Expansión por extrusión de tereftalato de polialquileno de bajo peso molecular para la producción de perlas expandidas.
(25/12/2013) Perlas de resina de tereftalato de polialquileno expandidas, comprendiendo las perlas expandidas un núcleo celular encapsulado en una piel compacta, teniendo las perlas expandidas una densidad inferior a 400 kg/m3 según DIN ISO 1183 y teniendo las perlas expandidas una viscosidad intrínseca de como mínimo 0,69 dl/g según ASTM D4603-03 y una viscosidad en estado fundido η 0 de no más de 300 Pa.s según ASTM D4440 a 280ºC.
Material compuesto de aislamiento flexible para altas y bajas temperaturas.
(15/03/2013) Material de aislamiento térmico y/o acústico que comprende al menos una capa interior (A) que incluye unmaterial invariable con la temperatura y/o resistente a la temperatura como capa de desacoplamiento quepresenta una superficie estructurada de modo bidimensional o tridimensional, al menos una capa (B) comocapa de gradiente de temperatura intermedio que incluye un material invariable con la temperatura y/oresistente a la temperatura, y al menos una capa exterior (C) como capa de aislamiento que comprende unamezcla polimérica expandida, presentando la capa (A) un espesor >10 micras, preferentemente de entre0,1 y 6 mm, teniendo la capa (B) una conductividad térmica máxima de 0,1 W/mK, preferentemente inferiora 0,051 W/mK, y un espesor entre 5 y 50 milímetros,…
Agentes extensores de cadena y materiales espumados celulares termoplásticos obtenidos mediante un procedimiento de extrusión reactiva y con ayuda de tales agentes.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(15/08/2012). Inventor/es: Li,Jie, Gräter,Horst. Clasificación: B29C47/12, B29C44/34, C08J3/22, B29C47/30, C08K5/353, C08K5/1539, B29C44/50.
Concentrado útil como agente extensor/ramificador de cadena que comprende un material vehículotermoplástico, un anhídrido, un antioxidante fenólico estéricamente impedido y una oxazolina.
PDF original: ES-2393223_T3.pdf
Material de espuma de poliéster con comportamiento ignífugo.
(09/05/2012) Material celular expandido ignífugo de resinas de poliéster aromáticas, obtenido mediante espumado porextrusión de resinas de poliéster, comprendiendo la espuma de poliéster un fosfinato de zinc fundible o una mezcla defosfinatos de zinc fundibles, de fórmula,
donde R1 y R2, idénticos o diferentes, son hidrógeno, alquilo(C1-C18) lineal o ramificado y/o arilo, preferentementealquilo(C1-C6) lineal o ramificado y/o fenilo, de forma particularmente preferente metilo, etilo, n-propilo, isopropilo, nbutilo,terc-butilo, n-pentilo o fenilo, en particular fosfinatos de zinc fundibles tales como dimetilfosfinato de zinc,metiletilfosfinato de zinc, difenilfosfinato de zinc, dietilfosfinato…
Mezclas maestras altamente concentradas que incluyen compuestos multifuncionales para el proceso de expansión de poliéster.
(10/04/2012) Mezcla maestra de alto concentrado que comprende un 2-20% en peso de una cera termoplástica con una temperatura de reblandecimiento Vicat no superior a 100º C (A50 (50º C/h 10N) de acuerdo con ISO 306) y un compuesto multifuncional seleccionado de entre uno o una mezcla de dianhídridos tetracarboxílicos, poliepóxidos, oxazolinas, oxazinas, acillactamas y antioxidantes fenólicos estéricamente impedidos, pudiendo obtenerse la mezcla maestra mediante un proceso caracterizado porque
a) es un proceso a baja temperatura que conduce a una temperatura de la mezcla maestra inferior al punto de fusión del citado compuesto multifuncional antes…
PERFIL DE PROTECCION PARA UN CUERPO EN FORMA DE PLACA.
(01/05/2009) Perfil de protección para un cuerpo esencialmente en forma de placa , - donde el perfil de protección presenta un listón perfilado de espuma plástica que posee dos brazos respectivamente con una superficie interior de brazo y una superficie frontal libre así como un reborde que une los brazos con una superficie interna del reborde , - donde las superficies interiores de brazo y la superficie interna del reborde limitan un espacio de alojamiento que posee entre las superficies frontales libres de los brazos un orificio de listón que se extiende en dirección longitudinal del listón perfilado , y - donde en el espacio de alojamiento para un contacto con el cuerpo en forma de placa se dispone un inserto que es inmovilizado en el lado de perfil y que tiene una resistencia superior a la del plástico…
TUBO DE ESPUMA POLIMERICA PARA AISLAMIENTOS DE TUBERIA Y METODOS PARA PRODUCIR CONTINUAMENTE TAL TUBO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2007). Ver ilustración. Inventor/es: MELLER, MIKA, WEIBEL,JURG, DAVIS,STEPHEN,C, WHITE,SCOTT,A, PRINCELL,CHARLES. Clasificación: B29C44/56, B05D1/14.
Un tubo de espuma polimérica para aislamiento de tuberías, en donde el tubo tiene una superficie externa y una superficie interna la última se suministra con una capa adicional unida de forma adhesiva caracterizado porque la capa de adicional es una capa de fibras que - consiste de un material que tiene una temperatura de fusión que es mayor que aquella de la espuma polimérica, - se une de forma adhesiva a la superficie interna de tal manera que se levanta de la superficie interna, - se distribuye sustancial y uniformemente sobre la superficie interna suministrando un cubrimiento de superficie de 2 a 20 por ciento, preferiblemente 4 a 10 por ciento, y - tiene una densidad lineal de 0, 5 a 25 dtex y una longitud de 0, 2 a 5 mm.
DISPOSICION DE TUBOS DE AISLAMIENTO Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/04/2005). Ver ilustración. Inventor/es: WEIBEL, JURG P., GALLIKER, VALENTIN, FLUCK, URS. Clasificación: F16L59/00.
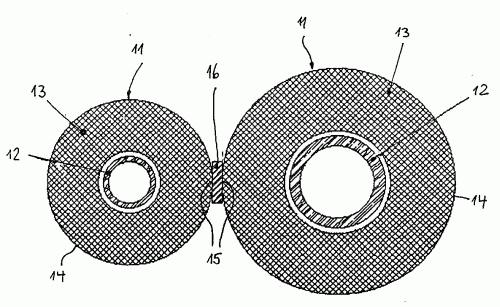
Disposición de tubos de aislamiento compuesta de al menos dos cuerpos de tubo, cada uno de los cuales presenta un tubo interior flexible para la conducción del fluido que está rodeado de una capa de aislamiento de material esponjoso elastomérico o termoplástico, estando dispuesta alrededor de la capa de aislamiento una lámina de protección de un termoplástico, un elastómero o un durómero de alta densidad, caracterizada porque los cuerpos de tubo se unen en piezas periféricas que se contraponen de su lámina de protección mediante una capa de un adhesivo que posibilita una separación de la unión por adhesión sin que se dañe la lámina de protección, y que tras una separación de la unión por adhesión, al poner en contacto nuevamente las piezas periféricas de la unión por adhesión anterior, forma una nueva unión por adhesión.
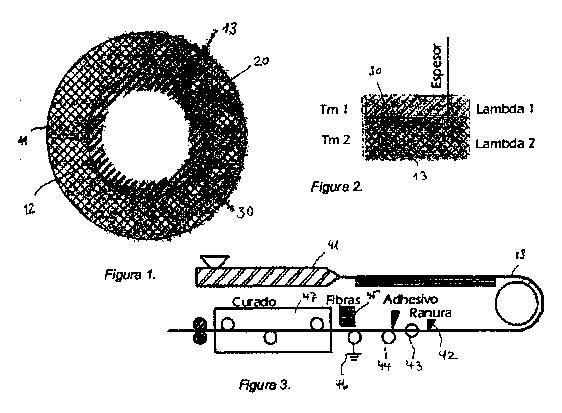
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE UN TUBO FLEXIBLE AISLANTE QUE PRESENTA AL MENOS TRES CAPAS.
(16/10/2004) Procedimiento para la fabricación continua de un tubo flexible aislante que presenta al menos tres capas con una capa protectora externa, una capa de deslizamiento por el lado interno y una capa intermedia de material aislante, en el que: - se extruye un tubo flexible de material esponjoso calorífugo, - se secciona el tubo flexible formando dos superficies de corte paralelas al plano fundamentalmente axiales, - se extiende el tubo flexible aislante seccionado para formar fundamentalmente una placa , - se aplica de manera adherente un material de deslizamiento sobre la cara interna del tubo flexible extendido para formar la placa ,…
PIEZA AISLANTE PARA UN CODO.
(16/06/2004) Pieza aislante para un codo, compuesta de un cilindro de material aislante elástico, en especial material esponjoso, con un canal central que se extiende entre sus caras frontales , adaptado en su sección transversal a la dimensión del tubo, con una hendidura que se extiende desde el canal hasta la pared exterior del cilindro, radialmente, en un plano axial entre las superficies frontales , y con al menos una escotadura cuneiforme que se extiende, verticalmente con relación al plano de la hendidura y por las dos caras de la misma con la formación de dos partes frontales que confluyen en una arista de cuña, y con un sector de unión , dispuesto entre la arista de cuña y la pared exterior del cilindro, con un grosor que garantiza que se mantenga unido el cilindro y una función de bisagra, caracterizada porque una de las partes frontales…
{kind=link}
{kind=link}