13 patentes, modelos y diseños de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG
Preforma para la fabricación de un recipiente de plástico, la fabricación de la preforma y de recipientes de plástico fabricados a partir de la preforma así como a su fabricación.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(11/09/2019). Inventor/es: SIEGL,ROBERT. Clasificación: B29C49/00, B29K67/00, C08L67/02, B65D1/02, B29D22/00, C08G63/91, C08G63/672, C08G63/181, B29C49/12, B29L31/00, B29C48/32.
Preforma para la fabricación de un recipiente de plástico en un procedimiento de soplado y estirado con un cuerpo de preforma alargado, de tipo tubito, que está cerrado por uno de sus extremos longitudinales con una base de preforma , y que en su otro extremo longitudinal presenta un cuello de preforma , consistiendo la preforma por lo menos a tramos en furanoato de polietileno (PEF), caracterizada por que, durante la fabricación de la preforma, el furanoato de polietilleno (PEF) presenta una viscosidad comprendida entre 0,75 dl/g y 0,9 dl/g, medida según un método de medición de acuerdo con ASTM D4603 y un contenido en agua inferior a 50 ppm.
PDF original: ES-2760323_T3.pdf
Procedimiento para fabricar piezas pequeñas de plástico de pared delgada y piezas pequeñas de plástico de pared delgada.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(24/07/2019). Inventor/es: SIEGL,ROBERT. Clasificación: B29C45/00, B29K67/00, C08L67/02, C08G63/91, C08G63/672, B65D41/00, C08G63/181, B29L31/00.
Procedimiento para fabricar piezas pequeñas de plástico de pared delgada con un grosor de pared medio inferior a 1,5 mm, caracterizado por que las piezas pequeñas de plástico son fabricadas, mediante un procedimiento de moldeo por inyección de plástico, a partir de furanoato de polietileno (PEF) con una viscosidad de entre 0,4 dl/g y 0,7 dl/g, preferentemente inferior a 0,6 dl/g, medida según un procedimiento de medición según ASTM D4603, siendo un contenido de agua, durante la inyección de plástico, inferior a 100 ppm, preferentemente inferior a 30 ppm.
PDF original: ES-2751712_T3.pdf
Preforma para la producción de una botella de material plástico.
Sección de la CIP Técnicas industriales diversas y transportes
(20/05/2019). Inventor/es: LEHNER, ALWIN, KUNZ,JOHANN, DURINGER,MARKUS. Clasificación: B29C49/42, B29C49/00, B29K67/00, B29D22/00, B29K23/00, B29C49/58, B29C49/48, B29C49/12, B29B11/14, B29L31/00, B29K27/06.
Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, esencialmente cilíndrico, uno de cuyos extremos longitudinales tiene una configuración cerrada y en cuyo otro extremo longitudinal hay configurada una sección de cuello con una abertura de vertido , caracterizada por que la sección de cuello presenta un diámetro exterior más grande que el cuerpo , que en el paso del cuerpo a la sección de cuello hay configurada una superficie de apoyo , y que se renuncia a un anillo de soporte circundante, el cual separa el cuerpo de la sección de cuello.
PDF original: ES-2713197_T3.pdf
Preforma para fabricar recipientes de plástico en un procedimiento de estirado-soplado.
(21/11/2018) Preforma sin anillo de soporte para fabricar recipientes de plástico, en particular botellas de plástico, en un procedimiento de estirado-soplado, que comprende un cuerpo de preforma sustancialmente alargado, cuyo extremo longitudinal está configurado de forma cerrada y que en su extremo longitudinal opuesto se une a una sección de cuello provista de una abertura de vertido , en cuya pared exterior están formados unos medios de fijación para la fijación por arrastre de forma de una parte de cierre equipada con unos medios de acoplamiento correspondientes, estando conformado en la transición del cuerpo de preforma a la sección de cuello un reborde , que se extiende periféricamente, por lo menos a tramos, de manera anular y que sobresale radialmente de una pared exterior del cuerpo de preforma…
(12/07/2017) Preforma moldeada por inyección para la producción de recipientes de plástico, particularmente botellas de plástico, en un procedimiento de moldeo por soplado, con un cuerpo previo moldeado esencialmente alargado, uno de cuyos extremos longitudinales está configurado cerrado y que, por su extremo longitudinal opuesto, se conecta a una sección de cuello , provista de una abertura de vertido , en cuya pared externa se configuran medios de fijación para el bloqueo en cierre de forma de un elemento de cierre equipado con los correspondientes medios de engranaje, caracterizada porque la sección de cuello presenta al menos un estrechamiento circunferencial al menos por zonas, que posee un grosor de pared (t) de 0,4 mm a 0,8 mm, y porque el material plástico moldeado…
Procedimiento de calibración de una abertura de vertido de un contenedor de plástico fabricado mediante un procedimiento de extrusión por soplado.
(22/10/2014) Procedimiento para garantizar la conformidad dimensional, en particular para calibrar aberturas de vertido en o sobre un contenedor de plástico fabricado mediante un procedimiento de extrusión por soplado y provisto de dos aberturas de vertido , en el que un tramo de una manga de plástico extruida en una o más capas mediante una hilera de extrusión es colocado en una cavidad de molde de un utillaje de moldeo por soplado y es soplado a través de un mandril de soplado y calibración doble , que presenta dos zonas de calibración, en función de la cavidad de molde que lo rodea, siendo las aberturas de vertido del contenedor de plástico determinadas, en particular, calibradas en lo que respecta a…
Preforma para fabricar recipientes de plástico mediante un procedimiento de estirado-soplado de dos etapas.
(16/04/2014) Preforma para fabricar botellas de plástico en un procedimiento de moldeo por estirado-soplado de dos etapas, con un cuerpo de preforma formado de manera alargada, estando uno de sus extremos longitudinales cerrado por un base de preforma y conectándose en otro de sus extremos longitudinales una parte de cuello con unos tramos roscados o unos resaltes de arrastre de forma similares, estando la preforma fabricada a partir de un plástico apto para el procedimiento de estirado-soplado, el cual a una temperatura comprendida entre 10ºC y 120ºC presenta un índice de refracción comprendido entre 1,3 y 1,6, caracterizada porque una pared externa y una pared interna de la base…
PROCEDIMIENTO DE FABRICACION Y MAQUINA DE EXTRUSION Y SOPLADO PARA RECIPIENTES DE PLASTICO.
(25/05/2010) Procedimiento para la fabricación de recipientes de plástico, especialmente de botellas de plástico, en un procedimiento de extrusión y soplado, en el que un tubo (T) de plástico extruído por una cabeza extrusora se introduce a un ritmo predeterminable en un hueco de molde de una disposición de herramientas de moldeo por soplado, el tubo (T) de plástico insertado se sopla mediante sobrepresión según el hueco de molde y a continuación se desmoldea, insertándose el tubo (T) de plástico extruído en un hueco de molde compuesto por varias cavidades de moldeo por soplado dispuestas axialmente unas debajo de otras, estando dispuestas en cada caso dos de las cavidades…
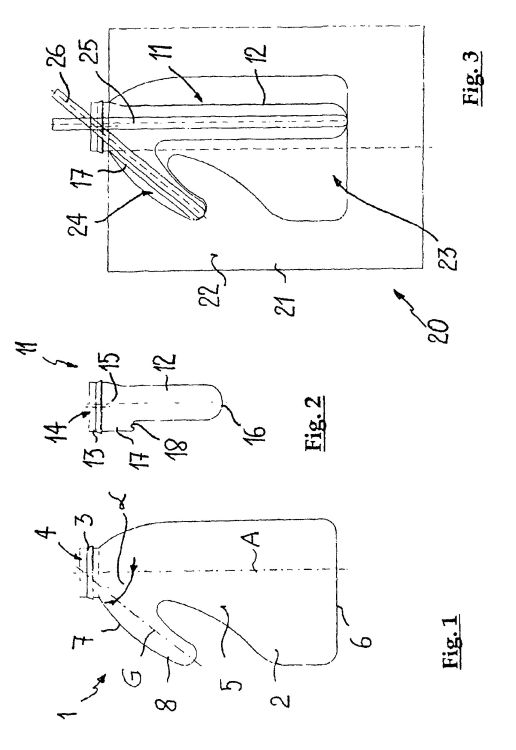
RECIPIENTE DE PLASTICO CON PARTE DE AGARRE CONFORMADA, PIEZA PREMOLDEADA Y PROCEDIMIENTO DE FABRICACION PARA EL RECIPIENTE DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2009). Ver ilustración. Inventor/es: KUNZ,JOHANN. Clasificación: B29C49/00, B29K67/00, B65D23/10, B29K23/00, B29L22/00, B29C49/12, B29K27/00.
Recipiente de plástico con un cuerpo de recipiente, que presenta una parte de cuello con una abertura de vertido, y una parte de agarre conformada, que en un procedimiento de soplado-estirado está configurada por una pieza premoldeada fabricada en un procedimiento de inyección de plástico de manera solidaria con el cuerpo de recipiente y presenta una sección de agarre estirada y soplada, caracterizado porque el cuerpo de recipiente y la sección de agarre forman un espacio hueco común.
UN APARATO Y PROCEDIMIENTO PARA LA ELIMINACION EN SECO DE LA CASCARILLA ENCONTRADA EN LA SUPERFICIE DE PRODUCTOS METALICOS.
(16/04/2009) Un aparato de descascarillado en seco para eliminar cascarilla de una superficie de un producto metálico que comprende al menos un área de calentamiento para calentar el producto metálico, al menos un área de reducción para realizar una reacción entre un gas reductor de óxidos metálicos y al menos la cascarilla, al menos un área para enfriar el producto metálico, primeros medios de calentamiento para calentar el producto metálico, segundos medios de calentamiento para calentar el gas reductor, medios para eliminar productos de reacción del gas reductor después de la reacción, medios para eliminar productos de reacción que quedan en la superficie…
DISPOSICION DE HERRAMIENTA DE MOLDE DE SOPLADO CON ELEMENTOS DE EXPULSION PARA UNA MAQUINA DE EXTRUSION POR SOPLADO PARA FABRICAR RECIPIENTES DE PLASTICO.
(01/03/2009) Disposición de herramienta de molde de soplado para una máquina de extrusión por soplado para recipientes de plástico, especialmente para botellas de plástico, que comprende dos o varias piezas de molde de soplado que pueden moverse desde una posición abierta a una posición cerrada y viceversa y que, en el estado cerrado, delimitan un espacio hueco de molde que presenta al menos una abertura de acceso para un mandril de soplado, y con un dispositivo de expulsión para desmoldear el recipiente de plástico soplado mediante sobrepresión a partir de un tubo de plástico conforme al espacio hueco de molde, que comprende al menos dos pistones (11 a 14) de expulsión que están guiados en perforaciones opuestas entre sí de piezas de molde de soplado opuestas entre sí y, en la expulsión, pueden salir…
TAPA DE CIERRE QUE ACTUA CONJUNTAMENTE CON UN RECIPIENTE DE BOTELLA.
(16/06/2005) Tapa de cierre con seguro contra apertura por niños que actúa conjuntamente con un recipiente de botella , estando formados en el cuello de botella del recipiente de botella un saliente de enganche y en la tapa de cierre un saliente de acoplamiento inferior (6), en donde, además, la tapa de cierre tiene asociado un inserto , cuyo inserto puede fijarse en el cuello de botella , y el inserto tiene, además, medios para una fijación segura contra giro en el cuello de botella y la tapa de cierre montable a presión en el inserto puede desatornillarse del inserto , para lo cual un saliente de acoplamiento inferior está formado en el inserto para actuar…
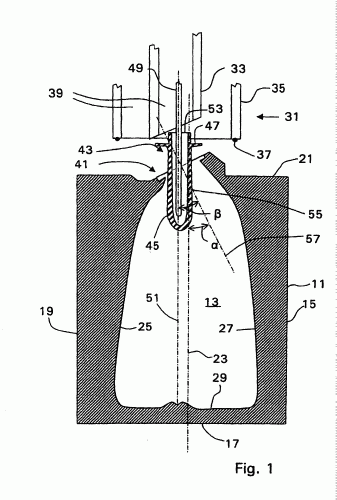
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN DEPOSITO SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2004). Ver ilustración. Inventor/es: MENNEL, WALTER. Clasificación: B29C49/42, B29C49/12.
Procedimiento para la fabricación de un depósito (45) con una abertura , cuyo eje de abertura se encuentra en ángulo respecto al eje del depósito , durante dicho procedimiento se introduce una preforma en un molde de soplado , se presiona una zona de sujeción de la preforma contra una zona de tope en el molde de soplado, y la preforma se deforma neumáticamente en el molde de soplado, caracterizado porque la zona de sujeción de la preforma se presiona contra la zona de tope en el molde de soplado, que está inclinado para la introducción de la preforma en un ángulo que se desvía de 90, y la preforma se deforma de manera que, un eje de la pieza de la abertura de la preforma (45, 45) se encuentra en un ángulo respecto al eje de la pieza del depósito de la preforma (45, 45).
{kind=link}
{kind=link}