91 patentes, modelos y diseños de AMERICAN CAN COMPANY (pag. 2)
PROCEDIMIENTO DE PRODUCCION DE RECIPIENTES PARA PRODUCTOS DEGENERATIVOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1985). Clasificación: B32B15/08.
PROCEDIMIENTO PARA PRODUCIR RECIPIENTES PARA PRODUCTOS DEGENERATIVOS.COMPRENDE LAS ETAPAS DE: A) DEPOSITAR SOBRE UNA SUPERFICIE DE UN SUSTRATO DE HOJAS DE ALUMINIO, UNA CAPA MONOMOLECULAR DE UNA SOLUCION ACUOSA ALCOHOLICA DE COMPLEJO DE ACIDO POLIACRILICO-CROMO, COMO CAPA DE IMPRIMACION; B) CALENTAR EL SUSTRATO REVESTIDO PARA SECAR LA IMPRIMACION; C) REVESTIR POR EXTRUSION, A UNA TEMPERATURA DE FUSION ENTRE 287 Y 315JC, UNA PELICULA DE UN COPOLIMERO DE ETILENO SOBRE UNA DE LAS SUPERFICIES IMPRIMIDAS DE LA HOJA; D) ENFRIAR EL LAMINADO PARA PROPORCIONAR LA BANDA LAMINADA; Y E) CONFORMAR LA BANDA LAMINADA RESULTANTE A UN RECIPIENTE QUEDANDO DISPUESTA LA PELICULA DE COPOLIMERO EN EL INTERIOR DEL MISMO. EL COPOLIMERO SE ELIGE ENTRE: POLI(ETILENO/ACIDO ACRILICO), POLI(ETILENO/ACIDO METACRILICO), Y POLI(ETILENO/ACRILATO DE METILO), Y CONTIENE GRUPOS ACIDOS O ESTER CARBOXILICOS PENDIENTES.
PERFECCIONAMIENTOS EN UN APARATO PARA LA PRODUCCION DE PARISONES DE CAPAS MULTIPLES DE MATERIALES POLIMERICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1984). Clasificación: B29B17/00.
APARATO PARA LA PRODUCCION DE PARISONES DE CAPAS MULTIPLES, QUE CONTIENE, AL MENOS, DOS CAPAS RELATIVAMENTE FINAS Y UNA CAPA RELATIVAMENTE GRUESA.CONSTA DE UN CANAL TUBULAR PARA FORMAR UNA CAPA RELATIVAMENTE GRUESA DE UN PRIMER MATERIAL POLIMERICO; DE MEDIOS PARA FORMAR UN LAMINADO DE, AL MENOS, DOS CAPAS FINAS ALREDEDOR DE LA SUPERFICIE DE LA CAPA GRUESA DE MATERIAL POLIMERICO, INCLUYENDO DICHOS MEDIOS UN BLOQUE DE BOQUILLA SEGMENTADO QUE COMPRENDE UN PRIMER CONDUCTO DE MENOR DIAMETRO QUE EL DEL CANAL TUBULAR Y UN SEGUNDO CONDUCTO QUE CONDUCE EL MATERIAL POLIMERICO PROCEDENTE DE UN DEPOSITO DE ACUMULACION.DE APLICACION EN LA FORMACION DE RECIPIENTES TALES COMO BOTELLAS Y SIMILARES.
PROCEDIMIENTO Y APARATO PARA ESTAMPAR MARCAS EN MATERIALES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1984). Clasificación: B21D51/38.
PROCEDIMIENTO Y APARATO PARA ESTAMPAR MARCAS EN MATERIALES, EN PARTICULAR PARA ESTAMPAR MARCAS EN CHAPAS METALICAS.EL PROCEDIMIENTO COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE ALIMENTAN IMPULSOS DE UNA FORMA SELECTIVA DE ENERGIA CINETICA DETERMINADA A UNA PLURALIDAD DE SOLENOIDES DISPUESTOS EN FILA; SEGUNDA, SE DIRIGE LA ARMADURA DE CADA SOLENOIDE PARA QUE PROYECTE UN TROQUEL SEPARADO HACIA UNA PLACA DE TROQUEL O MATRIZ; Y POR ULTIMO, SE ALIMENTA LA TIRA A ESTAMPAR ENTRE LA PLACA DE TROQUEL O MATRIZ Y LOS TROQUELES PARA ABSORBER TODA LA ENERGIA CINETICADE LOS TROQUELES EN LA DEFORMACION DE LA TIRA.
PERFECCIONAMIENTOS EN UNA ESTRUCTURA LAMINAR DE CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1984). Clasificación: B32B7/00.
PERFECCIONAMIENTOS EN UNA ESTRUCTURA LAMINAR DE CAPAS MULTIPLES.CONSISTE EN QUE CADA ESTRUCTURA SE CONSTITUYE, EN ESTE ORDEN POR: A) UNA CAPA SELLABLE TERMICAMENTE DE POLIETILENO LINEAL DE BAJA DENSIDAD/ B) UNA PRIMERA CAPA ADHESIVA FORMANDO CON LA PRIMERA CAPA UN ESPESOR DE 0,05 A 0,127 MM; C) UNA CAPA DE BARRERA QUE ES HOJA METALICA DE 0,017 A 0,088 MM DE ESPESOR; UNA SEGUNDA CAPA ADHESIVA ES UN COPOLIMERO DE ETILENO/ACRILATO DE METILO; D) UNA CAPA DE POLIPROPILENO ORIENTADO DE ESPESOR DE 0,016 A 0,05 MM; Y E) UNA CAPA DE POLIETILENO DE 0,017A 0,076 MM DE ESPESOR. LA SEGUNDA CAPA ADHESIVA Y LA CAPA DE POLIETILENO TIENEN CAPACIDAD PARA UNIR LA CAPA DE POLIPROPILENO ORIENTADO A LA ESTRUCTURA CON BUENA ADHESION DE 54 GR POR 25,4 MM, Y EN QUE SE DISPONEN OTRAS CAPAS SOBRE LA DE POLIETILENO, QUE COMPRENDEN UNA CAPA DE PAPEL, UNA SEGUNDA CAPA DE POLIETILENO Y UNA CAPA EXTERIOR POR ESTE ORDEN.
PROCEDIMIENTO DE OBTENCION DE UNA BANDA LAMINADA ADECUADA PARA LA PRODUCCION DE RECIPIENTES PARA PRODUCTOS DEGENERATIVOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1984). Clasificación: B32B15/08.
PROCEDIMIENTO PARA LA OBTENCION DE UNA BANDA LAMINADA ADECUADA PARA LA PRODUCCION DE RECIPIENTES DESTINADOS A CONTENER PRODUCTOS DEGENERATIVOS.COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, SE DEPOSITAN SOBRE UNA SUPERFICIE DE UN SUSTRATO DE HOJA DE ALUMINIO, UNA CAPA MONOMOLECULAR DE UNA IMPRIMACION DE COMPLEJO DE ACIDO POLIACRILICO-CROMO; SEGUNDA, SE CALIENTE EL SUSTRATO REVESTIDO PARA SECAR SUSTANCIALMENTE LA IMPRIMACION; TERCERA, SE REVISTE MEDIANTE EXTRUSION CON UNA PELICULA DE UN COPOLIMERO DE ETILENO, AL MENOS UNA DE LAS SUPERFICIES IMPRIMIDAS DE LA HOJA; Y POR ULTIMO,SE ENFRIA EL LAMINADO PARA OBTENER LA BANDA LAMINADA.
PROCEDIMIENTO DE FABRICACION DE RECIPIENTES PARA EL ENVASADO DE COMESTIBLES Y PRODUCTOS SIMILARES.
Sección de la CIP Necesidades corrientes de la vida
(01/04/1983). Clasificación: A23L3/34.
PROCEDIMIENTO DE FABRICACION DE RECIPIENTES PARA EL ENVASADO DE COMESTIBLES Y PRODUCTOS SIMILARES. EL RECIPIENTE ESTA CONSTITUIDO POR UN LAMINADO QUE CONTIENE: A) UNA CAPA POLIMERICA DE BARRERA DE OXIGENO QUE TIENE SUPERFICIES PRINCIPALES OPUESTAS; B) UN MATERIAL BARREDOR DE OXIGENO SECO DISPUESTO CERCA DE AL MENOS UNA DE DICHAS SUPERFICIES, SIENDO CAPAZ EL MATERIAL DE CONSEGUIR UN ESTADO PASIVO EN EL CUAL NO REACCIONARA DIRECTAMENTE CON OXIGENO Y UN ESTADO ACTIVO CUANDO SE MOJE CON AGUA Y EN EL CUAL REACCIONARA DIRECTAMENTE CON OXIGENO; C) UNA CAPA POLIMERICA EN RELACION PROTECTORA RESPECTO AL MATERIAL, LA CUAL PUEDE SER PENETRADA POR AGUA, PARA PERMITIR SELECTIVAMENTE QUE EL AGUA ENTRE EN CONTACTO CON DICHO MATERIAL PARA CONVERTIRLO DEL ESTADO PASIVO AL ACTIVO; Y D) UNA CAPA ADHESIVA POLIMERICA.
PROCEDIMIENTO PARA LA PRODUCCION DE UNA ESTRUCTURA POLIMERICA DE CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1982). Clasificación: B32B27/18.
PROCEDIMIENTO PARA LA PRODUCCION DE UNA ESTRUCTURA POLIMERICA DE CAPAS MULTIPLES. SE PREPARA UN AGENTE DE SECADO QUE TIENE UNA ELEVADA CAPACIDAD DE SECADO PARA UNA ACTIVIDAD DE AGUA INFERIOR A 0,85 Y QUE TIENE UNA MAYOR CAPACIDAD DE SECADO PARA UNA ACTIVIDAD DE AGUA DE 0,1. EL TAMAÑO DE PARTICULAS DE DICHO AGENTE DE SECADO SE REDUCE A UN VALOR INFERIOR A 10 MICROMETROS. SE DISPERSA EL AGENTE DE SECADO EN UN MATERIAL POLIMERICO, INCORPORANDOSE DICHO MATERIAL POLIMERICO EN LA ESTRUCTURA DE CAPAS MULTIPLES, PROTEGIENDO ASI LA CAPA DEL POLIMERO DE BARRERA SENSIBLE A LA HUMEDAD. SE UTILIZAN COMO ENVASES RIGIDOS Y FLEXIBLES PARA ALIMENTOS, ASI COMO SACOS, BOLSAS Y ENVOLTURAS.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL LAMINADO DE CAPAS MULTIPLES PARA ENVASADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1982). Clasificación: B32B15/08.
PROCEDIMIENTO PARA FABRICAR UN MATERIAL LAMINADO DE CAPAS MULTIPLES PARA ENVASADO, CONSTITUIDO POR UNA PLURALIDAD DE MATERIALES EN FORMA DE LAMINA. COMPRENDE LAS SIGUIENTES FASES: PRIMERA, COEXTRUIR UNA PELICULA DE CAPAS MULTIPLES , UNA DE CUYAS CAPAS EXTERIORES ES DE POLIPROPILENO MODIFICADO CON ANHIDRIDO DE ACIDO DE ANILLOS FUSIONADOS, SIENDO LA CAPA ADYACENTE DE POLIPROPILENO; SEGUNDA, ESTIRAR LA PELICULA COEXTRUIDA SIN IMPRIMICION, A TRAVES DE UNA LINEA DE PRESION DE RODILLOS ; Y POR ULTIMO, APLICAR CANTIDADES EFICACES DE CALOR Y PRESION PARA ADHERIR DICHA HOJA DE ALUMINIO A LA PELICULA COEXTRUIDA , REALIZANDO LA UNION A TRAVES DE LA CAPA DE POLIPROPILENO MODIFICADO.
PERFECCIONAMIENTOS EN APARATOS PARA HACER UN RECIPIENTE RIGIDO DE CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1982). Clasificación: B29C24/00.
APARATO PARA FABRICAR RECIPIENTES DE PLASTICO DE CAPAS MULTIPLES. LA CONFIGURACION DE LOS RECIPIENTES SE OBTIENE POR MOLDEO DE INYECCION O POR UNA TECNICA DE MOLDEO POR INSUFLACION DE INYECCION QUE PRODUCE UN RECIPIENTE, CUYAS PAREDES SON CAPAS MULTIPLES DE POLIMERO DIFERENTES. EN PARTICULAR LAS PAREDES DEL RECIPIENTE, COMPRENDEN CAPAS INTERIOR Y EXTERIOR A POLIMEROS ESTRUCTURALES COMO POLIOLEFINAS A CADA LADO DE UNA CAPA DE ALMA DE UN POLIMERO QUE TIENE PROPIEDADES DE BARRERAS AL OXIGENO.
PROCEDIMIENTO PARA FABRICAR UN RECIPIENTE RIGIDO DE CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1982). Clasificación: B29C24/00.
PROCEDIMIENTO PARA FABRICAR UN RECIPIENTE RIGIDO DE CAPAS MULTIPLES. LOS FUNDIDOS DE POLIMEROS PARA LAS CAPAS SUPERFICIALES INTERIOR Y EXTERIOR Y LA CAPA DE ALMA DE LAS PAREDES DEL RECIPIENTE SE INYECTAN VIRTUALMENTE DE UNA FORMA SIMULTANEA EN UNA CAVIDAD DE MOLDE DEL PARISON A TRAVES DE UNA TOBERA DE INYECCION QUE TIENE CONDUCTOS SEPARADOS PARA CADA FUNDIDO DE POLIMERO DISPUESTOS PARA CONDUCIR HASTA ORIFICIOS DE TOBERAS ANULARES COAXIALES QUE RODEAN EL ORIFICIO CENTRAL. TAMBIEN SE PUEDEN INYECTAR CAPAS ADICIONALES O CAPAS INTERPUESTAS ENTRE LAS CAPAS SUPERFICIALES Y DEL ALMA SIMULTANEAMENTE PARA PRODUCIR UNA PARED DE RECIPIENTE QUE TIENE CUATRO O MAS CAPAS.
CAJA DE CARTON FORMADA INTEGRAMENTE DE UNA PIEZA TROQUELADA DE CARTULINA.
(16/06/1981) 1.Caja de cartón formada íntegradamente una pieza troquelada de cartulina, caracterizada porque comprende una parte de receptáculo que tiene una abertura superior rectangular y que comprende una cara delantera, una cara inferior y un par de caras extremas unidas articuladamente a la misma y extendiéndose hacia atrás la misma, y una cara trasera que se extiende hacia arriba de la cara inferior y se une a misma articuladamente, teniendo cada una de caras extremas en un punto adyacente a su articulación, una lengüeta de fijación que se entiende desde su borde superior, conectada articuladamente a la misma, y plegada de una forma inversa para quedar contra la misma, teniendo la lengüeta una línea de debilitación extendida transversalmente, situada hacia fuera de su conexión…
PROCEDIMIENTO PARA PREPARAR MATERIAL METALICO DELGADO PARA EMBUTICION PROFUNDA EN EL INTERIOR DE RECIPIENTES PARA COMIDA Y POSRECUBRIMIENTO DEL ARTICULO EMBUTIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1980). Clasificación: B21D22/20.
PROCEDIMIENTO DE EMBUTICION PROFUNDA, MEDIANTE APLICACION DE UNA MEZCLA ENGRASANTE. BASADO EN LA APLICACION SOBRE LA CHAPA METALICA DE UNA MEZCLA ENGRASANTE FORMADA A BASE DE UN LUBRICANTE Y RESINA DE SILICONA, TIPO SECANTE, OBTENIENDO UN POLIMERO ADHESIVO; LA MEZCLA SUELE SER DE 4 A 1 EN VOLUMEN DISUELTO APROXIMADO EN 25 VOLUMENES DE DISOLVENTE, A UN REGIMEN DE 20 MILIGRAMOS POR CADA 0,0929 A LAS SUPERFICIES DE LA CHAPA A EMBUTIR, UNA VEZ ESPARCIDA LA PELICULA POR LA SUPERFICIE DE LA CHAPA SE DEJA SECAR Y PROCEDE A EFECTUAR LAS DIFERENTES ETAPAS DE LA EMBUTICION. USADO EN LA FABRICACION DE RECIPIENTES CONTENEDORES DE CONSERVAS.
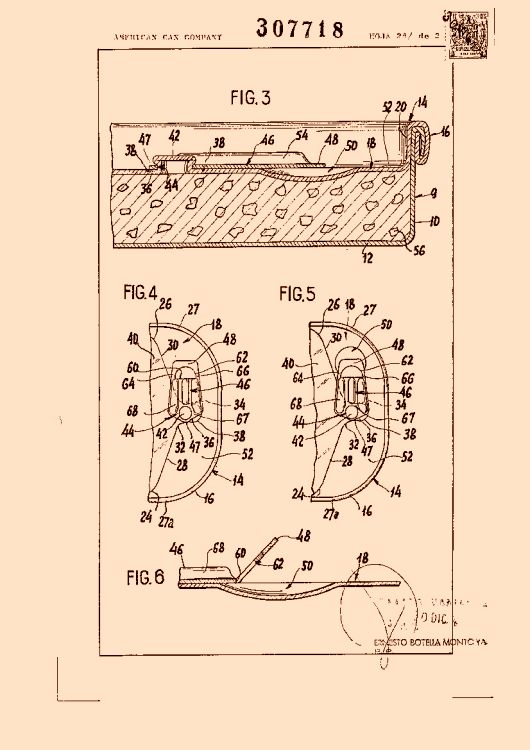
METODO PERFECCIONADO PARA CONFORMAR LENGUETAS ARRANCABLES EN CONTENEDORES DE PRODUCTOS A PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1979). Clasificación: B21D51/44.
Un saliente , formado en y cortado de un panel central de una superficie de cierre, se reforma en una lengüeta de abertura al reducir la altura del saliente y el ángulo de su pared lateral para que extienda su reborde horizontalmente hacia afuera debajo del borde de la abertura de la cual se ha cortado el saliente, y el reborde se forja para extenderlo más debajo del borde. Alternativamente, puede formarse una pestaña que se extienda hacia el exterior en la pared lateral del saliente, y ser aplastada para cooperar en la reducción de la altura del saliente al extender el reborde del saliente hacia afuera debajo del borde. Durante la reforma y forjado. La lengüeta saliente/abertura se mantiene en una posición fija sustancialmente horizontal en relación con el borde para proporcionar un sub solapado reborde-a-borde uniforme.
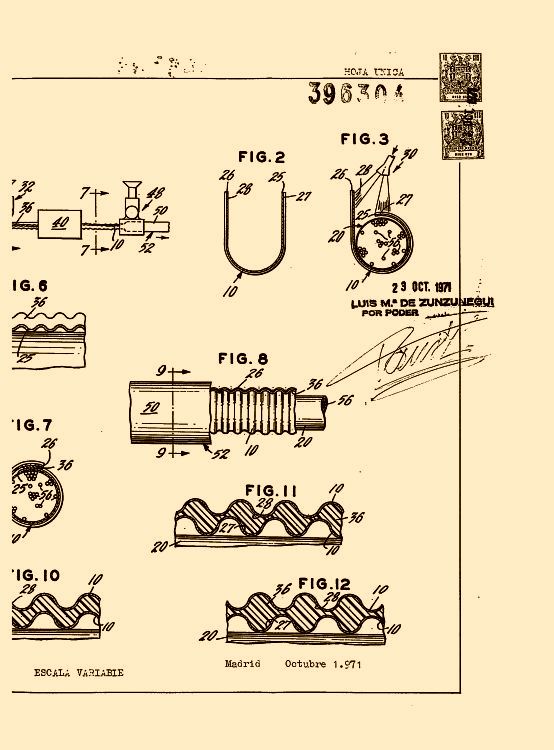
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1979). Clasificación: B29C27/04.
Procedimiento y aparato para la fabricación de tubos, mediante el cual se hace continuamente una envoltura en forma tubular y después se sueldan térmicamente los márgenes laterales yuxtapuestos de una banda continua alargada de hoja metálica no ferrosa cubierta al menos en una superficie lateral con un material albandable térmicamente capaz de aglutinarse así mismo cuando se reblandece, procedimiento caracterizado porque comprende dos fases de alimentar la forma tubular que tiene márgenes laterales yuxtapuestos rodeando a un mandril circular de material no ferroso; situar dentro de la forma tubular una barra de material imanable alineada sobre el eje geométrico de la soldadura térmica, y, mientras se alimenta de éste modo la forma tubular, rodear la forma tubular con una bobina de inducción excitada por una corriente de alta frecuencia que hace que el material ablandable térmicamente se funda para formar la soldadura térmica.
PROCEDIMIENTO DE FABRICACION DE UNA COSTURADORA LATERAL LONGITUDINAL PARA MATERIAL EN FORMA DE BOBINA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1978). Clasificación: B65B51/26.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE TUBO LAMINADO APLASTABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1978). Clasificación: B65D35/20.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE UN ENVASE DE DISTRIBUCION APLASTABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1978). Clasificación: B32B.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE UN ENVASE APLASTABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1978). Clasificación: B65D.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE UNA CINTA CONTINUA LAMINADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1978). Clasificación: B32B31/06.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE UN RECIPIENTE NORMALMENTE CERRADO RESISTENTE A LAS MANIPULACIONES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1977). Clasificación: B65D35/10.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACION DE RECIPIENTES CONTENEDORES DE FLUIDOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1976). Clasificación: B65D37/00.
Resumen no disponible.
PROCEDIMIENTO PARA EL SOLDEO LASERICO DE TUBOS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1975). Clasificación: B29C65/00.
Procedimiento para el soldeo lasérico de tubo de plástico, caracterizado porque comprende: la colocación del elemento extremo dentro del cuerpo de tubo; la irradiación de la zona a soldar, con un rayo láser durante un espacio de tiempo determinado y lo suficiente para conseguirla soldadura deseada mientras que, simultáneamente, se imparte un movimiento giratorio relativo entre el rayo láser y la zona que hay que soldar.
METODO DE OBTENCION DE CABLE ELECTRICO ARMADO.
Sección de la CIP Electricidad
(01/05/1974). Ver ilustración. Clasificación: H01B13/26, H01B7/20, H01B7/282.
Resumen no disponible.
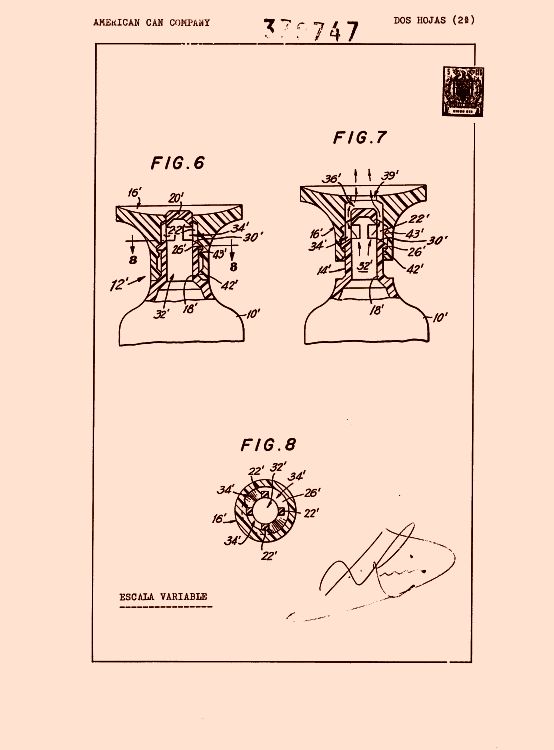
NUEVO SISTEMA DE CIERRE A PRESION PARA RECIPIENTES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1972). Ver ilustración. Clasificación: B65D47/24, B65D35/48.
Resumen no disponible.
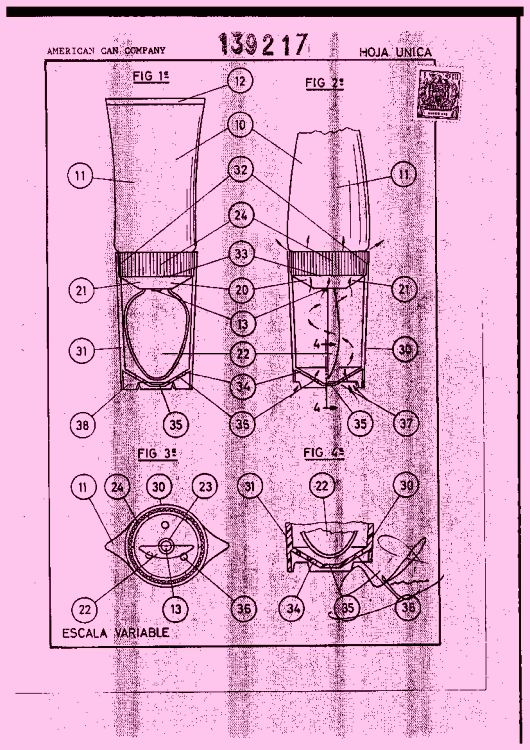
RECIPIENTE DISTRIBUIDOR PERFECCIONADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1969). Ver ilustración. Clasificación: B67D.
Recipiente de presión con distribuidor, caracterizado por comprender, un cuerpo de recipiente, un cierre en el cuerpo principal que tiene un elemento distribuidor unido al mismo, y una, sobretapa montada a presión sobre dicho cierre y que oculta el mencionado distribuidor, de forma que esta se ajusta la pieza soporte del distribuidor, por la coincidencia de dos superficies estriadas, una en cada pieza, hembra y macho respectivamente permitiéndose el paso de aire entre ambas con fines de ventilación, provista la pieza hembra de un anillo con tope de entrada que limita esta.
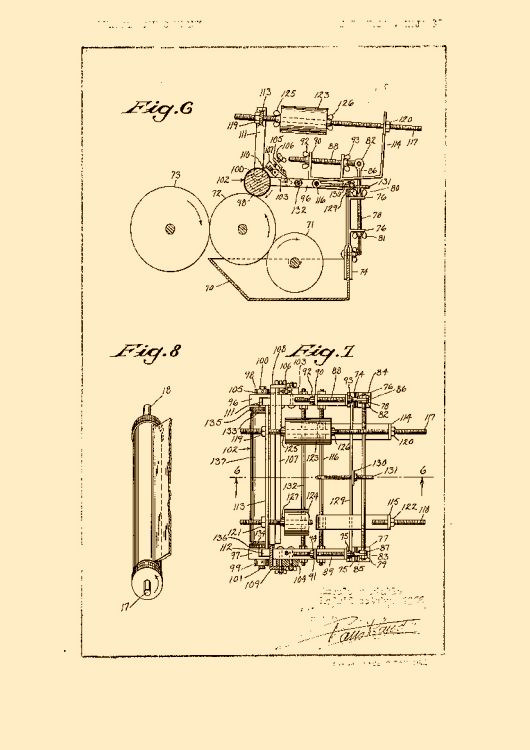
UN APARATO CONTROLADOR DE LA TINTA SUMINISTRADA A LAS PLACAS DE LAS PRENSAS DE IMPRIMIR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1968). Ver ilustración. Clasificación: B41F31/06, B41F31/20, B41F31/30.
Resumen no disponible.
UN SISTEMA DE FABRICACION DE RECIPIENTES DE APERTURA MANUAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1968). Ver ilustración. Clasificación: B65D55/08, B65D43/02, B65D17/02.
Resumen no disponible.
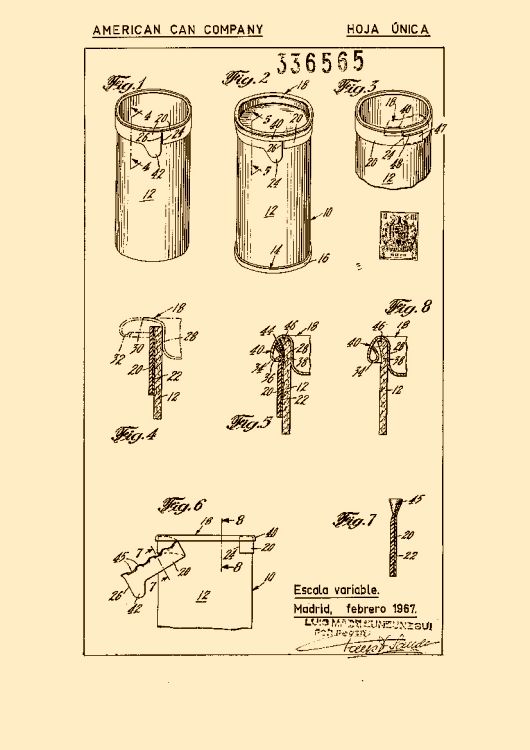
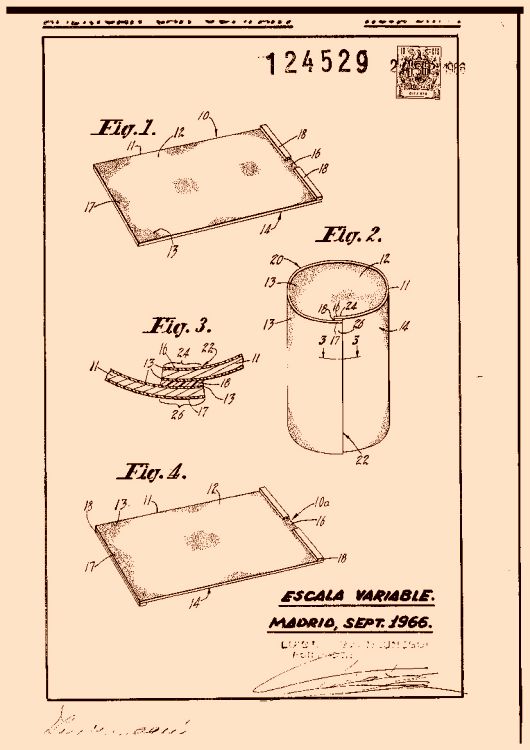
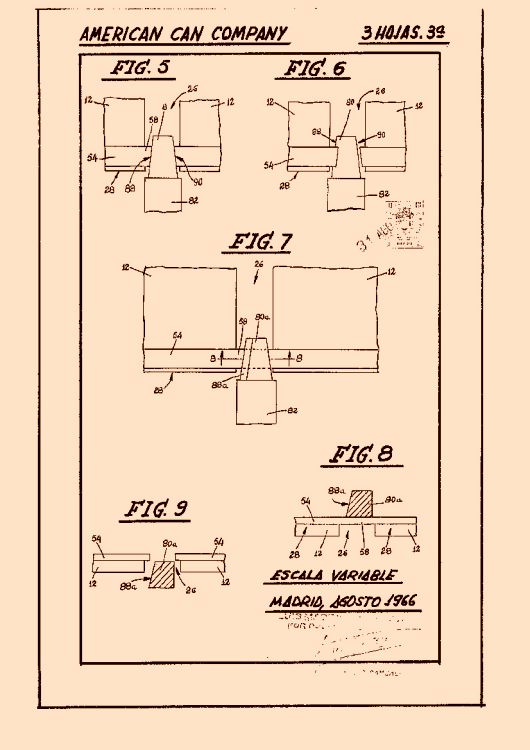
CUERPO DE ENVASE METALICO.
Sección de la CIP Química y metalurgia
(16/08/1967). Ver ilustración. Clasificación: C09J.
Cuerpo de envase metálico, caracterizado esencialmente por estar constituida por una lámina tubular que tiene una costura lateral superpuesta que se extiende longitudinalmente, teniendo las superficies opuestas de dicha lámina metálica un recubrimiento orgánico incluido dentro de le costura lateral, adherido a la misma, y un adhesivo orgánico que asegura entre sí las superficies opuestas del recubrimiento incluyendo dicho recubrimiento el producto de reacción, una resina de polivinil acotal, una resina 1, 2-epóxido normalmente sólido, una resina de fenol-aldehido y un fosfato de amina alifática ácido que tiene 3-15 átomos de carbono, incluyendo el adhesivo una superpoliamida lineal con una viscosidad intrínseca por lo menos de 0, 4, cubriendo dicho recubrimiento las superficies interior y exterior completas del cuerpo.
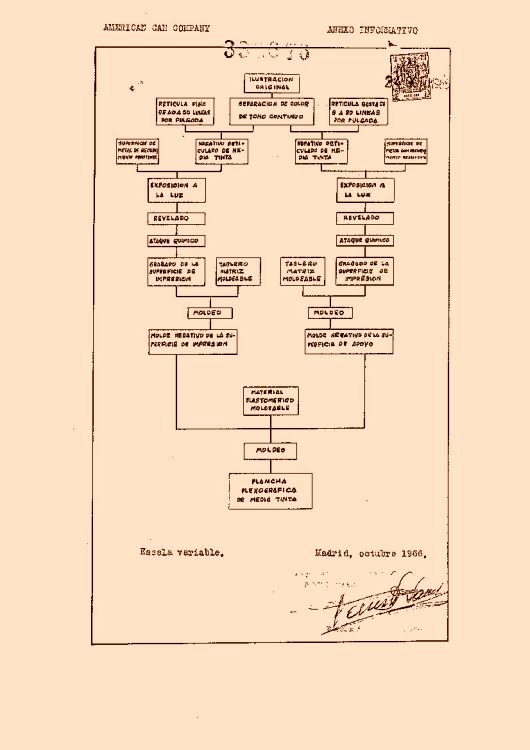
METODO DE OBTENCION DE UNA PLANCHA DE IMPRESION FLEXOGRAFICA RETICULADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1967). Ver ilustración. Clasificación: B41M9/00.
Resumen no disponible.
APARATO SURTIDOR DE VASOS DE PAPEL.
Sección de la CIP Física
(16/06/1967). Ver ilustración. Clasificación: G06M.
Resumen no disponible.
METODO Y APARATO PARA FABRICAR PIEZAS METALICAS PLANAS DESTINADAS A FORMAR EL CUERPO DE LAS LATAS DE CONSERVA SIN COSTURA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1967). Ver ilustración. Clasificación: B21D51/26.
Resumen no disponible.
UN CIERRE FINAL DE METAL PARA UN RECIPIENTE.
(01/05/1965). Ver ilustración.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}