Procedimiento de fabricación de una pieza de características mecánicas muy elevadas a partir de una plancha laminada y revestida.
Sección de la CIP Química y metalurgia
(24/02/2016). Ver ilustración. Inventor/es: BELLO, ALAIN, FABBRI,VIVIAN, DUGELAY,GÉRARD. Clasificación: C23C2/26, C23C2/28.
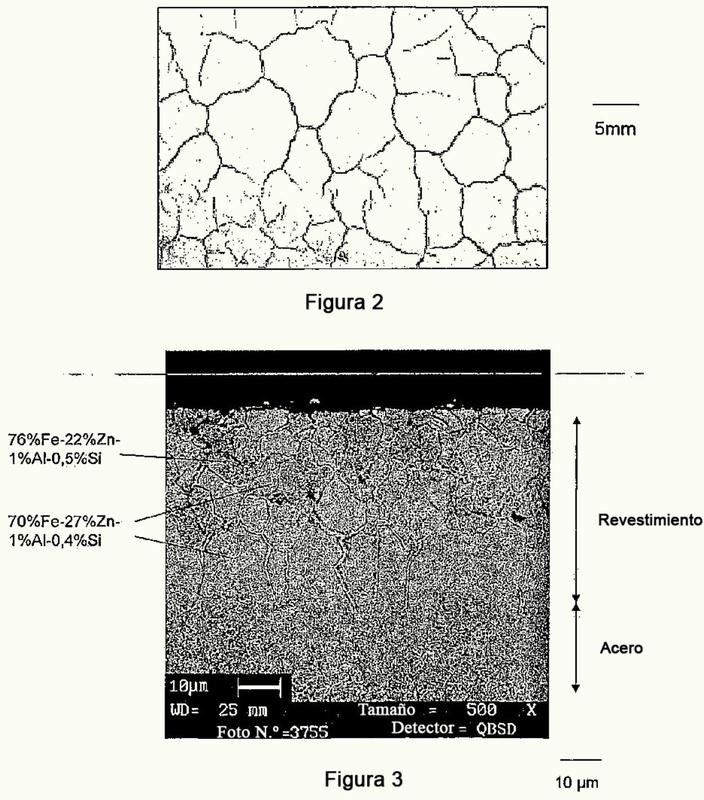
Pieza de acero revestida con un compuesto formado, en más del 90 % de su espesor, por al menos una fase a base de Zn Fe, cuyo contenido en peso de Fe sea igual o superior al 65 % y cuya proporción Fe/Zn sea de entre 1,9 y 4, estando el compuesto formado por al menos un tratamiento térmico de aleación entre el acero y un revestimiento previo que sea una aleación de zinc que incluya, en proporciones expresadas en peso, entre 0,7 y 2,5 % de aluminio y, opcionalmente, uno o más elementos seleccionados entre:
Pb ≤0,003 %
Sb ≤0,003 %
Bi≤0,003 %
0,002 % ≤Si≤0,070 %
La <0,05 %
Ce <0,05 %,
siendo el resto zinc e impurezas inevitables.
PDF original: ES-2561059_T3.pdf
Una composición de acero de ultra alta resistencia, el proceso de fabricación de un producto de acero de ultra alta resistencia y el producto obtenido.
Sección de la CIP Química y metalurgia
(15/02/2016). Inventor/es: VANDEPUTTE, SVEN, MESPLONT,CHRISTOPHE, JACOBS,SIGRID. Clasificación: C23C2/02, C22C38/12, C22C38/04, C22C38/14, C21D8/02, C22C38/18, C22C38/22, C22C38/26, C22C38/00, C22C38/02, C23C2/06, C22C38/28, C22C38/32, C21D9/46.
Un producto de acero que tiene la siguiente composición caracterizado porque dicho producto de acero comprende al menos una fase bainítica y/o una fase martensítica, y donde la distribución de fase es tal que la suma de las fase bainítica y martensítica es mayor que el 35%, y donde la resistencia a la tracción es mayor que 1000 MPa. - C: entre 1000ppm y 2500ppm - Mn: entre 12000ppm y 20000ppm - Si: entre l500ppm y 3000ppm - P: entre 100ppm y 600ppm - S: máximo 50ppm - N: máximo 100ppm - Al: máximo 1000ppm - B entre 10ppm y 35ppm - Tifactor=Ti-3.42N+10: entre 0ppm y 400ppm - Nb: entre 200ppm y 800ppm - Cr entre 2500ppm y 7500ppm - Mo entre 1000ppm y 2500ppm - Ca entre 0 y 50ppm el remanente siendo hierro e impurezas incidentales.
PDF original: ES-2278044_T3.pdf
PDF original: ES-2278044_T5.pdf
Procedimiento de realización de una pieza a partir de una banda de chapa de acero laminada al calor.
(20/11/2015) Procedimiento de realización de una pieza a partir de una banda de chapa de acero laminada al calor, caracterizada porque: - se reviste la chapa laminada con una aleación de aluminio que comprende de 9 a 10% de silicio y de 2 a 3, 5% de hierro, el resto estando constituido de aluminio y de impurezas, en una capa de espesor comprendida entre 5 y 100 µm, o con una aleación de aluminio que comprende de 2 a 4% de hierro, el resto estando constituido de aluminio y de impurezas, en una capa de espesor comprendido entre 15 y 100 µm, el revestimiento de aleación de aluminio siendo efectuado al temple al calor, inmediatamente después del laminado al calor y decapado, - se somete la chapa revestida a una elevación de la temperatura superior a 700ºC antes de la conformación hasta realizar, a partir de este hecho un compuesto aleado…
Procedimiento de fabricación de chapas de acero que presentan una elevada resistencia y una excelente ductilidad, y chapas así producidas.
(03/09/2014) Composición para la fabricación de acero que presenta un comportamiento TRIP, que comprende, estando las concentraciones expresadas en peso:**Fórmula**
y a título opcional entre**Fórmula**
estando uno o varios elementos escogidos de entre el resto de la composición constituido por hierro e impurezas inevitables resultantes de la elaboración.
Procedimiento para fabricar productos estampados y productos estampados preparados a partir del mismo.
(08/01/2014) Procedimiento para fabricar una pieza en bruto de acero revestido estampada en caliente, que comprende:
- prerrevestir una banda o chapa de acero con aluminio o aleación de aluminio, por inmersión en caliente dedicha banda o chapa de acero que tiene un primer lado y un segundo lado, en un baño de aluminio o dealeación de aluminio, siendo el espesor tp de dicho prerrevestimiento de 20 a 33 micrómetros en cadalocalización en dicho primer y segundo lados de dicha banda o chapa, a continuación
- cortar dicha banda o chapa prerrevestida para obtener una pieza en bruto de acero prerrevestido, acontinuación
- calentar dicha pieza en bruto de acero prerrevestido de aluminio o de aleación de aluminio en un hornoprecalentado a una temperatura…
Método de fabricación de una pieza dotada de elevadas características mecánicas, formada por embutición, a partir de chapa de acero laminado, en particular chapa laminada en caliente y dotada de un recubrimiento.
(08/11/2013) Método de fabricación de una pieza con elevadas características mecánicas, formada por embutición, a partir deuna chapa de acero laminado, en particular laminada en caliente y recubierta con un metal o una aleación metálicaque asegura una protección de la superficie y del acero, caracterizado porque:
- el metal o la aleación metálica del recubrimiento es zinc o una aleación a base de zinc de un grosor comprendidoentre 5μm y 30μm,
- se lleva a cabo el corte de la chapa para obtener una pieza de chapa en bruto,
- se somete la pieza de chapa en bruto, dotada de recubrimiento, a una elevación de temperatura comprendida entre700ºC y 1200ºC con el objetivo de formar una pieza en caliente,
- se realiza por este hecho un compuesto aleado intermetálico, en la superficie, asegurando…
Procedimiento para suministrar lubricante en un laminado en frío.
(24/10/2013) Procedimiento para suministrar aceite lubricante en el laminado en frío mediante lubricación por emulsión en ellado de entrada de la caja de laminado, que comprende:
detectar una carga durante el laminado, una velocidad de la chapa en el lado de salida y una velocidad dellaminador,
calcular a la inversa el coeficiente de fricción a partir de un grosor de la chapa en el lado de entrada, el grosor dela chapa en el lado de salida, la carga, la velocidad de la chapa en el lado de salida y la velocidad del laminadorobtenidos a partir de un programa de reducción,
almacenar con antelación la relación entre una constante, la…
Procedimiento para suministrar lubricante en un laminado en frío.
(23/10/2013) Procedimiento para suministrar aceite lubricante en un laminado en frío mediante lubricación por emulsión en el lado de entrada de la caja de laminado, que comprende:
detectar la velocidad de la chapa en el lado de la salida y la velocidad del laminador para calcular la proporción de deslizamiento de avance,
almacenar con antelación la relación entre una constante, la cual es el rendimiento del suministro obtenido bajo condiciones específicas de velocidad de laminado, suministro de la emulsión, concentración de la emulsión, temperatura de la emulsión, longitud de depósito, ancho del material laminado o longitud del cuerpo del laminador, carga de laminado, grado del material laminado y tipo de aceite lubricante, y dicha proporción de deslizamiento…
Generador de vapor industrial para el depósito de un revestimiento de aleación sobre una banda metálica y procedimiento de realización.
(08/03/2013) Instalación de depósito al vacío de un revestimiento de aleación metálica sobre un sustrato , equipada con ungenerador-mezclador de vapor que comprende una cámara de vacío en forma de un recinto, provista de mediospara asegurar allí un estado de depresión con respecto al medio exterior y provista de medios que permiten laentrada y la salida del sustrato , siendo al mismo tiempo esencialmente estanca con respecto al medio exterior,englobando dicho recinto un cabezal de depósito de vapor, denominado eyector , configurado para crear unchorro de vapor de aleación metálica a la velocidad sónica en dirección y perpendicular a la superficie del sustrato , estando dicho eyector en comunicación de manera estanca…
Método de suministro de aceite lubricante en la laminación en frío.
(22/08/2012) Un método de suministro de aceite lubricante para suministrar una emulsión a un lado de entrada de un bastidor de laminación en la laminación en frío de una chapa metálica, en el cual dicha emulsión se obtiene por mezcla de agua caliente con:
-uno o más aceites lubricantes seleccionados de acuerdo con un coeficiente de fricción entre la chapa metálica laminado y los cilindros de trabajo, entre al menos dos tipos de aceites lubricantes de diferentes composiciones almacenados en tanques separados y
- opcionalmente con uno o más aditivos de diferentes tipos almacenados en tanques separados,
- incluyendo opcionalmente dichos aceites lubricantes un aditivo.
Acero para la formación en caliente o al temple bajo herramienta, con ductilidad mejorada.
(02/05/2012) Pieza obtenida por deformación y enfriamiento dentro de una herramienta, de una chapa o de una pieza de acero, pre-revestida a título opcional, cuya composición comprende, expresándose los contenidos en peso:
0,040%< C< 0,100%
0,80%< Mn< 2,00%
Si< 0,30%
S< 0,005%
P
Procedimiento e instalación de pulido bajo vacío por pulverización magnetrón de una banda metálica.
(26/04/2012) Procedimiento de pulido bajo vacío por pulverización magnetrón de una banda metálica que pasa por encima de al menos un contra-electrodo (3, 3', 7) de material conductor por un recinto bajo vacío , en el cual se crea un plasma en un gas cerca de la indicada banda metálica , con el fin de generar radicales y/o iones que actúan sobre esta banda metálica , estando un circuito magnético de confinamiento colocado por encima de la mencionada banda metálica , caracterizado porque el indicado contraelectrodo (3, 3', 7) presenta una superficie móvil, en rotación y/o en translación, con relación a la indicada banda metálica…
PROCEDIMIENTO DE FABRICACIÓN DE CHAPAS DE ACERO CON ELEVADAS CARACTERÍSTICAS DE RESISTENCIA Y DE DUCTILIDAD, Y CHAPAS ASÍ PRODUCIDAS.
(29/02/2012) Chapa o pieza de acero laminada en caliente de resistencia superior a los 800 MPa, de alargamiento a la ruptura superior al 10%, cuya composición comprende, expresándose los contenidos en peso: 0,050% < C < 0,090%, 1% < Mn < 2%, 0,015% < Al < 0,050%, 0,1% < Si < 0,3%, 0,10% < Mo < 0,40%, S < 0,010%, P < 0,025%, 0,003% < N
ACERO LAMINADO EN CALIENTE DE RESISTENCIA MUY ELEVADA Y PROCEDIMIENTO DE FABRICACIÓN DE BANDAS.
(14/02/2012) Acero laminado en caliente de resistencia muy elevada, caracterizado porque su composición química comprende, en peso: 0,05% ≤ C ≤ 0,1% 0,7% ≤ Mn ≤ 1,1% 0,5%
PROCEDIMIENTO DE FABRICACIÓN DE UN PIEZA DE ÁCERO DE MICROESTRUCTURA MULTIFÁSICA.
(17/10/2011) Procedimiento de fabricación de una pieza de acero que presenta una microestructura multifásica, comprendiendo la indicada microestructura ferrita y siendo homogénea en cada una de las zonas de la indicada pieza, que comprende las etapas que consisten en: - corta una pieza de una banda de acero cuya composición está constituida en % en peso: 0,01 < C < 0,50 % 0,50 < Mn < 3,0 % 0,001 < Si < 3,0 % 0,005 < Al < 3,0 % Mo < 1,0 % Cr < 1,5 % P < 0,10 % Ti < 0,20 % V < 1,0 %, a título opcional, uno o varios elementos tales como Ni < 2,0 % Cu < 2,0 % S < 0,05 % Nb < 0,15 % siendo el resto de la composición hierro e impurezas resultantes de la elaboración, - eventualmente pre-deformar en frío la indicada pieza, - calentar la indicada pieza hasta alcanzar…
PROCEDIMIENTO DE REVESTIMIENTO DE UNA BANDA METÁLICA E INSTALACIÓN DE REALIZACIÓN DEL PROCEDIMIENTO.
(13/10/2011) Procedimiento de revestimiento de una banda metálica según el cual se deposita bajo vacío una capa de metal oxidable o de aleación metálica oxidable sobre una banda metálica previamente revestida de zinc o de aleación de zinc, luego se bobina la banda metálica revestida y se procede a un tratamiento estático de difusión de la bobina enrollada, bajo atmósfera no oxidante, con el fin de obtener una banda cuyo revestimiento comprenda, en la parte superior, una capa de aleación formada por difusión del metal oxidable o de la aleación metálica oxidable en su totalidad o parte de la capa de zinc o de aleación de zinc
MÉTODO DE ALIMENTACIÓN DE ACEITE LUBRICANTE DENTRO DEL MARCO DE LA LAMINACIÓN EN FRÍO.
(01/08/2011) Un método de alimentación de aceite lubricante en el proceso de laminación en frío mediante lubricación de emulsión, en el lado de entrada del bastidor de laminación, caracterizado porque comprende: utilizando una eficiencia de la alimentación constante obtenida bajo las condiciones específicas de un régimen de laminación, alimentación de emulsión, concentración de emulsión, temperatura y emulsión, longitud de la deposición, anchura del material laminado o longitud del cilindro de laminación, carga de laminación, grado de calidad del material laminado y tipo de aceite lubricante y el espesor de la película de aceite en el momento de la lubricación pura realizada bajo dichas condiciones específicas de lubricación de laminación para estimar el espesor de película de aceite obtenido mediante lubricación de emulsión bajo…
PROCEDIMIENTO Y DISPOSITIVO DE SOPLADO DE GAS SOBRE UNA BANDA CIRCULANTE.
(25/05/2011) Procedimiento de acción sobre la temperatura de una banda circulante por soplado de gas o de una mezcla de agua/ gas, según el cual se proyecta sobre cada cara de la banda una pluralidad de chorros de gas o de una mezcla de agua/ gas que se extiende en la dirección de la superficie de la banda y dispuestos de tal manera que los impactos de los chorros de gas o de la mezcla agua/ gas sobre cada superficie de la banda están repartidos en los nodos de una red bidimensional, no estando los impactos de los chorros sobre una cara (A) de la banda frente a los impactos de los chorros sobre la otra cara (B) de la banda, caracterizado por el hecho de que los chorros de gas o de la mezcla agua/ gas son emitidos por toberas tubulares alimentadas por al menos un cajón…
ACERO DE BAJA DENSIDAD QUE PRESENTA UN BUEN COMPORTAMIENTO EN LA EMBUTICIÓN.
(05/04/2011) Chapa ferrítica laminada en caliente de acero cuya composición comprende, expresándose los contenidos en peso: 0,001< C
PROCEDIMIENTO DE REALIZACIÓN DE UNA PIEZA CON CARACTERÍSTICAS MECÁNICAS MUY ELEVADAS, CONFORMACIÓN POR EMBUTICIÓN EN FRIO, A PARTIR DE UNA CINTA DE CHAPA DE ACERO LAMINADA Y PARTICULARMENTE LAMINADA EN CALIENTE Y REVESTIDA.
(21/01/2011) Procedimiento de realización de una pieza con características mecánicas muy elevadas, conformación por embutición, a partir de una cinta de chapa de acero laminada particularmente laminada en caliente, y revestida con zinc o una aleación a base de zinc que asegura una protección de la superficie y del acero, procedimiento en el cual: - se corta la chapa para la obtención de una porción de chapa, - se realiza una embutición en frío, a partir de la porción de chapa para obtener la pieza, - se realiza, después de la embutición, por tratamiento térmico, un compuesto aleado intermetálico, en superficie, asegurando una protección contra…
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA DE MATERIAL COMPUESTO.
(11/10/2010) Procedimiento de fabricación de una pieza de material compuesto estratificada, que comprende las etapas que consisten en:
- revestir al menos una cara de una chapa de acero cuyo espesor Ea es inferior a 0,65 mm mediante una o varias películas adherentes de polímero cuyo espesor total Ep es superior o igual a 0,1 mm para formar una chapa de acero de material compuesto estratificada que presenta un espesor E, según lo cual E = Ea + Ep,
- eventualmente, cortar dicha capa para formar una pieza en bruto, y después
- conformar mediante embutición la chapa o la pieza en bruto de chapa de material compuesto estratificada para obtener dicha pieza de material compuesto, realizándose la embutición en una herramienta de embutición que comprende un punzón, una matriz y un pisador, regulando el valor del paso de material Pm…
PROCEDIMIENTO DE FABRICACION DE CHAPAS DE ACERO ENDURECIBLES POR COCCION, CHAPAS DE ACERO Y PIEZAS ASI OBTENIDAS.
(14/09/2010) Procedimiento de fabricación de chapas de acero endurecibles por cocción que comprende:
- la fabricación de un acero cuya composición comprende, expresadas en % en peso:
0,03 =q C =q 0,06
0,50 =q Mn =q 1,10
0,08 =q Si =q 0,20
0,015 =q Al =q 0,070
N =q 0,007
Ni =q 0,040
Cu =q 0,040
P =q 0,035
S =q 0,015
Mo =q 0,010
Ti =q 0,005
entendiéndose que la misma comprende igualmente boro en una cantidad tal como:
PROCEDIMIENTO DE FABRICACION DE CHAPAS DE ACERO CON CARACTERISTICAS MUY ELEVADAS, DE RESISTENCIA, DUCTILIDAD Y TENACIDAD, Y CHAPAS ASI PRODUCIDAS.
(18/05/2010) Chapa de acero laminada en caliente de resistencia superior a los 1200 MPa, con una relación límite de elasticidad/resistencia Re/Rm inferior a 0,75, con un alargamiento a la ruptura superior al 10%, cuya composición contiene, los contenidos que se expresan en peso:
0,10% =q C =q 0,25%
1% =q Mn =q 3%
Al =q 0,015%
Si =q 1,985%
Mo =q 0,30%
Cr =q 1,5%
S =q 0,015%
P =q 0,1%
Co =q 1,5%
B =q 0,005%
entendiéndose que
1% =q Si + Al =q 2%
Cr + (3 x Mo) =q 0,3%
estando el resto de la composición constituido por hierro e impurezas inevitables resultantes de la elaboración, estando la microestructura de dicho acero constituida por al menos un 75%…
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA SOLDADA DE MUY ALTAS CARACTERISTICAS MECANICAS A PARTIR DE UNA CHAPA LAMINADA Y REVESTIDA.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(11/11/2009). Ver ilustración. Inventor/es: VERRIER, PASCAL, CANOURGUES,JEAN-FRANCOIS, PIC,AURELIEN, VIERSTRAETE,RENE, EHLING,WOLFRAM, THOMMES,BERND. Clasificación: B23K9/23, C23C2/26, B23K33/00, C23C28/02B, B23K26/32A, B32B15/01C, B32B15/01, B23K26/32.
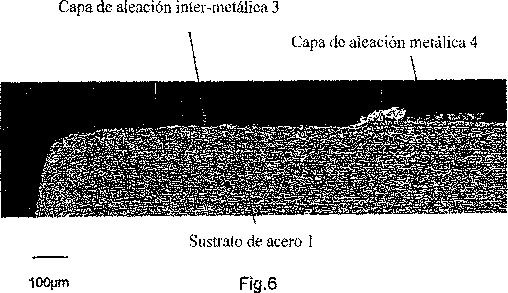
Chapa constituida por un sustrato en acero y por un pre-revestimiento , dicho pre-revestimiento estando constituido por una capa de aleación inter-metálica en contacto con dicho sustrato, coronada con una capa de aleación metálica , caracterizada porque, sobre al menos una cara pre-revestida de dicha chapa, una zona está desprovista de dicha capa de aleación metálica, dicha zona estando situada en la periferia de dicha chapa.
METODO Y DISPOSITIVO PARA LA FABRICACION DE PRODUCTOS DE ACERO RECUBIERTOS DE METAL.
Sección de la CIP Química y metalurgia
(12/08/2009). Inventor/es: CLAESSENS, SERGE, DE MEYER,MARIJKE, HORZENBERGER,FRANZ. Clasificación: C23C14/02, C23C14/16, C23C14/58, C23C10/02.
Un método para la fabricación de productos de acero recubiertos de metal, comprendiendo los pasos de: #- proveer un producto de acero con un recubrimiento metálico, #- añadir un elemento metálico adicional a dicho recubrimiento, seguido de un paso de #- someter dicho producto a un tratamiento térmico, caracterizado porque: #- antes del añadido de dicho elemento adicional, dicho producto es sometido a un tratamiento con plasma, para limpiar y activar la superficie de dicho recubrimiento, #- dicho elemento adicional es añadido mediante una técnica de deposición física de vapor, #- dicho tratamiento térmico es aplicado por radiación infrarroja de alta energía dirigida hacia la superficie externa de dicho recubrimiento, donde la densidad de energía de dicha radiación infrarroja es de al menos 400 Kw/m 2.
PROCEDIMIENTO DE FABRICACION DE PLANCHAS DE ACERO AUSTENITICO HIERRO-CARBONO-MANGANESO Y PLANCHAS ASI PRODUCIDAS.
Sección de la CIP Química y metalurgia
(15/06/2009). Ver ilustración. Inventor/es: DEZ,ANNE, SCOTT,COLIN, CUGY,PHILIPPE, ROSCINI,MAURITA, CORNETTE,DOMINIQUE. Clasificación: C22C38/04.
Plancha de acero austenítico hierro-carbono-manganeso, cuya composición química comprende, las proporcio-nes siendo expresadas en peso: 0,45% <= C <= 0,75% 15% <= Mn <= 26% Si <= 3% Al <= 0,050% S <= 0,030% P <= 0,080% N <= 0,1%, al menos un elemento metálico escogido entre el vanadio, el titanio, el niobio, el cromo, el molibdeno 0,050% <= V <= 0,50%, 0,040% <= Ti <= 0,50% 0,070% <= Nb <= 0,50% 0,070% <= Cr <= 2% 0,14% <= Mo <= 2% y a título opcional uno o varios elementos escogidos entre 0,0005% <= B <= 0,003% Ni <= 1% Cu <= 5%, el resto de la composición estando constituida de hierro y de impurezas inevitables que resultan de la elaboración, la cantidad de dicho al menos un elemento metálico en forma de carburos, nitruros o de carbonitruros precipitados siendo: 0,030% <= Vp <= 0,150%, 0,030% <= Tip <= 0,130% 0,040% <= Nbp <= 0,220% 0,070% <= Crp <= 0,6% 0,14% <= Mop <= 0,44%.
APLANADORA CON DISTANCIA ENTRE EJES VARIABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2008). Ver ilustración. Inventor/es: BOURGON, JACQUES, YVES, KIRCHER,DOMINIQUE. Clasificación: B21D1/02.
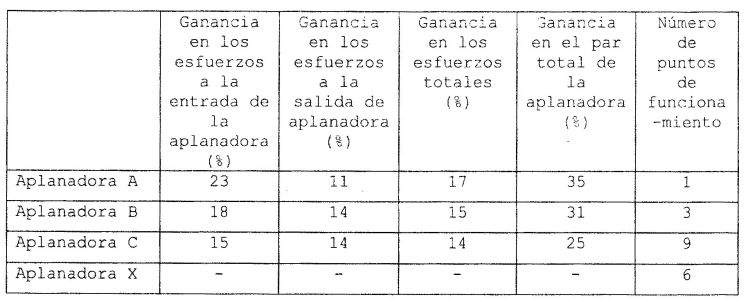
Aplanadora sin tracción destinada a aplanar bandas metálicas , con una entrada y una salida, que comprende n+1 rodillos motorizados (4, 4¿), del tipo que comprende dos cajas superpuestas que soportan cada una al menos n/2 rodillos (4, 4¿) con radio R constante, desplazados los unos en relación con los otros y dispuestos de manera alterna por encima y por debajo del recorrido de la banda , el eje de cada uno de los rodillos (4, 4¿) de un caja estando separado del eje del rodillo (4, 4¿) inmediatamente a continuación de la otra caja por un distancia entre ejes Ek, caracterizada porque: para k: 2 a 4, (R/Ek) = (R/E1), para k: n-3 a n, (R/Ek) = (R/En), (R/En) < (R/E1), y para k: 5 a (n-1), (R/En) <_ (R/Ek) <_ (R/E1), y (R/Ek) >_ (R/E(k+1)), dicha aplanadora comprendiendo eventualmente medios de regulaciones de la distancia entre ejes Ek.
PARED DE PURIFICACION DE AIRE.
(01/11/2008) Aparato de purificación fotocatalítica en continuo del aire de una habitación, que se presenta preferiblemente en forma de una pared mural, que comprende: - una estructura externa metálica, preferiblemente de acero; - una abertura para la entrada del aire que va a tratarse situada en la parte inferior de la cara delantera de la pared; - un armazón metálico interno sobre el cual se fija una pluralidad de lámparas UVA; - un filtro que comprende un soporte recubierto por una película que comprende dióxido de titanio (TiO2) fotocatalítico; - una abertura para la salida del aire purificado situada en la parte superior de la cara delantera de la pared, garantizándose…
PROCEDIMIENTO DE RECUBRIMIENTO POR TEMPLE EN CALIENTE EN UN BAO DE ZINC DE BANDAS DE ACERO HIERRO-CARBONO-MANGANESO.
(01/11/2008) Procedimiento de recubrimiento por temple en caliente en un baño líquido a base de zinc que comprende aluminio, dicho baño teniendo una temperatura T2, de una banda de acero austenítico hierro-carbono-manganeso que comprende: 0,30% <_ C <_ 1,05%, 16% <_ Mn <_ 26%, Si <_ 1%, y Al <_ 0,050%, los contenidos se expresan en peso, dicho procedimiento comprendiendo las etapas que consisten en: - someter dicha banda a un tratamiento térmico en un horno en el interior del cual reina una atmósfera reductora con respecto al hierro, dicho tratamiento térmico comprendiendo una fase de calentamiento a una velocidad de calentamiento V1, una fase de mantenimiento a una temperatura T1 y durante un tiempo de mantenimiento M, seguida de una fase de enfriamiento a una velocidad de enfriamiento V2, para obtener una banda…
METODO DE LAMINACION LUBRICADA EN CALIENTE.
(01/04/2008) Un método de laminación lubricada en caliente que usa un aceite de lubricación que contiene una clase o dos o más clases de entre el fenato metálico alcalino-térreo altamente básico, el carboxilato metálico alcalino-térreo altamente básico, el salicilato alcalino-térreo altamente básico o el sulfonato metálico alcalino-térreo altamente básico que tiene una alcalinidad de 40 mgKOH/g o más alta, caracterizado porque dicho aceite de lubricación tiene una viscosidad a 40ºC de 800 mm2/s o menos, comprendiendo dicho método de laminación lubricada en caliente el paso de suministrar, cuando un material que se ha de laminar se suministra entre dos rodillos, dicho aceite de lubricación a dichos rodillos, usando un gas no combustible cuyo caudal para una boquilla…
{kind=link}
{kind=link}
{kind=link}
{kind=link}