TRANSPORTADOR PARA PIEZAS DE TRABAJO ALARGADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1962). Ver ilustración. Clasificación: B30B15/30, B21D43/12, B21D39/00, B21D43/00C, B21D43/00.
{kind=link}
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1962). Ver ilustración. Clasificación: B30B15/30, B21D43/12, B21D39/00, B21D43/00C, B21D43/00.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1962). Ver ilustración. Clasificación: B21J9/18, B21J9/06, B21K1/44.
Resumen no disponible.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/07/1962). Ver ilustración. Clasificación: B21K1/76, F01L1/14D, F01L1/14.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1962). Ver ilustración. Clasificación: B21D11/06.
Resumen no disponible.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/03/1962). Ver ilustración. Clasificación: F16C7/00, B21K1/76, F01L1/14D, F01L1/14.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/06/1961). Ver ilustración. Clasificación: F01L1/14D, F01L1/14.
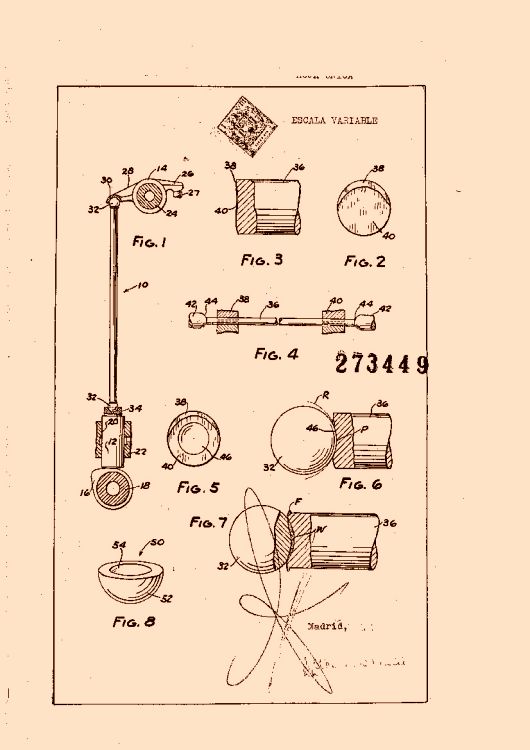
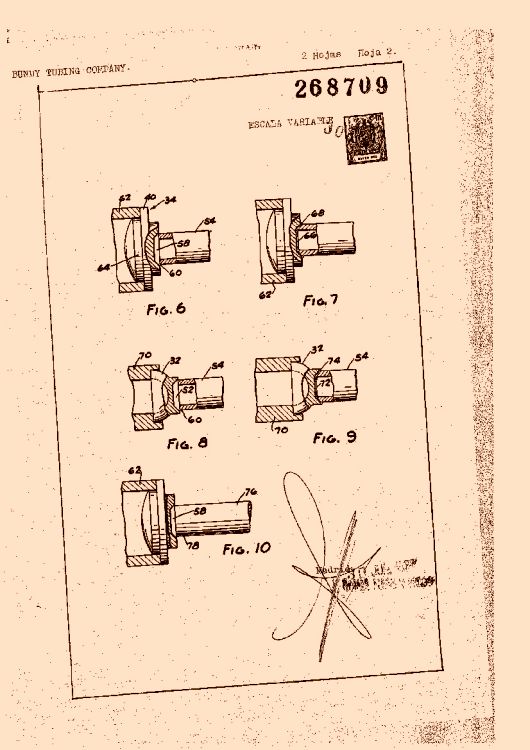
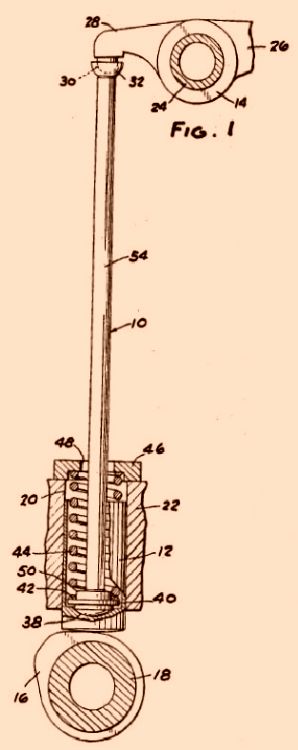
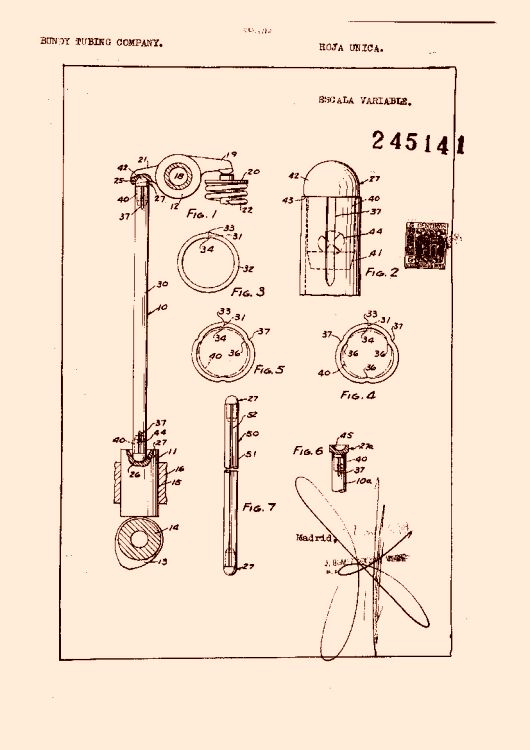
Perfeccionamientos en varillas de empuje, caracterizados por comprender un tubo dotado de un extremo que constituye un asiento que tiene partes que forman un ángulo distinto de 90º con respecto a la extensión longitudinal del tubo; un elemento con una superficie curva con partes dispuestas a un ángulo distinto de 90º con respecto a la extensión longitudinal de dicho tubo y que se ajustan con las partes del asiento; una conexión de metal fundido que une las partes del elemento directamente con las del asiento; dicho elemento tiene una superficie redondeada dispuesta exteriormente al tubo y que forma una superficie de apoyo adaptada para el ajuste con una parte de un mecanismo con el que la varilla de empuje está preparada para usarse; dicho elemento tiene una parte dispuesta al exterior del tubo y que limita un asiento para el acoplamiento funcional con un muelle, en un mecanismo con el que la varilla de empuje está preparada para usarse.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/1959). Ver ilustración. Clasificación: F01L1/14D, F01L1/14.
Resumen no disponible.
(01/07/1959) Procedimiento de fabricación de tubos caracterizado por comprender el hacer desplazar una tira de plancha metálicaen sentido logitudinal y mientras así se mueveconformar sus dos mitades longitudinalessituados en lados opuestos de la parte central de la mismaen dirección transversal y acercar los bordes laterales uno hacia otrode tal modo que corten un plano común cuando la tira se ha conformado en general para adquirir la forma tubularel colocar un borde lateral de la tira sobre el otroel conformar luego partes de la mitad longitudinal de la tira que terminan en el borde lateralen el sentido transversal y con radios de curvatura predeterminados y progresivamente menores yala vezconformar…
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/02/1959). Ver ilustración. Clasificación: F16D3/60.
Procedimiento de fabricación de varillas de empuje, caracterizado por comprender el acondicionar una parte extrema de un elemento tubular, de extremos abiertos, para recibir un suplemento en relación de centrado prácticamente, en un centro predeterminado, por deformación de la pared el elemento tubular, para dotar a la mencionada parte extrema, de salientes prolongados hacia el interior y axilmente dirigidos, pro lo menos en tres puntos circunferencialmente separados, y sujetar el suplemento en el extremo acondicionado del elemento tubular, de tal modo que dicho suplemento se ajusta de modo centrado por los salientes indicados, dejando al mismo tiempo una parte del suplemento prolongada al exterior de la parte extrema, para ajustarse funcionalmente en otro mecanismo.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/11/1958).
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/11/1958). Clasificación: F16.
Perfeccionamientos en varillas impulsoras destinadas a interconectar elementos móviles de máquinas y motores, caracterizados porque aquellas comprenden medios que constituyen en general un elemento tubular rígido y de extremos abiertos medios sujetos a la parte de extremos abiertos del elemento tubular por una conexión de metal fundido; los medios ultimamente citados están preparados para ajustarse funcionalmente a un elemento de la máquina en la que la varilla impulsora he de usarse.
(16/05/1958) Procedimiento de fabricación de tubos, partiendo de tiras metálicas, caracterizado por comprender el desplazar longitudinalmente material de partida en forma de tira, y mientras se mueve en estas condiciones, conformar la tira transversalmente para darle una sección transersal hueca y forma tubular, con partes superpuestas en relación interfacila, y con un borde de la tira dispuesto en el interior del tubo y colocado, con relativa exactitud, en la aprte más baja del tubo; el introducir un suministrode metal de trabazón en el interior del tubo mientras se conforma y mientras el tubo conformado y el suministro de amterial de trabazón de su interior prosiguen el movimiento longitudinal con el borde citado mantenido en la posición inferior, el hacer pasar el tubo al interior y a…
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/05/1958). Ver ilustración. Clasificación: F16L.
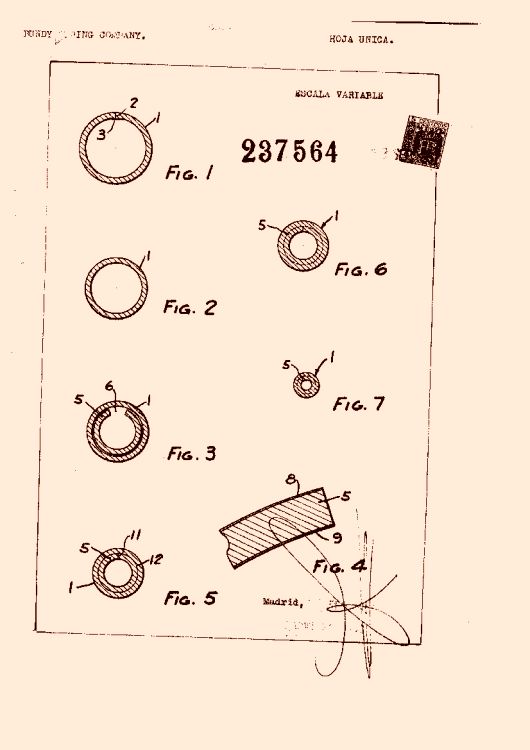
Procedimiento de fabricación de tubos de paredes dobles, caracterizado por comprender el colocar una tira de material, con bordes laterales separados, en el interior de una sección de tubo y el reducir el diámetro de dicho tubo hasta que los bordes laterales mencionados se colocan en relación de contigüidad de las caras.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1956). Ver ilustración. Clasificación: B21C37/09.
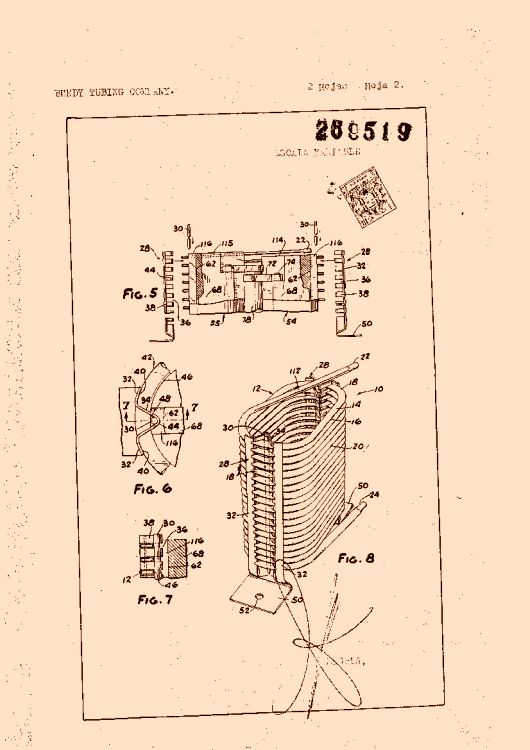
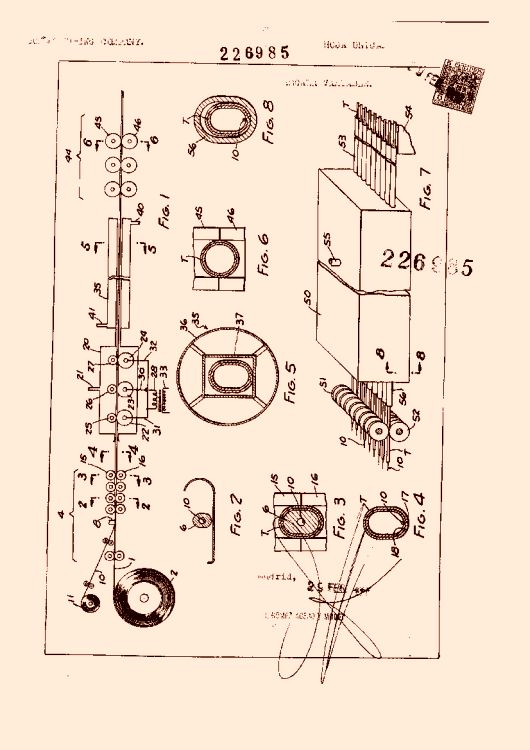
Procedimiento de fabricación de tubos, partiendo de tiras metálicas, caracterizándose por comprender el hacer desplazar la tira longitudinalmente; el darle la forma de tubo de sección transversal alargada, con el eje mayor prácticamente vertical; el colocar los bordes de la tira próximos uno a otro y con las caras de acoplamiento prácticamente en el extremo inferior del eje mayor; el introducir en el tubo, a medida que se forma, una tira de metal de trabazón; el hacer pasar el tubo en formación a través de una zona de caldeo, para fundir el metal de trabazón, mientras se mantienen los bordes citados prácticamente en el extremo inferior del eje mayor, por cuyo medio el metal fundido de trabazón, que gravita sobre la parte inferior de la forma alargada, circula por capilaridad entre las caras de acoplamiento, y el enfriar el tubo para solidificar el metal de trabazón y unir las caras de acoplamiento.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1956). Ver ilustración. Clasificación: B21.
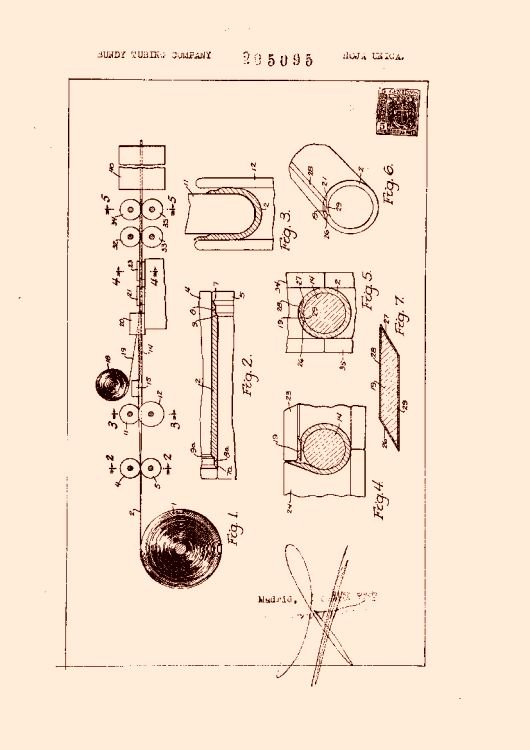
Procedimiento para la fabricación de tubos partiendo de tiras metálicas, caracterizado por comprender el mover éstas longitudinalmente, el adaptarlas transversalmente a la forma tubular y el colocar partes de las tiras en relación de contacto de caras, para que las partes de éstas que cortan la periferia del tubo se coloquen en la parte inferior del mismo; el mantener una masa de metal de cierre en estado de fusión; el hacer pasar el tubo, durante su movimiento longitudinal, por una trayectoria que tiene una curva inferior, a fin de que el lado inferior del mismo penetre en, y pase a través de, el metal de cierre fundido, por cuyo medio este metal circula entre las caras en contacto, a causa de la acción de la capilaridad, y el enfriar luego el metal de cierre entre las caras en contacto, después de atravesar el tubo el metal fundido de cierre, para solidificar éste y unir las caras en contacto.
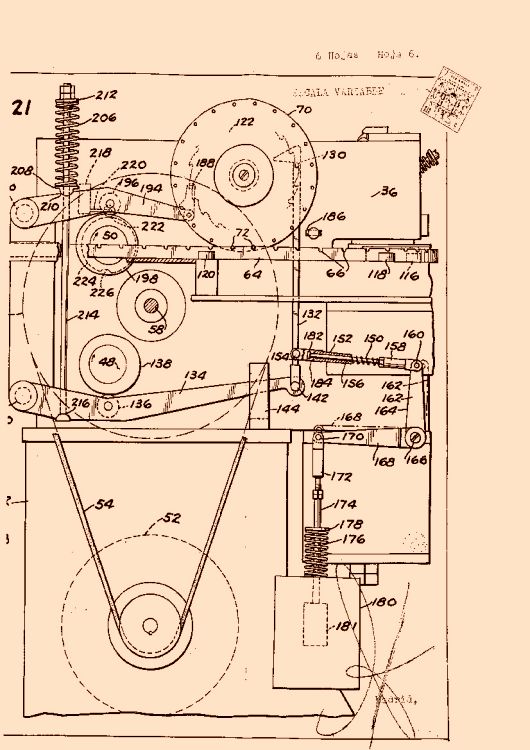
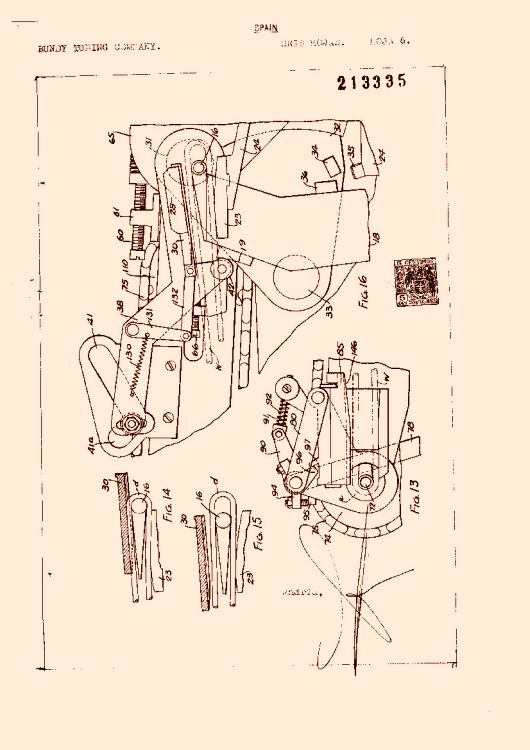
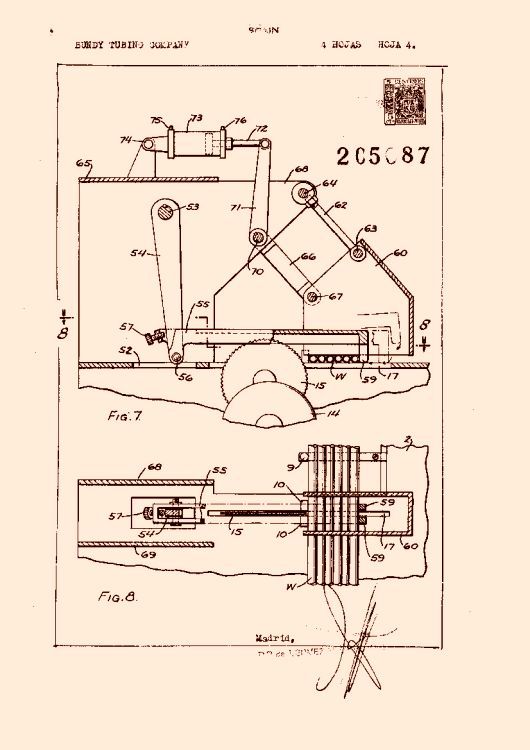
(01/12/1955) Perfeccionamientos en aparatos para curvar tubos, caracterizados, por comprender una instalación a base de líquido que contiene medios destinados a suministrar un fluido a presión; varios motores de líquido, cada uno de los cuales tiene un cuerpo y un elemento móvil; tubos flexibles destinados a unir los motores con la instalación a base de líquido; correderas de mando para cada motor; un dispositivo de curvado que comprende una serie de conjuntos de curvado y destinado a recibir pedazos de tubo, cada conjunto de curvado tiene un elemento fijo de curvado y un elemento móvil de curvado; piezas cooperativas del cuerpo de cada motor y del elemento fijo de curvado de cada…
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1955). Ver ilustración. Clasificación: B21D11/07.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1954). Ver ilustración. Clasificación: B29, B21.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1954). Ver ilustración. Clasificación: B23D59/00, B23D47/04, B23D45/06.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/03/1954). Ver ilustración. Clasificación: C21.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/03/1954). Ver ilustración. Clasificación: F16.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1954). Ver ilustración. Clasificación: B21C37/087, B23K1/16.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}