89 patentes, modelos y diseños de CARL FREUDENBERG
MATERIAL DE VELO PERFORADO Y PROCEDIMIENTO PARA SU FABRICACION.
Secciones de la CIP Necesidades corrientes de la vida Textiles y papel
(16/10/2005). Ver ilustración. Inventor/es: GROITZSCH, DIETER, DR., SCHAUT, GERHARD, KLEIN, BERNHARD. Clasificación: A61F13/15, D04H1/46, D04H3/02.
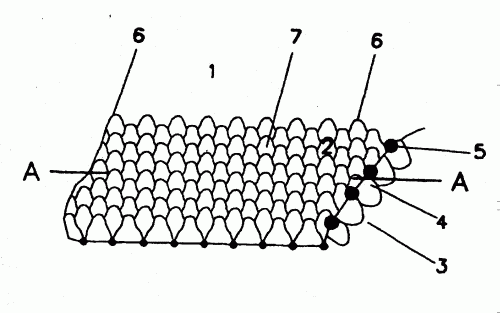
Material de velo, provisto de perforaciones, con un peso por unidad de superficie de 8 a 17 g/m2, de filamentos de microfibras continuos entrelazados con un título en el intervalo de 0, 05 a 0, 40 dtex, compuestas de al menos dos polímeros termoplásticos de distinta hidrofobicidad y que presentan una sección transversal de filamento en forma de pastel o de pastel hueco, de la cual se han liberado los filamentos fragmentados, estando las perforaciones nítidamente configuradas y libres de filamentos de fibras fragmentados.
ESTRUCTURA PLANA DE FIBRAS, ESTRUCTURADA TRIDIMENSIONALMENTE, Y PROCEDIMIENTO PARA SU FABRICACION.
Secciones de la CIP Técnicas industriales diversas y transportes Textiles y papel
(16/10/2005). Ver ilustración. Inventor/es: GROITZSCH, DIETER, DR., SCHAUT, GERHARD, GRIMM, HANS-JIRG. Clasificación: B32B5/26, D04H13/00.
Estructura plana de fibras, estructurada tridimensionalmente, consistente en un entramado, red o cañamazo de filamentos termoplásticos continuos con un tamaño de malla de 0, 01 a 9 cm2, que en ambas caras están recubiertos con un material de velo.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2003). Inventor/es: SCHITTMER, DIETER. Clasificación: B01D46/52.
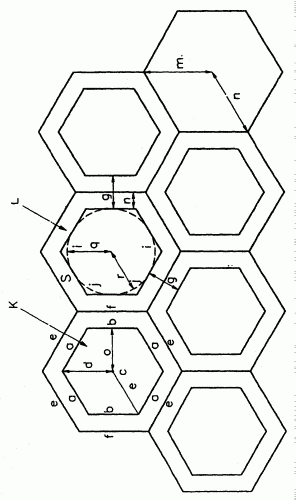
Elemento de filtro que comprende un paquete de pliegues de material filtrante, unido de forma estanca a un marco de soporte, presentando el marco de soporte al menos en un lado frontal un puntal, cuya longitud corresponde sustancialmente a la longitud del pliegue del lado frontal y que se extiende sustancialmente paralelo a la dirección del canto frontal del pliegue y está situado en el pliegue del lado frontal, presentado el marco de soporte un doble labio de estanqueidad dispuesto del lado frontal, que se extiende en la dirección del canto frontal al pliegue así como sustancialmente paralelo al puntal , y pudiendo bascularse alrededor de una articulación configurada al modo de una charnela de película y pudiendo aplicarse de forma estanca con el primer labio de estanqueidad contra la pared plegada del lado frontal y con el segundo labio de estanqueidad contra una pared limítrofe de una caja de filtro vuelta hacia la pared plegada.
PISTON Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/07/2000). Ver ilustración. Inventor/es: EMIG,JUERGEN. Clasificación: F16J1/00.
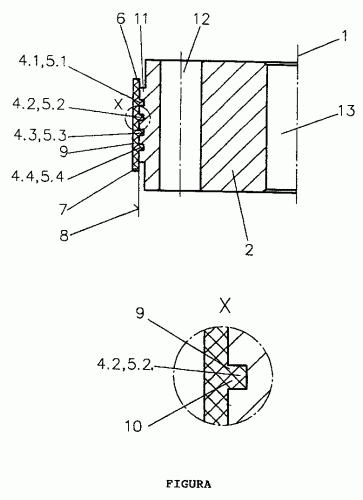
Pistón y procedimiento para su fabricación. El pistón es móvil en vaivén paralelamente a su eje en una envuelta, quecomprende una parte portante y un anillo de guiado que rodea exteriormente, al menos parcialmente, a la parte portante . Esta parte portante y el anillo de guiado están unidos entre sí en unión positiva de fuerza y/o deforma. La parte portante presenta al menos una ranura que engrana con al menos un saliente del anillo de guiado que sobresale radialmente en la dirección de la parte portante . El anillo de guiado presenta axialmente a ambos lados sendas faldas de obturación , adosadas formando una sola pieza y que se extienden en dirección axial, sobresaliendo las faldas de obturación en dirección axial de la superficie de contacto de la parte portante . El procedimiento se caracteriza porque la pieza bruta del anillo de guiado se encaja sobre la parte portante y se prensa y se recala en dirección radial.(figura única).
GUIA POR BARRA Y PROCEDIMIENTO PARA SU FABRICACION.
Secciones de la CIP Electricidad Mecánica, iluminación, calefacción, armamento y voladura
(16/04/2000). Ver ilustración. Inventor/es: EMIG,JUERGEN. Clasificación: H02K5/167, F16C29/02, F16C33/20, F16C35/02.
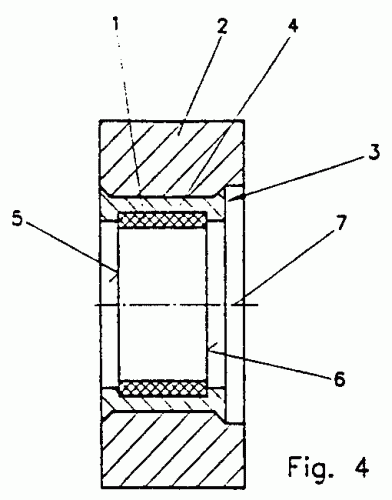
Guía por barra y procedimiento para su fabricación. La guía de barra comprende un casquillo de deslizamiento, que exteriormente está rodeado, por un soporte y está unido con éste. El soporte envuelve el casquillo de deslizamiento a cierta distancia radial estando dispuesto en la hendidura formada por la distancia, un agente adhesivo. El procedimiento se caracteriza porque en una primera etapa se posicionan el casquillo y el soporte esencialmente concéntricos entre sí, y en una segunda etapa se inyecta en la hendidura el material del que se compone el agente , y a continuación se solidifica. Figura 4.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE EQUIPAMIENTO INTERNO PARA VEHICULOS Y PIEZA DE EQUIPAMIENTO FABRICADA DE TAL MODO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1998). Inventor/es: SCHAUT, GERHARD, HAUBER, MICHAEL DR., FOTTINGER, WALTER, GRIMM, HANSJORG, HETTENBACH, HANS, HOFMANN, PETRA. Clasificación: B32B31/26, B60R13/02, B32B27/36.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE EQUIPAMIENTO INTERNO PARA VEHICULOS Y PIEZA DE EQUIPAMIENTO FABRICADA DE TAL MODO. PARA LA FABRICACION DE UNA PIEZA DE EQUIPAMIENTO INTERNO PARA VEHICULOS, ESPECIALMENTE DE UN CIELO DE AUTOMOVIL, UN MATERIAL DE VELO FIBROSO, A BASE DE FIBRAS DE POLI(TEREFTALATO DE ETILENO) ESTIRADAS Y A BASE DE COMPONENTES CONJUNTIVOS DE FORMA FIBROSA, SE SOMETE POR LO MENOS UNA VEZ DURANTE EL PROCEDIMIENTO A UN PROCESO DE ATEMPERAMIENTO, QUE INFLUYE SOBRE LAS FIBRAS DE POLI(TEREFTALATO DE ETILENO) ESTIRADAS Y AUMENTA DRASTICAMENTE LA ESTABILIDAD TERMICA DE LA PIEZA DE EQUIPAMIENTO. SE REIVINDICA TAMBIEN UNA PIEZA DE EQUIPAMIENTO FABRICADA DE TAL MODO.
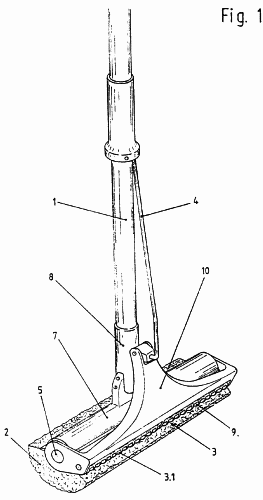
DISPOSITIVO DE FROTAMIENTO DE SUPERFICIES.
Sección de la CIP Necesidades corrientes de la vida
(01/01/1998). Ver ilustración. Inventor/es: SARTORI, FRANCESCO. Clasificación: A47L13/26, A47L13/10.
1. DISPOSITIVO DE FROTAMIENTO DE SUPERFICIES, EN EL QUE VA MONTADO EN UN MANGO DE DICHO DISPOSITIVO UN CUERPO DE FROTAMIENTO HECHO DE UN MATERIAL ABSORBENTE, LLEVANDO ASOCIADO EL CUERPO DE FROTAMIENTO UN MEDIO DE EXPRIMIDO QUE PUEDE SER ACCIONADO POR UN VARILLAJE FIJADO AL MANGO DEL DISPOSITIVO, ESTANDO FIJADO EL CUERPO DE EXPRIMIDO SOBRE UNA SUPERFICIE ADHERENTE ABOMBADA QUE RODEA A UN EJE , Y CONSISTIENDO EL MEDIO DE EXPRIMIDO EN UN RODILLO DE EXPRIMIDO BASCULABLE EN TORNO AL EJE , CARACTERIZADO PORQUE LA SUPERFICIE ADHERENTE FORMA UNA SUPERFICIE DE LIMITACION DE UNA PIEZA DE SUJECION QUE ESTA FIJADA DE FORMA SOLTABLE EN UN SUJETADOR UNIDO CON EL MANGO DEL DISPOSITIVO, Y PORQUE LA PIEZA DE SUJECION Y EL SUJETADOR ESTAN UNIDOS ENTRE SI POR ENCAJE DE GOLPE DE UNA DE ESTAS DOS PIEZAS EN LA OTRA.
DISPOSICION DE JUNTA PARA SELLAR UNA BARRA MOVIL.
(01/01/1998) 1. DISPOSICION DE JUNTA PARA SELLAR UNA BARRA MOVIL EN VAIVEN CON RESPECTO A UNA CARCASA QUE RODEA A LA BARRA A CIERTA DISTANCIA RADIAL, CONTENIENDO LA DISPOSICION DE JUNTA UN ANILLO DE SELLADO , HECHO DE MATERIAL POLIMERO, QUE ESTA PROVISTO DE UN LABIO DE SELLADO RADIALMENTE MOVIL Y QUE VA ALOJADO EN UNA CARCASA DE LA JUNTA, ESTANDO PREVISTO UN LABIO DE SELLADO AUXILIAR CON EL QUE PUEDE ACOPLARSE LA CARCASA POR MEDIO DE LA FUERZA DE UN MUELLE DE COMPRESION QUE OPERA EN DIRECCION AXIAL, Y ESTANDO APOYADO EL ANILLO DE SELLADO SOBRE LA BARRA A TRAVES DE UN ANILLO DE GUIA Y FORMANDO EL LABIO DE SELLADO AUXILIAR UN COMPONENTE EN UNA SOLA PIEZA DEL ANILLO DE SELLADO , CARACTERIZADA PORQUE EL ANILLO DE SELLADO LLEVA ASOCIADO CON EL UN TOPE AMORTIGUADOR CONFORMADO EN UNA SOLA PIEZA PARA LIMITAR MOVIMIENTOS…
SISTEMA DE REVESTIMIENTO E IMPREGNACION PARA ESTRUCTURAS LAMINARES DE TEXTURA ABIERTA, TERMICAMENTE CONFORMABLES DESPUES DEL REVESTIMIENTO.
Sección de la CIP Química y metalurgia
(01/03/1992). Inventor/es: HAUSDORF, JORG, KOSACK, STEFFEN, DR., SIEKERMANN, VOLKER, DR., STIEF, REINHARD. Clasificación: C08J7/04.
SISTEMA DE REVESTIMIENTO E IMPREGNACION PARA ESTRUCTURAS LAMINARES DE TEXTURA ABIERTA, TERMICAMENTE CONFORMABLES DESPUES DEL REVESTIMIENTO, MEDIANTE EL EMPLEO DEL PRODUCTO QUIMICO DE RETICULACION A BASE DE A) LA DISPERSION ACUOSA AL 50% DE UN COPOLIMERO TERMICAMENTE RETICULABLE CON UNA TEMPERATURA DE TRANSICION VITREA DE 3GC A BASE DE ACRILONITRILO Y ESTIRENO, Y DE B) LA DISPERSION COLOIDAL ACUOSA AL 50% EN UN POLIMERO MIXTO CON UNA TEMPERATURA DE TRANSICION VITREA DE -30GC A BASE DE 2-CLOROBUTADIENO Y ACIDO ACRILICO, O DE BUTADIENO, ACRILONITRILO Y ACIDO METACRILICO. SE PRODUCEN PIEZAS ELEMENTALES EN BRUTO ALMACENABLES, QUE PUEDEN TRANSFORMARSE POR MOLDEO POR PRENSADO EN PIEZAS MOLDEADAS TERMICAMENTE Y ELASTICAMENTE DURAS.
Sección de la CIP Construcciones fijas
(01/08/1987). Clasificación: E04B2/82.
Resumen no disponible.
REVESTIMIENTO ELECTRICAMENTE CONDUCTOR PARA MESAS O SUELOS.
Sección de la CIP Electricidad
(16/07/1987). Clasificación: H05F3/02.
Revestimiento eléctricamente conductor para mesas o suelos, que comprende una capa de derivación a base de caucho o de un material sintético capaces de conducir la electricidad, que está configurada coherentemente y esta unida, mediante un conductor metálico, con un conductor de tierra, así como una capa Útil dispuesta encima de la capa de derivación, que tiene una resistencia eléctrica mayor que la capa de derivación, caracterizado porque la capa de derivación tiene resaltos en zonas de superficie estrechamente contiguas, que atraviesan por completo la capa útil en dirección a la superficie útil, porque la capa de derivación está cubierta, en el lado opuesto a la capa útil, por una capa de aislamiento de una resistencia eléctrica extremadamente elevada, y porque el conductor metálico contiene una resistencia de regulación.
ANILLO DE JUNTA RADIAL PARA ARBOL.
(01/02/1987) Anillo radial de junta para árbol, de junta, formado por un anillo de apoyo y un anillo de reborde fijado a éste asegurando contra el giro y estanco de sobresale esencialmente en dirección axial, consistente en arterial elástico y que toca el árbol con una superficie, , e junta apretada elásticamente, estando la superficie de interrumpida en el lado orientado hacia el espacio mediante bolsas de lubricante distribuídas uniforme tren te sobre la periferia abiertas únicamente en dirección al espacio obturado y estando las bolsas de lubricante limitadas por superficies del fondo en dirección radial, y en dirección por superficies de remanso que forman un ángulo agudo con la superficie y el eje de rotación del árbol, caracterizado porque la superficie del fondo…
PROCEDIMIENTO PARA FABRICAR UN MATERIAL DE VELO PARA REPARADORES DE BATERIAS ALEALINAS.
Sección de la CIP Electricidad
(16/01/1987). Clasificación: H01M2/14.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL DE VELO. CONSISTE EN: A) PREPARAR UNA MEZCLA FUNDIDA A BASE DE POLIAMIDA 1.0.1.1, 1.1, 1.1 O 1.3, O UNA MEZCLA DE ELLAS, ESTANDO ENTRE 1:9 Y 1:12 LA RELACION NUMERICA DE LOS GRUPOS AMIDO RESPECTO A LOS GRUPOS METILENO, POR UNIDAD REPETIDA EN LA CADENA DE POLIMERO; B) HILAR FIBRAS CONTINUAS A PARTIR DE LA MASA FUNDIDA, CON UNA VELOCIDAD DE EXTRUSION DE 0,1 A 0,5 G/MIN A TRAVES DE UNA SERIE DE BOQUILLAS DE HILATURA CALENTADAS A 330 HASTA 380JC, QUE SE ORIENTA MOLECULARMENTE EN DIRECCION LONGITUDINAL, DIRECTAMENTE A LA SALIDA DE LAS BOQUILLAS, Y SE ESTIRAN MEDIANTE UNA CORRIENTE DE AIRE CALIENTE A 380JC; Y REUNIR LAS FIBRAS, TODAVIA EN ESTADO ADHERENTE, UNAS SOBRE OTRAS SOBRE UNA SUPERFICIE EN MOVIMIENTO, QUE ESTA INCLINADA EN UN ANGULO DE 5 A 80J. TIENE UTILIDAD EN SEPARADORES DE BATERIAS ALCALINAS.-.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL DE VELO CONTRAIBLE PARA ENTRETELAS.
Sección de la CIP Textiles y papel
(16/01/1987). Clasificación: D04H1/48.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL DE VELO CONTRAIBLE. CONSISTE EN PERFORAR, EN UN 5 A UN 50% DE SU SUPERFICIE, UN VELO DE FIBRAS TERMOPLASTICAS O DE FIBRAS ACRILICAS, CUYA RESISTENCIA DE FINURA ES DE 0,88 A 3,53 CN/DTEX (1,0 A 4,0 P/DEN), CON UN RODILLO ESTAMPADOR PROVISTO DE UN DIBUJO DE LINEAS QUE SOBRESALE, SIENDO AL MISMO TIEMPO PEGADAS UNAS A OTRAS POR FUSION LAS FIBRAS DE LOS BORDES DE LOS POROS, DONDE SE DILATA POSTERIORMENTE EL MATERIAL DE VELO TRANSVERSALMENTE A LOS EJES LONGITUDINALES DE LOS POROS EN UNA MEDIDA ALGO MAYOR QUE LA QUE CORRESPONDE A LA RELACION DE CONTRACCION NECESARIA PARA LA FORMACION, Y DONDE SUBSIGUIENTEMENTE SE FIJA TERMICAMENTE LA ENTRETELA FORMADA. TIENE APLICACION EN ENTRETELAS PARA LA FABRICACION DE ROPA.
PROCEDIMIENTO PARA FABRICAR UN CUERPO ABSORBENTE TEXTIL NO TEJIDO A EMPLEAR CON FINES MEDICOS E HIGIENICOS.
Sección de la CIP Necesidades corrientes de la vida
(01/01/1987). Clasificación: A61F13/02.
PROCEDIMIENTO PARA FABRICAR UN CUERPO ABSORBENTE TEXTIL NO TEJIDO. COMPRENDE: A) SUPERPONER UNA CAPA ABSORBENTE FORMADA AL MENOS POR CAPA DE VISCOSILLA Y UNA CAPA EXTERIOR DE CUBIERTA DE FIBRAS HIDROFOBAS CON UN 80% DE FILAMENTOS COMPUESTOS SINTETICOS CON UN COMPONENTE DE ALTO PUNTO DE FUSION Y OTRO DE BAJO; B) PERFORAR EL CONJUNTO RESULTANTE DE A) CON AGUA POR MEDIO DE UNA TOBERA EN FORMA DE HENDIDURA Y DE UNA PLANTILLA AGUJEREADA, DE MODO QUE LOS CHORROS DE AGUA TENGAN UNA ENERGIA DE CHOQUE TAN PEQUEÑA QUE, PRACTICAMENTE, NO SE PRODUZCA ENTRELAZAMIENTO DE FIBRAS EN LAS ZONAS DE AGUJERO; C) ELIMINAR EL AGUA POR SECADO; D) CONSOLIDAR LA TRABAZON BAJO PRESION A UNA TEMPERATURA SUPERIOR AL PUNTO DE FUSION DEL COMPONENTE DE BAJO PUNTO DE FUSION; Y E) ALISAR POR MEDIO DE CALOR UNA O AMBAS CARAS. UTILIZABLE EN MEDICINA E HIGIENE COMO COMPRESA, APOSITO O TAMPON.
ANILLO DE JUNTA PARA UNA PIEZA DE VAIVEN DE UNA MAQUINA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/10/1986). Clasificación: F16J15/32.
Anillo de junta para una pieza de vaivén de una máquina, que comprende un elemento de junta de material polímero que está provisto de un labio de junta, y en el que el labio de junta está presionado elásticamente contra la pieza de máquina dotada de movimiento relativo y el labio de junta esta situado inclinado respecto a la dirección de movimiento de la pieza de máquina dotada de movimiento relativo, caracterizado porque la inclinación que se produce de la colocación inclinada de los labios de junta respecto a la dirección de movimiento de la pieza de máquina dotada de movimiento relativo presenta una dirección opuesta en zonas distribuidas sobre la periferia del labio de junta, y porque las zonas individuales están configuradas una junto a la otra sin separación alguna formando una banda de junta hermética axialmente y que está en contacto con la pieza de máquina dotada de movimiento relativo.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL DE VELO.
Sección de la CIP Textiles y papel
(01/10/1986). Clasificación: D04H1/7.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL DE VELO. CONSISTE EN LA DEPOSICION, POR MEDIO DE CARDAS, DEL VELO CON EMPLEO DE UN 10% EN PESO DE FIBRAS DE POLI(ALCOHOL VINILICO), QUE SON SOLUBLES O HINCHABLES EN AGUA SOLO A TEMPERATURAS DE UNOS 90JC; HUMIDIFICACION DEL VELO CON AGUA EN UNA CANTIDAD DE 20 A 300% EN PESO; Y UNION TERMICA DEL VELO, POR TRECHOS, A PRESION, POR 5 HASTA 40% DE SU SUPERFICIE TOTAL; DONDE LA PROPORCION DE FIBRAS PVA DIFICILMENTE SOLUBLES, UTILIZADAS, DEBE SER AL MENOS DEL 10% DEL PESO DEL GENERO DE VELO, PARA LOGRAR UN NUMERO DE LUGARES DE AGLUTINACION DE FIBRAS SUFICIENTES PARA OBTENER LA FIRMEZA; Y DONDE LAS FIBRAS PVA SE MEZCLAN CON OTRAS FIBRAS COMO POLIESTER, POLIAMIDA, POLIACRILONITRILO O CELULOSA REGENERADA. SE EMPLEA PARA PROPORCIONAR FIBRAS CON PROPIEDADES BUENAS DE SUAVIDAD, FIRMEZA Y ESTABILIDAD FRENTE AL AGUA.
APOYO DE MOTOR CON AMORTIGUACION HIDRAULICA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/07/1986). Clasificación: F16F15/04.
Apoyo de motor con amortiguación hidráulica, que contiene un espacio de trabajo limitado por un soporte, un resorte de suspensión y una pared de separación, y un espacio de compensación limitado por la pared de separación y una pared elástica de tope, los cuales están unidos por una abertura de estrangulación y están llenos de un líquido, así como una cámara llena de gas situada en la pared de separación, la cual esta cerrada respecto al espacio de trabajo mediante un disco limitado circularmente y fijado a una menbrana anular elástica, caracterizado porque el disco está formado por un oscilador de cadena, de tal forma que comprende, al menos dos masas de equilibrado consecutivas, situadas radialmente una dentro de la otra, las cuales están fijadas únicamente entre ellas y a la pared de separación mediante membranas anulares.
ANILLO DE JUNTA O DE ROZAMIENTO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/07/1986). Clasificación: F16J15/32.
Anillo de junta o de rozamiento, que comprende un anillo de refuerzo no flexible con superficie que se extiende esencialmente paralela al elemento estático de máquina y un recubrimiento de material impermeable fijado sobre ella, donde el recubrimiento está provisto de nervaduras sobresalientes en dirección radial, las cuales ajustan con el elemento estático de máquina bajo una pretensión elástica y continúan en dirección del medio hermetizado empezando con una distancia axial respecto al lado del recubrimiento alejado de la presión; caracterizado porque las nervaduras tienen una extensión en esencial axialmente paralela y porque el recubrimiento sobre el lado de las nervaduras alejado de le presión está engrosado en la magnitud de su extensión radial.
PROCEDIMIENTO PARA FABRICAR UNA LAMINA PARA PRODUCIR UNA CAPA DE CUBIERTA CONFORMADA POR EMBUTICION PROFUNDA DEL SALPICADERO DE UN VEHICULO AUTOMOVIL.
(01/06/1986) PROCEDIMIENTO MODIFICADO PARA PRODUCIR UNA LAMINA EMBUTIDA PROFUNDAMENTE DEL TABLERO DE INSTRUMENTOS DE UN VEHICULO AUTOMOVIL. COMPRENDE: A) ENTREMEZCLAR DE MODO HOMOGENEO UN 25 A 35% EN PESO DE TERMOPOLIMERO DE ETILENO-PROPILENO-DIENO , UN 29 A 45% EN PESO DE POLIOLEFINA, CON UN 5 A 19% DE POLI(OXIDO DE FINILENO) Y UN 5 A 12% EN PESO DECOPOLIMERO DE ESTIRENO-ETILENO-BUTILENO-ESTIRENO , EN UN EXTRUSOR DE DOS HELICES Y QUE GIRA EN EL MISMO SENTIDO O EN SENTIDOS OPUESTOS, EN PRESENCIA DE AENTES DE PROTECCION FRENTE A LA LUZ, PIGMENTOS, MATERIALES DE CARGA, AGENTES ANTIESTATICOS Y AGENTES LUBRICANTES, ENTRE 230 Y 240JC Y CON CIZALLAMIENTO, PARA PRODUCIR UNA MEZCLA; B) CONFORMAR…
PROCEDIMIENTO PARA FABRICAR PLACAS CONDUCTORAS FLEXIBLES CON CONTACTOS DE PASO PARA ELEVADOS ESFUERZOS POR FLEXION.
Sección de la CIP Electricidad
(16/05/1986). Clasificación: H05K3/46.
PROCEDIMIENTO PARA LA FABRICACION DE PLACAS CONDUCTORAS FLEXIBLES CON CONTACTOS DE PASO, LAS CUALES SON ADECUADAS PARA ESFUERZOS ELEVADOS POR FLEXION. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE REALIZAN TALADROS DE REGISTRO SOBRE UN MATERIAL DE BASE FLEXIBLE QUE ESTA FORRADO DE COBRE POR UN LADO; SEGUNDA, SE COLOCA UNA CAPA ADHESIVA SOBRE LA HOJA DE SOPORTE DEL MATERIAL DE BASE CON AYUDA DE LOS TALADROS DE REGISTRO; TERCERA, SE COLOCA UNA HOJA DE COBRE SOBRE LA CAPA ADHESIVA Y A CONTINUACION SE LAMINAN LAS CAPAS; CUARTA, SE POSICIONAN LOS TALADROS DE CONTACTOS DE PASO Y SE REALIZA EL TRAZADO DE LAS SUPERFICIES CONDUCTORAS.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL DE VELO DE VARIAS CAPAS, MICROPOROSO Y ADAPTABLE PARA FINES DE APLICACION MEDICA.
Sección de la CIP Textiles y papel
(01/04/1986). Clasificación: D04H13.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL DE VELO DE VARIAS CAPAS, MICROPOROSO Y ADAPTABLE PARA FINES DE APLICACION MEDICA. COMPRENDE A) APLICAR MICROFIBRAS SOBRE UN MATERIAL DE VELO DE SOPORTE BLANDO Y ADAPTABLE; B) RECUBRIR A LA MICROFIBROSA CON UN ESTRATIFICADO DE MATERIAL DE VELO DE SOPORTE BLANDO Y ADAPTABLE; C) PRENSAR AL RECUBRIMIENTO D (B) PARA UNIRLOS DE FORMA SUELTA AL ESTRATIFICADO DE 3 CAPAS; D) LAVAR AL ESTRATIFICADO DE 3 CAPAS CON AGUA A UNA TEMPERATURA I 60JC; E) EXPRIMIR EL LAVADO DE (D) HASTA OBTENER UN N1 DE 200% P.; F) CONDUCIR AL ESTRATIFICADO DE (E) EN UN MEDIO ACUOSO QUE TIENE AGENTE HIDROFOBIZANTE; G) EXPRIMIR AL ESTRATIFICADO DE (F) HASTA UN N2 CON UN 50% P A N1; Y H) ESTAMPAR AL ESTRATIFICADO HUMEDO EN FORMA DE DIBUJO Y POR LAS DOS CARAS CON UNA PASTA DE ESTAMPACION. SIENDO: N1 Y N2 HUMEDADES RESIDUALES Y; P EN PESO REFERIDO AL PESO SECO DE ESTRATIFICADO. LAS MICROFIBRAS TIENEN UN DIAMETRO ENTRE 1 A 10 MM Y UNA SUPERFICIE ENTRE 7 A 50 G/M2.
DISPOSICION DE ANILLO DE JUNTA DE ARBOL RADIAL.
(01/01/1986) Disposición de anillo de junta de árbol radial, formada por una caja y un anillo de junta con forma circular fijado dentro de ésta, el cual está abombado en dirección al medio obturado, se compone de un material polímero, ajusta de forma deslizante con una superficie de junta en la parte de máquina con movimiento relativo y está limitado por una superficie de base que rodea a una, distancia uniforme al eje de rotación, con nervaduras de torsión dispuestas sobre ella, estando limitadas las nervaduras de torsión, en el lado orientado hacia la parte de máquina con movimiento relativo, por una superficie interior que forma una prolongación continua de la superficie de junta, caracterizada porque las nervaduras de torsión están limitadas por una superficie exterior en el lado opuesto a la superficie interior, y porque la entre…
PROCEDIMIENTO PARA FABRICAR UN CUERO CUARTEADO SINTETICO DEL TIPO DE ANTE.
Sección de la CIP Textiles y papel
(01/01/1986). Clasificación: D06N3.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERO HENDIDO DE TERCIOPELO SINTETICO, EN ESPECIAL PARA ZAPATOS DEPORTIVOS Y DE OCIO, BASADO EN UN MATERIAL DE VELO AGUJADO, NO ENCOGIDO, CON AL MENOS UN 20% EN PESO DE FIBRAS DE POLIAMIDA, LAS CUALES TIENEN UN PERFIL TRILOBULADO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE CONSOLIDA SOLAMENTE POR AGUJADO Y SE DENSIFICA ENTRE 0,15 A 0,25 G/CM3, UN VELO QUE CONTIENE AL MENOS UN 20% EN PESO DE FIBRAS DE POLIAMIDA CON SECCION TRANSVERSAL TRILOBULADA Y UN TITULO DE 1,5 A 6 DTEX; SEGUNDA, EL VELO FORMADO SE IMPREGNA, CONFORME A LOS PROCEDIMIENTOS HABITUALES EN LOS CUEROS DEL TIPO DE ANTE SINTETICO, CON UNA MEZCLA ACUOSA DE LATEX; Y POR ULTIMO, EL VELO IMPREGNADO SE SOMETE A PROCESOS DE HENDIDO, PULIMENTO, LAVADO E HIDROFUGACION.
DISPOSITIVO DE RETEN PARA PIEZAS DE MAQUINA QUE REALIZAN MOVIMIENTO DE GIRO Y DE VAIVEN.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/12/1985). Clasificación: F16J15/32.
Dispositivo de retén para piezas de máquina que realizan movimientos de giro y de vaivén, consistente en un anillo de armadura con perfil angular y un anillo de faldón labial, que es de PTFE o de un material afín, con una sección circundante llevada en dirección del medio obturado, así como con una sección de retención fijada respecto al ala portadora, que apunta hacia dentro, del perfil del anillo de armadura mediante una capa intermedia cauchoide, estanca y hermética, caracterizado porque la sección de retención, el ala portadora y la capa intermedia están unidas para formar una pieza y porque la capa tiene un grueso de al menos 0, 5 mm y una dureza Shore A de 65 a 85.
COMPLEMENTO PARA CUBO DE LIMPIEZA.
Sección de la CIP Necesidades corrientes de la vida
(16/12/1985). Clasificación: A47L13/58.
Complemento para un cubo de limpieza, para eliminar la humedad en exceso de una mopa de fregona, que incluye un tamiz hueco que se estrecha hacia abajo, con tres garras de sujeción, previstas para la fijación de dicho tamiz por encima de la boca de un cubo de limpieza, en el que las garras de sujeción están fijadas al tamiz hueco, en Lados enfrentados entre sí y en una dirección que se proyecta de manera sustancialmente perpendicular a ellos y presentan ranuras que se proyectan en sentido periférico sobre el reborde superior del cubo de limpieza, caracterizado porque las ranuras están limitadas, por un lado, por una orejeta de apoyo y, por el otro lado, por una lengüeta elástica.
PROCEDIMIENTO PARA FABRICAR UNA PLANCHA PERFILADA QUE CONTIENE AL MENOS DOS CAPAS DE CAUCHO, UTILIZABLE PARTICULARMENTE EN REVESTIMIENTOS DE SUELOS O EN SUELAS DE CALZADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1985). Clasificación: B29H8.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PLANCHA PERFILADA QUE CONTIENE AL MENOS DOS CAPAS. UNA DELGADA CAPA DE MATERIAL DILATABLE SE REFUERZA POR DEPOSICION DE UNA CAPA INFERIOR DE CAUCHO, NO VULCANIZADA, FORMANDOSE RESALTES, SE COMPRIME CON UN LADO OPUESTO QUE TIENE ESCOTADURAS DISTRIBUIDAS SEGUN UN DIBUJO O DISEÑO Y CUYA PROFUNDIDAD SUPERA AL ESPESOR DE LA CARA SUPERIOR, EN EL CUAL LAS DOS CAPAS SE UNEN Y CONSOLIDAN POR VULCANIZACION, Y EN EL CUAL AL MENOS LA CAPA SUPERIOR ES ELIMINADA EN LA ZONA DE LOS RESALTES MEDIANTE UNA OPERACION DE CORTE, FRESADO O PULIDO REALIZADA LINEALMENTE. DURANTE LA ELIMINACION DE LA CAPA SUPERIOR EN LA ZONA DE LOS RESALTES, LA PLACA ES SOMETIDA A UN PRENSADO Y A UNA DEFORMACION QUE ACTUAN PERPENDICULARMENTE A SU EXTENSION.
(01/11/1985) 1. Esponja de fregar, compuesta de una parte de agarradero, de materia espumosa blanda, y de una parte de fregado, unida a aquélla, hecha de material grosero no tejido que, en caso dado, contiene material abrasivo, caracterizada porque la parte de agarradero está hecha de espuma blanda de poliuretano, que está unida sin adherentes, por medio de un espumado superficial, con la parte de fregado, estando formada en la superficie de la espuma de poliuretano vuelta hacia el material no tejido una película de separación muy impermeable o totalmente impermeable al agua y estando atravesados los poros del material no tejido, por lo menos en la capa limítrofe, por la espuma de poliuretano, y porque, en caso dado, entre la película de separación y la parte de fregado están almacenados en algunos puntos jabón, pasta de limpieza o similares. 2.…
(01/08/1985) 1. Esponja para fregar, que consta de una pieza de agarre de espuma blanda y de una pieza de frotamiento de material burdo de velo que contiene eventualmente un medio abrasivo, así como de un medio de limpieza, como jabón o similar, caracterizada porque la pieza de agarre consta de espuma blanda de poliuretano y entre la pieza de agarre y la pieza de frotamiento está dispuesto, en puntos localizados el medio de limpieza, como jabón, pasta sólida de limpieza o similar, estando herméticamente cerrado el medio de limpieza con respecto a la pieza de agarre consta de espuma blanda de poliuretano y entre la pieza de agarre y la pieza de frotamiento está dispuesto, en puntos localizados,…
UNA JUNTA ANULAR RADIAL PARA ARBOLES O EJES.
(16/05/1985) 1. Una junta anular radial para árboles o ejes, con un elemento de obturación plano, de un material polímero y forma anular, que en la zona de la periferia esterior está anclado en un anillo de sujeción, mientras que en la zona de la periferia interior está abombado hacia adelante en dirección del medio obturador y asimismo ensanchado, con lo que el dorso toca al árbol con una superficie circundante de contacto, caracterizada porque el elemento de obturación está prolongado en la dirección del medio obturador hasta más allá de la superficie de contacto, presentando un diámetro interior ampliado en la parte sobresaliente. 2. Una junta anular radial para árboles, de acuerdo con la reivindiación 1, caracterizada porque el elemento de obturación está dotado de nervios espirales en la superficie de base vuelta hacia el medio obturado. 3. Una junta radial…
PROCEDIMIENTO PARA PRODUCIR UN MATERIAL DE ENTRETELA TEXTIL CON PROPIEDADES ANISOTROPAS.
Sección de la CIP Necesidades corrientes de la vida
(01/05/1985). Clasificación: A41D27/06.
PROCEDIMIENTO PARA PRODUCIR UN MATERIAL DE ENTRETELA TEXTIL CON PROPIEDADES ANISOTROPAS.COMPRENDE: A) EXTRUIR FILAMENTOS DE REFUERZO, QUE DISCURREN PARALELAMENTE ENTRE SI A UNA DISTANCIA DE 0,5-5 MM, Y FUNDEN POR ENCIMA DE 180JC, SOBRE UNA SUPERFICIE DE SUSTRATO QUE FUNDE A UNA TEMPERATURA INFERIOR A 150JC, Y ESTA COMPUESTA DE PUNTOS DE ADHESIVO POR FUSION O DE UN VELO DE FIBRAS TERMOPLASTICAS CON UN PESO POR UNIDAD DE SUPERFICIE DE 5-50 G/M Y DIAMETROS DE FIBRAS DE 5 D 10C3 C5 D 10C2; Y B) FIJAR TERMICAMENTE LOS FILAMENTOS A LA SUPERFICIE DEL SUSTRATO HASTA QUE EL PESO POR UNIDAD DE SUPERFICIE DE LOS FILAMENTOS DE REFUERZO SEA DEL DOBLE AL TROPLE DEL DE LA CAPA SUPERFICIAL DEL SUSTRATO.
UNA JUNTA DE PERNO DE ARTICULACION PARA UNA CADENA DE ORUGA.
(01/10/1984) 1. Una junta de perno de articulación para una cadena de oruga, consistente en un anillo de apoyo de un material elástico como el caucho, relativamente duro, que está insertado a presión y con asiento fijo en un taladro de la caja y que se apoya contra la base del taladro, vuelta hacia el medio obturado, estando dotado de un perfil que, en el lado interior, está prolongado en la dirección del medio obturado y hace transición a un retén labiado sobresaliente hacia fuera, cuya falda de obturación es oprimida por un anillo de apriete dispuesto dentro del perfil, que consiste en un material elástico relativamente blando y hace contacto con el anillo de apoyo y con el retén labiado, contra la superficie radial de junta de la pieza de maquinaria que se mueve relativamente, caracterizada porque el anillo de apoyo tiene una pared interior…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}