) AVANZAN SOBRE LA LINEA SECUNDARIA CON SUS LADOS MAS LARGOS ORIENTADOS TRANSVERSALES…
UNA UNIDAD PARA SUMINISTRAR MATERIAL LAMINAR POR EJEMPLO, PARA SUMINISTRAR LAMINAS DE CARTON O CARTULINA A MAQUINAS EMPAQUETADORAS AUTOMATICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1997). Ver ilustración. Inventor/es: FRANCIONI,RENZO, PAVESE, DUILIO. Clasificación: B65H7/14, B65H5/28.
UNA UNIDAD PARA SUMINISTRAR MATERIAL LAMINAR, POR EJEMPLO, PARA SUMINISTRAR LAMINAS DE CARTON O CARTULINA A MAQUINAS EMPAQUETADORAS AUTOMATICAS. LA UNIDAD INCLUYE DOS ESTACIONES (T1, T2) DISPUESTAS EN SERIE PARA SUMINISTRAR PIEZAS (C) DE MATERIAL LAMINAR TAL COMO CARTULINA O CARTON ONDULADO, ESTANDO UNA ESTACION (T1) AGUAS ARRIBA DE LA OTRA (T2) RESPECTO A UNA LINEA TRANSPORTADORA DE SALIDA. LA LINEA ES HORIZONTAL PREFERIBLEMENTE, CON LAS ESTACIONES (T1, T2) DISPUESTAS POR ENCIMA DE ELLA. LAS DOS ESTACIONES (T1, T2) FUNCIONAN ALTERNADAMENTE DE ACUERDO CON UNA SECUENCIA PREDETERMINADA QUE TIENE EN CUENTA LA LONGITUD DE LA PORCION DE LA LINEA DE SALIDA ENTRE LAS DOS ESTACIONES (T1, T2).
DISPOSITIVO PARA INCORPORAR ARTICULOS DESAPARECIDOS EN UN FLUJO DE ARTICULO EN EL PROCESO DE ENVASADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1996). Inventor/es: FRANCIONI,RENZO. Clasificación: B65B57/14, B65G43/08.
LOS VACIOS EN UN FLUJO DE ARTICULOS (A) DURANTE EL PROCESO DE ENVASADO SON LLENADOS CON ARTICULOS (A', A", A'") PROYECTADOS A PARTIR DE UN DISPOSITIVO DE INCORPORACION A LAS POSICIONES VACIAS DE DICHO FLUJO A UNA VELOCIDAD Y EN FASES TALES QUE LOS ARTICULOS A INTEGRAR (A', A", A"') ESTAN DESTINADOS A LLENAR PRECISAMENTE LAS POSICIONES VACIAS SIN QUE SEA NECESARIA NINGUNA INTERVENCION ADICIONAL PARA CORREGIR EL FLUJO. SE UTILIZA PREFERENTEMENTE EN INSTALACIONES DE EMBALAJE AUTOMATICO DE PRODUCTOS ALIMENTICIOS.
UN METODO Y UN DISPOSITIVO PARA CONTROLAR EL MOVIMIENTO DE PRODUCTOS, PARTICULARMENTE PARA MAQUINAS DE ENVASAR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1996). Ver ilustración. Inventor/es: FRANCIONI,RENZO. Clasificación: B65B43/46.
UN METODO Y UN DISPOSITIVO PARA CONTROLAR EL MOVIMIENTO DE PRODUCTOS, PARTICULARMENTE PARA MAQUINAS DE ENVASAR. CON EL FIN DE EVITAR QUE LA ACCION DE APLASTAMIENTO, EJERCIDA POR LA UNIDAD QUE CIERRA LA ENVOLTURA TUBULAR (T), EN LA QUE AVANZAN LOS PRODUCTOS (P) QUE ESTAN SIENDO ENVASADOS, HAGA QUE LOS PRODUCTOS (P) DESLICEN HACIA ATRAS CON RELACION A LA ENVOLTURA (T), LA ENVOLTURA (T) ES APLASTADA AGUAS ARRIBA DE CADA PRODUCTO (P) POR FORMACIONES A MODO DE DEDOS QUE ACTUAN EN LAS ZONAS DE LA ENVOLTURA (T) ENTRE SUCESIVOS PRODUCTOS (P).
UN DISPOSITIVO PARA DESVIAR UN FLUJO EN MOVIMIENTO DE PRODUCTOS, EN PARTICULAR PARA MAQUINAS DE EMBALAR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1995). Inventor/es: FRANCIONI,RENZO. Clasificación: B65G47/84, B65G47/31, B65G47/08.
LOS PRODUCTOS (P) AVANZAN SOBRE UN TRANSPORTADOR DE CORREA FLEXIBLE QUE SE DOBLA HACIA ABAJO EN LA REGION DONDE CONVERGE CON UNA SEGUNDA LINEA TRANSPORTADORA PARA ASI FORMAR UN BORDE DE SALIDA (20B) ALINEADO SUSTANCIALMENTE EN EL SENTIDO EN QUE SE VA A DESVIAR EL FLUJO DE PRODUCTOS (P). HAY UN ELEMENTO RECEPTOR EN EL LADO OPUESTO AL TRANSPORTADOR DE CORREA , CONSTITUIDO, POR EJEMPLO, POR UN DISCO QUE ESTA CASI EN CONTACTO CON EL BORDE DE SALIDA (20B). EL DISCO SE MUEVE A UNA VELOCIDAD ANGULAR TAL QUE SU BORDE EXTERIOR, QUE ES SUSTANCIALMENTE COPLANAR AL PLANO DE TRANSPORTE DEL TRANSPORTADOR DE CORREA FLEXIBLE , SE MUEVE SUSTANCIALMENTE DE MANERA SINCRONIZADA A LOS PRODUCTOS (P).
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}