26 patentes, modelos y diseños de CABLES DE COMUNICACIONES, S.A.
PROLONGADOR REFELCTOMETRICO.
Sección de la CIP Física
(01/01/1992). Ver ilustración. Inventor/es: RUIZ RUBIO, ENRIQUE. Clasificación: G02B6/00, G01N21/55.
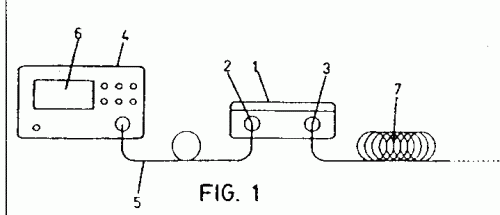
PROLONGADOR REFLECTOMETRICO. PROLONGADOR REFLECTOMETRICO, DE UTILIDAD PARA LA MEDIDA DE LA ATENUACION EN FUNCION DE LA DISTANCIA EN UNA INSTALACION DE FIBRA OPTICA, CON EL FIN DE POSIBILITAR LA MEDIDA DEL INICIO DE LA FIBRA OPTICA, INCLUYENDO PERDIDAS EN EL CONECTOR, CONSTITUYENDOSE POR UNA CARCASA EN CUYO INTERIOR QUEDA UN CARRETE CON UNOS 1.000 M. DE FIBRA OPTICA BOBINADOS EN EL, Y CON SUS EXTREMOS (2 Y 3) CONECTORIZADOS, DE FORMA QUE DICHO PROLONGACION REFLECTOMETRICO POR UNO DE SUS CONECTORES SE UNE A LA FIBRA OPTICA OBJETO DE LA PRUEBA Y POR EL CONECTOR SE UNE AL REFLECTOMETRO.
SENSOR DE FIBRA OPTICA BASADO EN LA EXCITACION DE PLASMONES SUPERFICIALES.
Sección de la CIP Física
(16/08/1990). Ver ilustración. Inventor/es: VILLUENDAS YUSTE,FRANCISCO, PELAYO ZUECO, FRANCISCO J. Clasificación: G02F1/095.
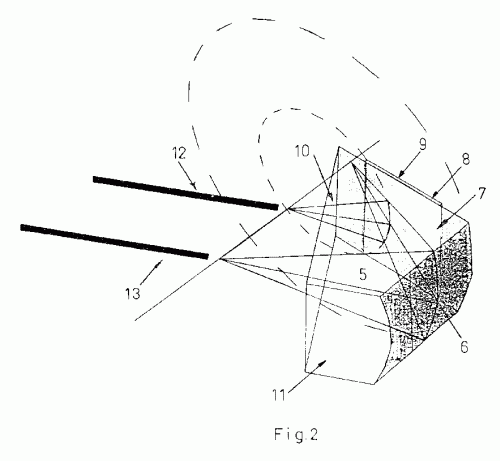
SENSOR DE FIBRA OPTICA BASADO EN LA EXCITACION DE PLASMONES SUPERFICIALES. SENSOR DE FIBRA OPTICA BASADO EN LA EXCITACION DE PLASMONES SUPERFICIALES, CONSTITUIDO POR UNA CABEZA SENSORA , CONFORMADA POR UN CUERPO TRANSPARENTE CON UNA SUPERFICIE PLANA QUE INCORPORA UNA CAPA METALICA DELGADA, EN LA QUE SE PRODUCE LA EXCITACION OPTICA DE PLASMONES SUPERFICIALES, UNA SEGUNDA CARA CILINDRICA ESPEJADA PERPENDICULAR A LA ANTERIOR Y OTRA PLANA FORMANDO CON LA PRIMERA UN ANGULO I, QUE ESTA DETERMINADO POR LOS INDICES DE REFRACCION DEL CUERPO TRANSPARENTE Y DEL MEDIO A CONTROLAR Y DOS FIBRAS OPTICAS Y.
UN PROCEDIMIENTO PARA LA PREPARACION DE NUEVAS COPOLIESTERAMIDAS TERMOTROPAS AROMATICAS.
Sección de la CIP Química y metalurgia
(01/11/1989). Ver ilustración. Inventor/es: MELENDEZ ANDREU, ENRIQUE, NAVARRO GOMEZ, FERNANDO, RODRIGUEZ VALLEJO, JOSE LUIS, SERRANO OSTARIZ, JOSE LUIS. Clasificación: C08G85/00, C08G69/44.
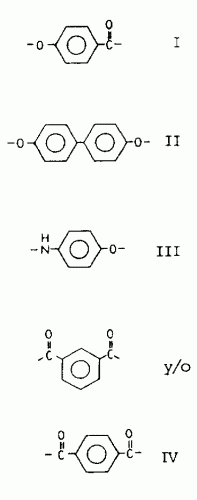
UN PROCEDIMIENTO PARA LA PREPARACION DE NUEVAS COPOLIESTERAMIDAS TERMOTROPAS AROMATICAS. LAS NUEVAS COPOLIESTERAMIDAS CONSTITUIDAS POR UNIDADES MONOMERICAS DE FORMULA (I) A (IV) EN PROPORCIONES MOLARES DE 40-60% DE (I), 10-20% DE (II), 1-12% DE (III) Y 15-30% DE (IV), SE OBTIENEN POLIMERIZANDO LOS CORRESPONDIENTES MONOMEROS EN ESTADO FUNDIDO O DISUELTO, EN ATMOSFERA INERTE, DURANTE UN PERIODO DE TIEMPO COMPRENDIDO ENTRE 2 Y 18 H Y A UNA TEMPERATURA COMPRENDIDA ENTRE 220 Y 350GC. ESTOS PRODUCTOS SON UTILES PARA LA PREPARACION DE FILAMENTOS DUCON ALTA CARGA DE ROTURA Y ALTO MODULO, ASI COMO PARA LA PREPARACION DE PRODUCTOS MOLDEADOS POR EXTRUSION O INYECCION Y TAMBIEN PARA LA PREPARACION DE FILMES.
METODO PARA LA MEDIDA DEL RADIO DEL CAMPO MODAL EN FIBRAS OPTICAS MONOMODO.
Sección de la CIP Física
(01/12/1988). Ver ilustración. Inventor/es: VILLUENDAS YUSTE,FRANCISCO, MARQUES MORENO, JUAN BAUTISTA, CALVO CASTAN, FERNANDO. Clasificación: G02F1/00.
QUE PERMITE EL EMPLEO DE EMISORES Y DETECTORES DE LUZ CONVENCIONALES, SIENDO FACILMENTE INTRODUCIBLE EN UN EQUIPO DE CONTROL DE CALIDAD AUTOMATICO, PUDIENDOSE UTILIZAR PARA LA DETERMINACION DE RADIO DEL CAMPO MODAL EN FIBRAS MONOMODO AXIALMENTE SIMETRICAS O NO CON DISTRIBUCIONES DE CAMPO MODAL GAUSSIANAS O NO, HABIENDOSE PREVISTO QUE POR EL HECHO DE QUE LA ANCHURA DE LA RENDIJA, MATERIALIZADA POR UN CUBO HUECO, SEA CONTINUAMENTE VARIABLE Y POR CONSIGUIENTE NOS PROPORCIONE UN NUMERO SUFICIENTEMENTE GRANDE DE PUNTOS EN LA SEÑAL PARA PODER REALIZAR UNA INTEGRACION NUMERICA FIABLE, EVITANDO LOS PROBLEMAS DE AJUSTE DE PUNTOS DISCRETOS A UNA FUNCION EMPIRICA.
METODO PARA LA MEDIDA DE LA DISPERSION CROMATICA EN FIBRAS OPTICAS MONOMODO.
Sección de la CIP Física
(16/02/1988). Clasificación: G01N21/41.
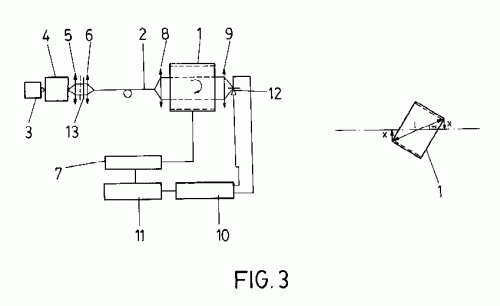
METODO PARA LA MEDIDA DE LA DISPERSION CROMATICA EN FIBRAS OPTICAS MONOMODO. EL PROCESO CONSTA DE LAS SIGUIENTES FASES: SE COLIMA EL HAZ DE LUZ PROVENIENTE DE UNA LAMPARA DE HALOGENO, SE DIVIDE EL HAZ EN DOS HACES POR INTERPOSICION DE UNA LAMINA DIVISORA, EL PRIMER HAZ ATRAVIESA UN SEGUNDO OBJETIVO QUE LO FOCALIZA SOBRE UN EXTREMO DE LA MUESTRA DE FIBRA OPTICA, EL HAZ ES CITADO REFLEJADO DE NUEVO POR LA LAMINA DIVISORA HASTA LLEGAR A LA LENTE FOCALIZADORA, EL SEGUNDO HAZ ES REFLEJADO POR UN ESPEJO HACIA LA LENTE FOCALIZADORA, SE AJUSTA LA POSICION DEL ESPEJO HACIA LA LENTE FOCALIZADORA Y SE REGISTRA LA MEDIDA DE LA POTENCIA OPTICA PROPORCIONADA POR EL DETECTOR.
CABLE DE FIBRA OPTICA, MEJORADO.
(01/04/1985) 1. Cable de fibra óptica, mejorando, esencialmente caracterizado porque central y longitudinalmente incorpora un cable de acero en funciones de elemento de refuerzo, helicoidalmente al cual van dispuestos una serie de tubos de protección holgada en cuyo interior va alojada la correspondiente fibra óptica junto con un relleno de sustancia viscosa, de tal modo que el núcleo que forman tales tubos de protección junto con el elemento de refuerzo interno y central quedan envueltos en una cinta plástica exteriormente a la cual va dispuesta una gruesa capa o cubierta de material termoplástico, la cual se encuentra a su vez protegida y envuelta por una pantalla externa de aluminio, para quedar ésta…
CABLE DE FIBRA OPTICA, PERFECCIONADO.
(01/04/1985) 1. Cable de fibra óptica, perfeccionado que constituyendo un cuerpo de sección transversal circular exento en su totalidad de elementos metálicos, esencialmente caracterizado porque centralmente incorpora un elemento de refuerzo a base de fibras de vidrio, sobre cuya superficie externa van dispuestos helicoidalemnte una serie de tubos de protección en los que va alojada con una determinda holgura la correspondiente fibra óptica, quedando el interior de tales tubos relleno de una sustancia viscosa; con la particularidad de que el núcleo constituido por tales tubos de protección y el elemento de refuerzo interno quede envulto en una cinta plástica alrededor de la cual se disponen dos cubiertas…
Sección de la CIP Electricidad
(01/04/1985). Clasificación: H01B7.
1. Cable autosportado, que constityéndose mediante una serie de capas de distinto material, ninguna de ellas metálica, e incorporando central y longitudinalmente un elemento de refuerzo alrededor del cual van dispuestos tubos de protección para la fibra óptica correspondiente, y en el que la capa o cubierta externa es de cloruro de polivinilo o polietileno, esencialmente se caracteriza porque dicha capa externa y en correspondencia con una de sus generatrices se prolonga longitudinalmente en un apéndice o protuberancia cilíndrica formando un único cuerpo con el propio cable, habiéndose previsto que dicha protuberancia o apéndice cilíndrico incorpore en su interior un elemento de refuerzo a base de fibras no metálicas, de alta resistencia mecánica; el cable así formado al no contener ningún elemento metalico, resulta inmune a toda interferencia eléctrica o magnética. 2. Cable autosoportado.
SISTEMA PARA LA APLICACION DE POLVO DE RELLENO EN NUCLEOS DE CABLES TELEFONICOS.
Sección de la CIP Electricidad
(16/02/1983). Clasificación: H01B13/00.
SISTEMA PARA APLICAR POLVO DE RELLENO EN NUCLEOS DE CABLES TELEFONICOS. COMPRENDE UNA CAMARA DE APLICACION DE POLVO FORMADA POR UN TAMBOR , PARCIALMENTE RELLENO DE POLVO, QUE VA MONTADO GIRATORIAMENTE SOBRE SENDOS CASQUILLOS DE ROZAMIENTO UBICADOS EN LOS EXTREMOS DE DICHO TAMBOR , POR PLACAS UNIDAS RIGIDAMENTE AL CHASIS DE LA CAMARA (10 QUE SOPORTAN TODOS LOS MECANISMOS DE LA CITADA CAMARA, POR UNA PESTAÑA DE DESARROLLO HELICOIDAL QUE RECORRE EL INTERIOR DEL TAMBOR Y CUYA MISION ES MANTENER EL POLVO ACUMULADO EN EL INTERIOR DE LA CAMARA EN CONSTANTE MOVIMIENTO, CUANDO EL TAMBOR GIRA, Y POR UNA PLACA DOTADA DE UNA PLURALIDAD DE ORIFICIOS A TRAVES DE LOS CUALES PENETRAN LOS CONDUCTORES ELECTRICOS EN EL INTERIOR DE LA CITADA CAMARA , PARA SER EMPOLVADOS.
MEJORAS INTRODUCIDAS EN EL PROCEDIMIENTO DE FABRICACION DE CABLES TELEFONICOS CON CONDUCTORES MULTIPLES.
Sección de la CIP Electricidad
(16/03/1978). Clasificación: H01B13/14.
METODO DE FABRICACION DE AISLAMIENTOS EXPANDIDOS PARA CABLES TELEFONICOS MULTIPLES. LAS TRES ETAPAS QUE LO CONSTITUYEN SON: PREMEZCLA DE LOS CONSTITUYENTES QUE FORMAN EL CONCENTRADO, PREPARACION DEL CONCENTRADO Y EXTRUSION DEL AISLAMIENTO EXPANDIDO. EL MEDIO DISPERSANTE (POLIETILENO, POLICLORURO DE VINILO) SE MEZCLA CON EL AGENTE DE EXPANSION (SULFOHIDRACIDAS O COMPUESTOS AZOICOS), LOS PIGMENTOS EL BIOXIDO DE TITANICO Y LOS AGENTES DE EMPASTE NECESARIOS EN UN TAMBOR ROTATORIO, SIN APORTE DE CALOR Y A TEMPERATURA MENOR DE 80 GRADOS C. ESTA MEZCLA SE TRANSFORMA EN GRANULADO COMPACTO POR EXTRUSION O POR AMASADO A TEMPERATURA MENOR DE 30 GRADOS C. LA FORMACION DEL AISLAMIENTO POR EXTRUSION SE REALIZA CON UNA MEZCLA DEL MATERIAL DE AISLAMIENTO Y ESTE GRANULADO COMPACTO (2-6%) PRECALENTADOR EL HILO CONDUCTOR A 90-110 GRADOS C, PRODUCIENDOSE LA EXPANSION, Y CONTROLANDOLA POR MEDIDA DE LA CAPACIDAD DEL HILO FORMADO.
DISPOSITIVO PARA DESBOBINADO RAPIDO, PERFECCIONADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1977). Clasificación: B65H.
Dispositivo para desbobinado rápido, perfeccionado, que comprende dos conos unidos entre sí en una generatriz abierta del uno al otro, para el desbobinado sin solución de continuidad del hilo empalmado de sendas bobinas respectivamente incluidas en dichos conos, caracterizado porque los mencionados conos estan constituidos con una pared lateral un tanto helicoide, quedando, como consecuencia, desenfrentados entre sí los bordes de dicha pared correspondientes a la ranura abierta del uno al otro, en la determinación de un desnivel de la superficie cónica interna en la zona de dicha ranura, de tal forma que al desbobinarse el cable, que se desliza pegado centrífugamente a dicha superficie interna, puede salvar el paso sobre la citada ranura sin golpear contra el borde de la misma.
PERFECCIONAMIENTOS INTRODUCIDOS EN EL PROCEDIMIENTO DE FABRICACION DE CABLES TELEFONICOS.
Sección de la CIP Química y metalurgia
(16/04/1977). Clasificación: C08F.
Resumen no disponible.
CABEZAL PARA AISLAMIENTO MULTIPLE DE CONDUCTORES.
Sección de la CIP Electricidad
(16/03/1977). Clasificación: H02G.
Cabezal para aislamiento múltiple de conductores, caracterizado porque está constituido por un cuerpo o bloque que está conformado en un extremo para acoplamiento a la máquina extrusora correspondiente, cuyo bloque determina en sí unos alojamientos a modo de mordazas para sendas hileras autocentrantes, los cuales alojamientos están comunicados a través de pasos calibrados con un conducto de entrada general procedente de aquél extremo de acoplamiento a la extrusora, en la convergencia de cuyos conductos calibrados con dicho conducto de entrada. va dispuesto un elemento regulador de pasos, para regular el, flujo de material proveniente hacia las hileras, equipando el tal cuerpo del cabezal medios calefactores para mantener la temperatura adecuada de funcionamiento.
PERFECCIONAMIENTOS INTRODUCIDOS EN CABLES TELEFONICOS.
Sección de la CIP Electricidad
(01/02/1977). Clasificación: H01B11/18.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN CABLES TELEFONICOS.
Sección de la CIP Electricidad
(01/12/1976). Clasificación: H01B.
Resumen no disponible.
DISPOSICION PERFECCIONADA EN LA SUJECION Y REENVIO DE CABLES TELEFONICOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/1976). Clasificación: F16G.
Disposición perfeccionada, en la sujeción y reenvio de cables telefónicos, caracterizada: porque se realiza mediante un gancho que está constituido por una barra convenientemente conformada, de modo que por un extremo de la encorvadura o gancho propiamente dicho, determina una forma anular que establece paso para el adecuado elemento de anclaje, mientras que por, el otro extremo determina sendos brazos que se prolongan hacía arriba a modo de horquilla de ramas divergentes; en este gancho se introduce transversalmente, el bucle del correspondiente elemento tensor del cable telefónico que posteriormente queda normal al gancho, sin posibilidad de salirse de él mientras que el cable telefónico va montado acaballado sobre dicho gancho y cerrado a través de una grapa; de forma que el cable telefónico no puede abandonar al gancho por impedírselo las ramas divergentes de éste, quedando así perfectamente sujeto y con posibilidad de ser reenviado, sin sufrir dobleces que deterioren su alma conductora.
METODO DE FABRICACION DE CABLES ELECTRICOS.
Sección de la CIP Electricidad
(01/10/1976). Clasificación: H01B13/26.
Resumen no disponible.
METODO DE PREPARACION DE UN COMPUESTO PARA CABLES DE RELLENO.
Sección de la CIP Electricidad
(16/05/1976). Clasificación: H01B3/30.
Resumen no disponible.
Sección de la CIP Electricidad
(01/05/1976). Clasificación: H01B11/18.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE CABLES AUTOSOPORTADOS PARA ACOMETIDAS.
Sección de la CIP Electricidad
(01/05/1976). Clasificación: H01B17/62.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE UN CABLE COAXIAL.
Sección de la CIP Electricidad
(16/04/1976). Clasificación: H01B11/18.
Resumen no disponible.
SISTEMA DE MEDICION DEL COEFICIENTE DE DESEQUILIBRIO DE RESISTENCIAS APLICABLE AL CONTROL DE REDES.
Sección de la CIP Física
(01/03/1976). Clasificación: G01R17/14.
Resumen no disponible.
DISPOSITIVO ALIMENTADOR PARA VARIAS BOQUILLAS AUTOCENTRALES, APLICABLE A LINEAS DE AISLAMIENTO DE CONDUCTORES.
(16/02/1976) Dispositivo al¡mentador para varias boquillas autocentrantes, aplicable líneas; de; aislamiento de conductores, caracterizado porque está, : constituido por pieza exterior hueca, y, provista; de, un orificio radial, en la que va; alojada, una, :pieza interior ;o torpedo provista. de unos, orificios longitudinales, para el, paso. de-los hilos por los mismos y que hacen, a la vez de caja; para las boquillas y las. hileras, , cuyas caras enfrentadas son paralelas y a las cuales, salen, unos conductos; .situados, radialmente.en el torpedo y que en comunicación a, dichas.. piezas con un hueco:, existente, entre la pieza exterior, y torpedo, y..a, su vez a través del, radial que posee., la primera con la todo ello de manera. que el.plástico o material…
PROCEDIMIENTO DE FABRICACION DE CABLES DE ACOMETIDA AUTOSOPORTADOS.
Sección de la CIP Electricidad
(16/02/1976). Clasificación: H01B3/42.
Resumen no disponible.
NUCLEO PARA CABLES PERFECCIONADO.
Sección de la CIP Electricidad
(16/01/1975). Clasificación: H02G.
Núcleo para cables perfeccionado, caracterizado porque los conductores, convenientemente aislados, se hallan dispuestos en dos conjuntos uno de los cuales va envuelto poro una cinta, constituida por una o varias láminas metálicas, preferentemente de aluminio, separadas entre sí y recubiertas por unas-películas de material no higroscópico, que sobresale por sus bordes, mientras que el otro conjunto va adosado al anterior y envueltos ambos por la cubierta o cubiertas que en vuelven directamente al núcleo, todo ello de modo que ambos conjuntos quedan aislados entre si electromagnéticamente.
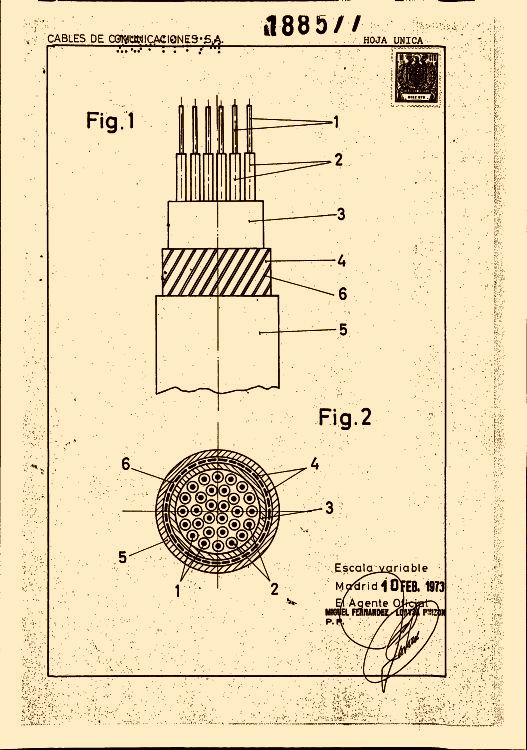
CABLE DE DISTRIBUCION MULTIPAR.
Sección de la CIP Electricidad
(16/09/1974). Ver ilustración. Clasificación: H01B.
Cable de distribución multipar, caracterizado porque sobre su núcleo, formado por conductores convenientemente aislados y dispuestos por pares, lleva una cubierta interior de polietileno de alto peso molecular sobre la que se disponen cintas de acero liso aplicadas helicoidalmente que se cubren con un compuesto termoplástico estando cerrado a su vez el conjunto por una envolvente de polietileno de alto peso molecular.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}